



Die ZCC Cutting Tools Europe GmbH ist die Europazentrale der Zhuzhou Cemented Carbide Group Cutting Tools Co., Ltd. (ZCC-CT), des größten chinesischen Herstellers von Hartmetallwerkzeugen und Teil der MinMetals Group. Von der Rohstoffgewinnung bis zum beschichteten Werkzeug geschieht bei ZCC-CT Europe alles unter einem Dach. Das branchenübergreifende Produktportfolio des Vollsortimenters bietet performante Werkzeuglösungen zu einem attraktiven Preis-Leistungsverhältnis. Anwendungsspezialisten begleiten und beraten Kunden von der Aufgabenstellung bis zur Lösung, auch außerhalb von Standardlösungen. After Sales und technischer Support für alle Anwendungen beim Drehen, Fräsen, Bohren und Gewinden runden das Dienstleistungsangebot ab. Das unmittelbar am Düsseldorfer Flughafen gelegene Logistikzentrum in der Europazentrale ist der Dreh- und Angelpunkt der Lieferkette, mit der europäische Kunden innerhalb eines Tages nach Bestelleingang mit Werkzeugen beliefert werden können. Ziel von ZCC Cutting Tools Europe mit seinen inzwischen über 100 Mitarbeitern ist, sein Produkt – und Serviceportfolio kontinuierlich so weiterzuentwickeln, dass für Kunden maximale Wirtschaftlichkeit durch die angebotenen Lösungen erreicht wird. Der Fokus des Unternehmens liegt auf der Kundenzufriedenheit – getreu der eigenen Positionierung „Mehrwert durch Partnerschaft“.
Konventionelles vs. dynamisches Stechdrehen
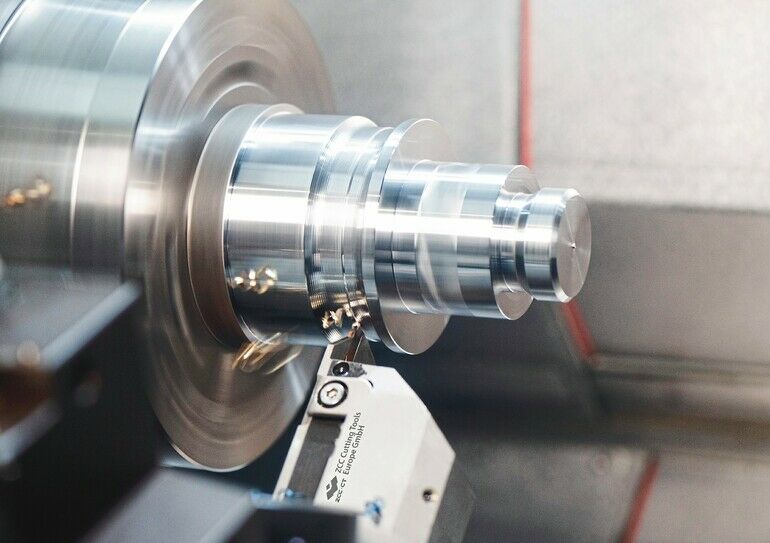
Für das Drehen bietet ZCC-CT Europe performante Werkzeuglösungen für das Ein- und Abstechen sowie Stechdrehen an. Beim herkömmlichen Stechdrehen werden für die Bearbeitung grundsätzlich schmale Stecheinsätze verwendet, die multidirektional, in radialer oder axialer Richtung, mit passender Zustellung und Vorschüben das am Werkstück noch vorhandene Material durch Einstechen und seitlichem Verfahren spanend abtragen. Hierbei ist zu berücksichtigen, dass beim Stechdrehen, bezogen auf die Schruppbearbeitung, immer nur in einer und nicht gleichzeitig in mehreren Achsen verfahren werden kann. Durch die Wahl der korrekten Parameter und Spanformgeometrien muss eine effiziente Spankontrolle garantiert werden, damit es während der Bearbeitung nicht zu Schäden an Bauteil und/oder Werkzeug kommen kann. Eine korrekte Einbaulage sowie Spitzenhöheneinstellung sind unumgänglich.
