





Die meisten Hon-Prozesse werden per Überflutung gekühlt. Sind jedoch engste Toleranzen einzuhalten, insbesondere bei sehr tiefen Bohrungen, ist diese konventionelle Kühlmethode nur selten ausreichend. Kadia Produktion, Spezialist für das Hochpräzisionshonen, stattet daher sämtliche Maschinen im Standard mit der Option Innenkühlung aus.
Inhaltsverzeichnis
1. Vorteile der Innenkühlung beim Honen
2. Konstante Oberflächenqualität und Thermostabilität
3. Aufbau von Werkzeugen zum Honen
4. Strömungstechnische Untersuchungen – Validierung der Methode
5. Strömungstechnische Untersuchungen – Ergebnisse
Überflutungskühlung oder Innenkühlung? Diese Frage stellt sich den Honexperten von Kadia so gut wie nie. Wenn beim Honen die Innenkühlung durch das Werkzeug zur Anwendung kommt, dann in aller Regel in Kombination mit der Überflutungskühlung. „Die eine Kühlmethode kann die andere nicht ersetzen“, bekräftigt Jochen Brandstetter, Entwicklungsleiter Werkzeuge und Vorrichtungen bei Kadia. „Die Überflutungskühlung führt vor allem die Wärme vom Werkstück ab. Die Innenkühlung bewirkt zusätzlich, dass eine ausreichende Menge Honöl genau an der Bearbeitungsstelle ankommt. Neben der Kühlung des Werkzeugs werden die Schmierung verbessert und die Späne aus der Bohrung gespült. Folglich lässt sich mit der Innenkühlung die Oberflächenqualität verbessern.“

Vorteile der Innenkühlung beim Honen
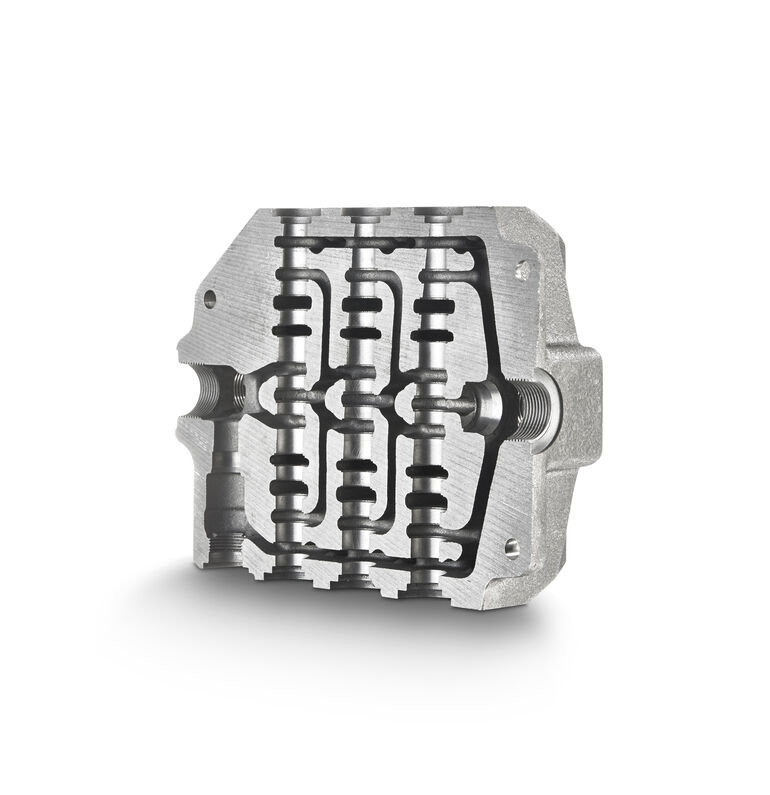
Man könnte noch weitere Vorteile der Innenkühlung anführen: Verminderung der Reibung zur Erhöhung der Standzeit der Werkzeuge, Steigerung der Prozesssicherheit und Schutz vor Korrosion. Das ganze Paket an Funktionen und Effekten ist bei der Überflutungskühlung nicht immer gewährleistet, da das Honöl seinen Weg am Werkzeugschaft vorbei bis zu den Honleisten finden muss. Finden ist ein treffender Ausdruck, vor allem wenn komplizierte Werkstücke wie Hydraulik-Ventilgehäuse zu bearbeiten sind. Diese enthalten oft Querbohrungen und Stege, die das vorzeitige Abfließen des Honöls begünstigen. In solchen Fällen nimmt der Kühl-, Schmier- und Spüleffekt mehr und mehr ab, je tiefer das Honwerkzeug eintaucht. Im ungünstigsten Fall können die Honleisten trocken laufen. Die Folge: Die Oberflächengüte am Bohrungseintritt ist eine andere als am Austritt – im Hochgenauigkeitsbereich mit genau definierten Oberflächenanforderungen ist das ein Ausschusskriterium.
Konstante Oberflächenqualität und Thermostabilität
Höchste Anforderungen an die Bohrungsqualität finden sich beispielsweise bei Hydraulikkomponenten, Getrieberädern für Verbrenner- und E-Fahrzeuge, in Brennstoffzellen oder auch in der Luftfahrt und Medizintechnik. Oft handelt es sich um Bohrungen mit wenigen Millimetern Durchmesser, dafür aber mit Tiefen jenseits 10xD. Die Bearbeitung derartiger Bohrungen ist unter anderem das Metier von Kadia. Das Nürtinger Unternehmen entwickelt und produziert Honlösungen im Bereich 1 mm bis ca. 60 mm, gelegentlich kommen auch größere Durchmesser vor. Innengekühlte Honwerkzeuge sind laut Kadia bereits ab 2,5 mm Bearbeitungsdurchmesser verfügbar.
„Unsere Honmaschinen haben alle Ausstattungsdetails für die Innenkühlung im Standard an Bord, z. B. die entsprechenden Pumpen und Drehverteiler. Auch unsere LH-Honspindeln sind standardmäßig für die Innenkühlung ausgelegt“, fährt Jochen Brandstetter fort. „Dass ein Kunde auf die Option Innenkühlung verzichtet, ist bei uns eher die Ausnahme.“
Neben einer hohen und durchgehend konstanten Oberflächengüte nennt der Entwicklungsleiter noch ein weiteres wichtiges Argument für die Innenkühlung: die Thermostabilität. In der Serienfertigung, wenn sich die Honmaschine etwa im 24/7-Dauerbetrieb befindet, muss ein konstantes Temperaturniveau am Werkstück, Werkzeug und in der Bohrung vorherrschen, um Toleranzanforderungen von wenigen Mikrometern einhalten zu können. Brandstetter: „Ein thermisch stabiler Prozess ist nur mit einer geregelten Innenkühlung durch das Honwerkzeug zu erreichen.“
Aufbau von Werkzeugen zum Honen
Im Vergleich zu vielen anderen Zerspanungswerkzeugen ist der Aufbau von Honwerkzeugen vergleichsweise komplex. Einfach einen Kühlkanal zu bohren, ist nicht möglich. Sind die Honleisten verstellbar, was meistens der Fall ist, gibt es ein entsprechendes Innenleben. Die Herausforderung besteht darin, die strömungstechnischen Aspekte für das Kühlmittel mit den konstruktiven Notwendigkeiten in Einklang zu bringen. „Wir überlassen bei der Lösung derartiger Problemstellungen nichts dem Zufall“, betont der Entwicklungsleiter. „Daher beauftragten wir die Spezialisten des Lehrstuhls für Fertigungstechnik LFT der Universität des Saarlandes mit einer Untersuchung zur Auslegung der internen Kühlkanäle.“ Wenn es um wissenschaftliche Untersuchungen rund um das Thema Honen geht, arbeiten Kadia und der von Prof. Dirk Bähre geleitete Lehrstuhl schon seit Jahren zusammen.
Strömungstechnische Untersuchungen – Validierung der Methode
Für Murat Güner, wissenschaftlicher Mitarbeiter und Doktorand am LFT, war zunächst die Ausgangsfrage zu klären: Was genau passiert mit dem Honöl beim Durchströmen der Honwerkzeuge? Die Verwendung einer Strömungssensorik zur Klärung dieser Frage scheidet aus. Der Ein- oder Anbau in/an die Werkzeugkörper wäre ein immens hoher Kostenfaktor.