Dynamisches Stechdrehen: Lösung für
komplexe Stechanwendungen
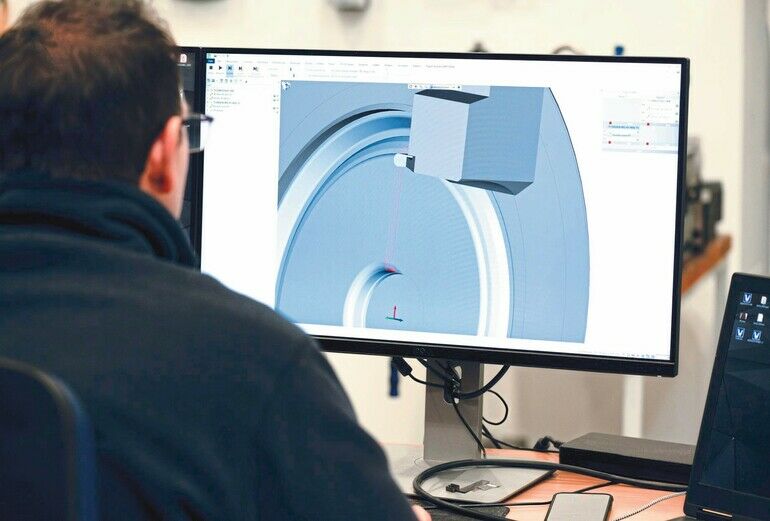
Werden diese grundsätzlichen Anforderungen beachtet, ist Stechdrehen bereits sehr produktiv und prozesssicher. Geht es aber um die Bearbeitung von schwer zerspanbaren Materialien, wie zum Beispiel hitzebeständigen Superlegierungen, Bauteilen mit sehr hohen Kavitäten und/oder dünnen Wandungen sowie komplexen Formen, ist oftmals ein Strategiewechsel die richtige Antwort. Hierzu eignet sich die CAD/CAM-Strategie „Dynamisches Stechdrehen“ besonders gut. Allerdings sind vor der Umsetzung einige wichtige Details dringend zu beachten.
Zum einen ist eine passende CAD/CAM-Software erforderlich. Bei ZCC-CT Europe kommt Esprit CAM zum Einsatz. Zum anderen ist die Verwendung einer runden Schneidengeometrie mit einem auf bis zu 270° umlaufenden Freiwinkel unerlässlich, um in den Achsen X/Z eine simultane Bearbeitung zu ermöglichen. Hier sind zum Beispiel Vollradien-Stecheinsätze die richtige Wahl. Auch kann man durch das Zusammenspiel der runden Form der Vollradien-Stecheinsätze und der Zustelltiefen verschiedene Einstellwinkel zwischen 0° und 90° erzeugen, wobei für das dynamische Stechdrehen ein Eingriffsverhältnis E zwischen 10 und 15 % in Bezug auf den Schneidendurchmesser ideal ist. Mit einem Eingriffsverhältnis E 10 bis 15 % kann somit die Spanungsdicke h während der Bearbeitung so gering wie möglich gehalten werden.
Auf diese Weise sind im Prozess weitaus höhere Vorschübe im Vergleich zur konventionellen Stechdrehbearbeitung möglich. Bei 90°Grad Einstellwinkel ist Vorschub f theoretisch gleich Spanungsdicke h. Bei abnehmendem Einstellwinkel nimmt dementsprechend auch die Spanungsdicke h ab und man kann nun, um auf die gleiche Spanungsdicke h wie bei 90° Grad Einstellwinkel zu kommen, höhere Vorschübe fahren.
Ein weiterer Vorteil der höheren Vorschübe sind die kürzeren Kontaktzeiten, die dafür sorgen, dass die Temperaturen im Prozess geringer sind als bei der konventionellen Stechdrehbearbeitung. Dies wirkt vorzeitigem Verschleiß entgegen und somit erhöhen sich die Standzeiten signifikant. Gleichzeitig wird auch die Produktivität prozesssicher gesteigert.
Das dynamische Stechdrehen ist besonders in den Branchen Luft- und Raumfahrt, Energie und dem allgemeinen Maschinenbau eine prozesssichere und flexible Strategie für die produktive Fertigung komplexer Bauteile, kann aber variabel auch in vielen anderen Branchen kostensenkend eingesetzt werden.
Schritt für Schritt zum gefertigten Bauteil
Auch bei dem folgenden Kundenprojekt hat sich das bewahrheitet: „Für eine prozesssichere Steigerung der Produktivität sind die richtige Auswahl der Strategie und der Geometrien essenziell. Hier sehe ich im dynamischen Stechdrehen gegenüber dem konventionellen Stechdrehen nur Vorteile“, so Daniel Meisen, Product Manager Turning bei ZCC Cutting Tools Europe.
Im Anwendungsbeispiel zur automatisierten Serienherstellung zweier, an der Stirnseite liegenden, breiten Konturen an flachen, rotationssymmetrischen Werkstücken aus einer schwer zerspanbaren Nickelbasislegierung hatte sein Kunde, bei konventioneller Stechdrehbearbeitung, immer wieder Probleme mit schlechtem Spanbruch, hohem Werkzeugverschleiß und langen Zykluszeiten, was wiederholt zu Störungen im Prozess führte.
Nach einer detaillierten Ist-Aufnahme und einem nur bedingt erfolgreichen Erstversuch vor Ort hatte man sich mit dem Kunden geeinigt, im weiteren Verlauf im ZCC-CT Europe T&D Zentrum in Düsseldorf Grundsatzversuche durchzuführen, um die optimale Werkzeughalter-Schneidengeometriekombination zu ermitteln sowie die Optimierung der CAD/CAM-Programmierung vorzunehmen. Der Kunde erzielte mit der bisher eingesetzten, konventionellen Stechdrehstrategie eine Bearbeitungszeit von insgesamt 16 min.
Um die eingangs beschriebene, prozesssichere Steigerung der Produktivität zu ermöglichen, entschieden sich die Anwendungsexperten von ZCC Cutting Tools Europe für die Strategie des dynamischen Stechdrehens. „Mit einer Emco Hyperturn 65 in unserem T&D Zentrum hatten wir fast identische maschinelle Voraussetzungen wie die in der Fertigung des Kunden. Das hat die Lösungsfindung zusätzlich vereinfacht“, so Meisen. Durch die Umstellung konnte die für die Stechoperation benötigte Bearbeitungszeit von 16 auf 9 Minuten pro Bauteil reduziert und eine Produktivitätssteigerung von fast 33 % bei gleicher Standmenge erreicht werden. Um die Spankontrolle und auch den Verschleiß in den Griff zu bekommen, wurden für den Grundsatzversuch drei verschiedene, erfolgsversprechende Geometrien getestet.
Darunter war auch der Stecheinsatz ZRGD04 mit der NM-Spanleitstufe in der PVD beschichteten Sorte YBS103, die dann im finalen Versuch alle Anforderungen für einen produktiven und sicheren Prozess bestmöglich erfüllen konnte. Besonderes Augenmerk galt zusätzlich den Anforderungen an einen nahezu perfekten Spanbruch für einen reibungslosen Ablauf in der hochautomatisierten Fertigung des ZCC-CT-Europe-Kunden.
Fazit
Voraussetzung für die erfolgreiche Anwendung von dynamischem Stechdrehen ist die entsprechende maschinelle Ausstattung in der Produktion. Benötigt werden eine geeignete CAD/CAM-Software und eine dynamische Maschine mit schneller Steuerung zur besseren Verarbeitung großer CAD/CAM-Datensätze. Sind diese beiden Voraussetzungen gegeben, dann ist das dynamische Stechdrehen für eine Vielzahl von Bauteilen und Werkstückstoffen sicherlich die erste Wahl, um den Prozess sowohl sicher als auch produktiv zu gestalten. Selbstverständlich hat auch das konventionelle Stechdrehen nach wie vor seine Berechtigung und bietet seinerseits entsprechende Vorteile. Besonders bei Ausstattung mit weniger dynamischen, aber dafür leistungsstärkeren Maschinen mit Dialogsteuerung/Werkstattprogrammierung ist es eine gute Wahl für die flexible Bearbeitung, auch ohne CAD/CAM-Software.
Für die Anwendungsexperten von ZCC Cutting Tools Europe ist für die Wahl der Strategie ausschließlich maßgebend, wie die Anforderungen und Ziele der Kunden bestmöglich und wirtschaftlich erreicht werden. „Das entwickeln und prüfen wir auch gerne vorab in unserem T&D Zentrum, damit sich unsere Kunden auf das Wesentliche konzentrieren können – ihre eigene Produktion“, sagt Daniel Meisen abschließend.
ZCC Cutting Tools Europe
www.zccct-europe.com






 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}