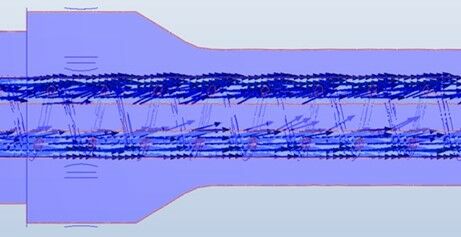
„Die alternative Methode, um ins Innere der Kühlmittelkanäle zu blicken, ist die Simulation der Strömungsvorgänge mit einer entsprechenden Software“, so Murat Güner. Bevor das Simulationstool jedoch zum Einsatz kommen konnte, war eine aufwendige Vorarbeit zu leisten: die Validierung der Methode. Murat Güner und seine Kollegen führten an einem nachgebauten Versuchswerkzeug mit 8 mm Nenndurchmesser eine Vielzahl von Durchflussmessungen mit unterschiedlichen Randbedingungen durch. Sie variierten Anzahl, Durchmesser und Anordnung der Austrittsbohrungen, nahmen Messungen mit offenen wie auch teils geschlossenen Bohrungen vor usw.
Nachdem ein umfassender Versuchsplan abgearbeitet war, stand schließlich fest: Theorie (Simulation) und Praxis (experimentelle Durchflussmessungen) stimmen mit ausreichender Genauigkeit überein. Die CAD-Daten der verschiedensten Serienwerkzeuge konnten also in die Software eingegeben werden. „Die auf reale Konstruktionen angewandten Simulationen zeigten uns, wo Strömungsabrisse in den Werkzeugen typischerweise auftreten“, fährt Murat Güner fort. „Zu hohen Verlusten, d. h. starken Turbulenzen und Verwirbelungen kommt es beispielsweise im Bereich von Druckfedern, durch die das Medium strömen muss, oder an kantigen Übergängen.“
Ein besonderes Augenmerk galt den Austrittsbohrungen. Die Simulation gab Hinweise, wo diese größer oder kleiner ausgelegt werden können. So zeigte sich bei einem Beispiel, dass die Spülwirkung immer noch gegeben ist, wenn der dafür verantwortliche stirnseitige Austritt kleiner gebohrt wird. Im Gegenzug lassen sich die Austritte neben den Honleisten größer bohren. Das bedeutet mehr Honöl bzw. eine bessere Kühl- und Schmierwirkung exakt dort, wo die Späne entstehen.
Strömungstechnische Untersuchungen – Ergebnisse
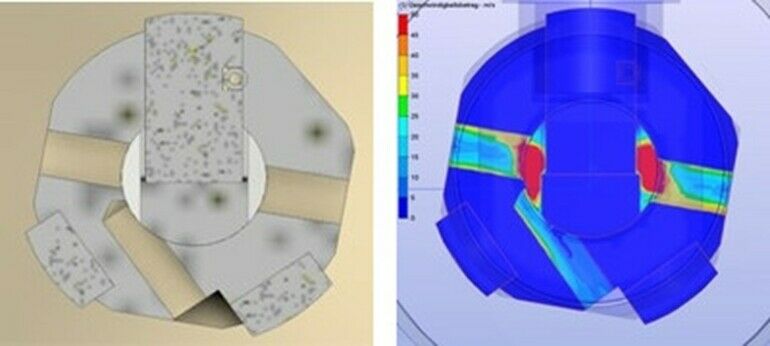
Zu den wichtigsten Ergebnissen des LFT – einige gehen auf studentische Arbeiten zurück – zählen die Visualisierungen der Kühlmittelströmung in den unterschiedlichen Werkzeugen und somit auch an Problemstellen wie kantigen Übergängen. Auch die Honölbenetzung an den Bearbeitungsstellen ist darstellbar. Damit liegt ein grundsätzliches Verständnis über die Strömungsvorgänge vor. Aufschlussreiche Daten sind beispielsweise die Strömungsgeschwindigkeiten, die auf Werte bis 45 m/s ansteigen können, sowie die Durchflussmengen je nach Werkzeugstellung im Werkstück bzw. an den einzelnen Austritten.
Mit diesem Wissen kann nun die Honölverteilung unter Berücksichtigung der fertigungstechnischen Machbarkeit gezielt angepasst werden. Unter dem Strich ist ein effizienterer, verlustreduzierter Einsatz des teuren Mediums möglich. Am Ende des Tages nicht nur ein Kosten-, sondern auch ein Umweltthema, wie Murat Güner betont. Jochen Brandstetter resümiert: „Wir verfügen nun über wertvolle Einblicke, wie wir die Strömung des Kühlmittels und seine Verteilung im Werkzeug weiter optimieren können. Die am LFT gewonnenen Erkenntnisse helfen uns, unseren Kunden noch bessere Werkzeuge zur Verfügung zu stellen.“ (eve)






 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}