








Wer Einzelteile, Baugruppen und Kleinserien vorwiegend für den Maschinenbau fertigt, braucht möglichst universelle Werkzeuge, die vieles können und alles mitmachen. Mindestens ebenso wichtig ist ein Werkzeugpartner, der Zerspanungsprozesse versteht und die Fertigung „lesen“ kann. Wenn der dann noch aus der Region kommt, ist er für die Otto Beckert Feinmechanik GmbH genau der richtige. So liefert Arno Werkzeuge aus Ostfildern nicht nur Dreh-, Fräs- und Bohrwerkzeuge nach Kirchentellinsfurt, sondern kommt auch schnell mit Rat und Tat ins Haus.
Inhaltsverzeichnis
1. „Häufige Werkzeugwechsel sind Gift für die Kalkulation“
2. Wirtschaftlich fräsen mit einzigartigen, patenten Werkzeugen
3. Dem Werkstück mehr Zähne zeigen
4. Ein- und Abstechen mit einem zweischneidigen „Schwert“
5. Das setzt dem Bohren die Krone auf
6. Zeit für neue Ideen beim Zerspanen einsparen
„Wir denken europäisch und so kaufen wir auch ein. Und auch wenn unsere Arbeit in Produkten und Anwendungen weltweit zu sehen ist, wollen wir, dass die Wertschöpfung möglichst hier in der Region bleibt. Schließlich kommen auch unsere Kunden meistens von hier“, betont Ralf Beckert, Geschäftsführer der Otto Beckert GmbH & Co. KG in Kirchentellinsfurt. Der mittelständische Lohnfertiger ist ein kreativer Lösungsfinder, dessen Kunden überwiegend im Umkreis von 50 km zu finden sind. Dazu gehören namhafte Dreh- und Fräsmaschinenhersteller genauso wie Zulieferer für die Halbleiterindustrie, Antriebsspezialisten oder weitere Weltmarktführer, von denen es so viele in der Region Stuttgart gibt. Neben der regionalen Verantwortung sind Beckert aber auch eine stabile Lieferkette und schnelle Reaktionen mit persönlichen Gesprächen auf Augenhöhe wichtig. Deshalb ist die Arno Werkzeuge GmbH mit universellen Zerspanungswerkzeugen seit Jahren ein vertrauensvoller Partner.
„Häufige Werkzeugwechsel sind Gift für die Kalkulation“
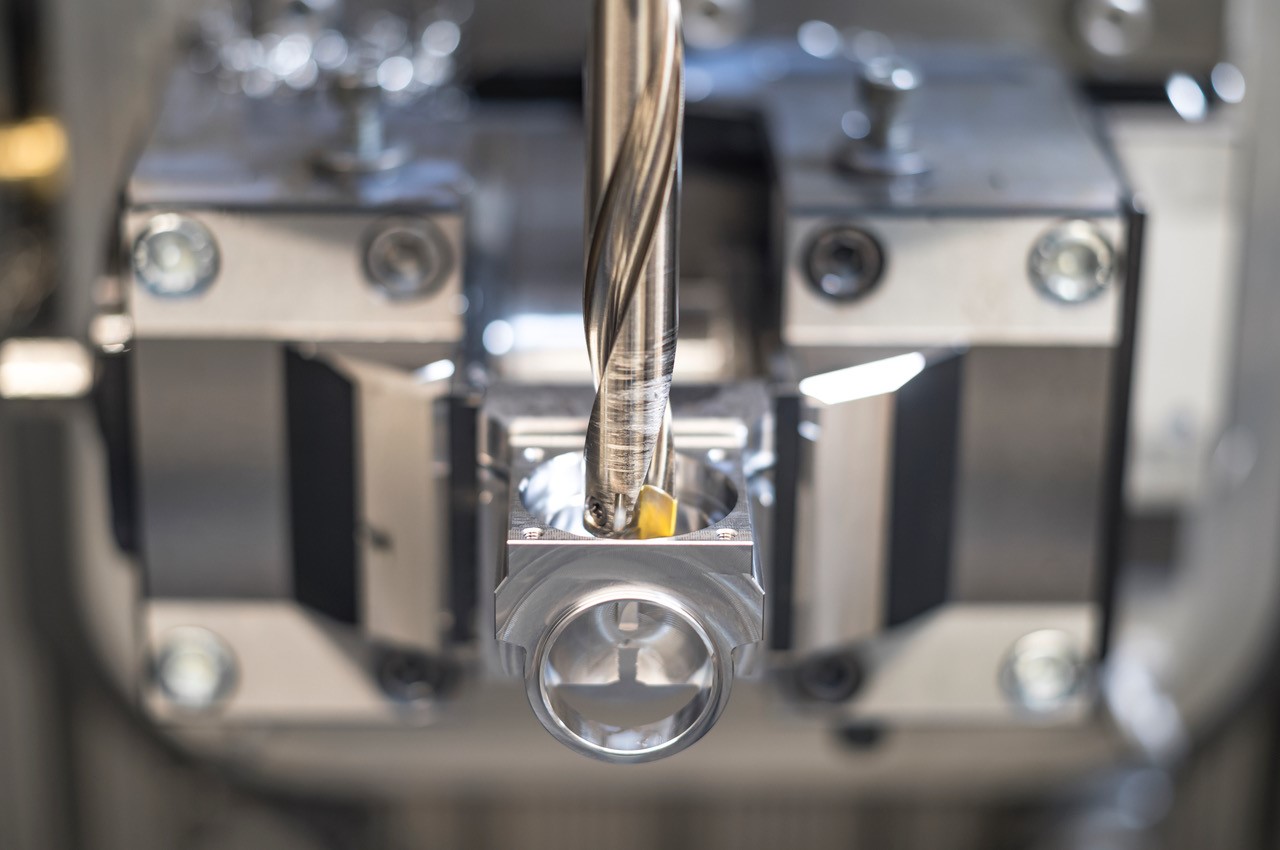
40 Mitarbeiter und 19 CNC-Maschinen fertigen in kreativen Zerspanungsprozessen aus allen denkbaren Werkstoffen hochwertige Bauteile „bis Schuhkartongröße“. Meist sind es Losgrößen zwischen eins und 100 oder Kleinserien bis 2000 Teile. Die finden sich beispielsweise im Motorsport, in der Medizintechnik, auf Bohrinseln oder in der Chipproduktion. „Häufige Werkzeugwechsel sind dabei Gift für die Kalkulation“, sagt Kevin Göhner, Industriemechaniker und CNC-Fräser bei Otto Beckert. Auch geht es nicht darum, aus einem Fräs-, Dreh- oder Bohrwerkzeug die letzten Stunden, Minuten oder Meter an Standzeiten herauszuholen. Viel wichtiger sind ihm universelle Werkzeuge für möglichst viele Prozesse und für ein breites Spektrum an Werkstoffen. Da kann Tobias Breitling von Arno Werkzeuge mit passenden Produkten punkten – aber nicht nur.
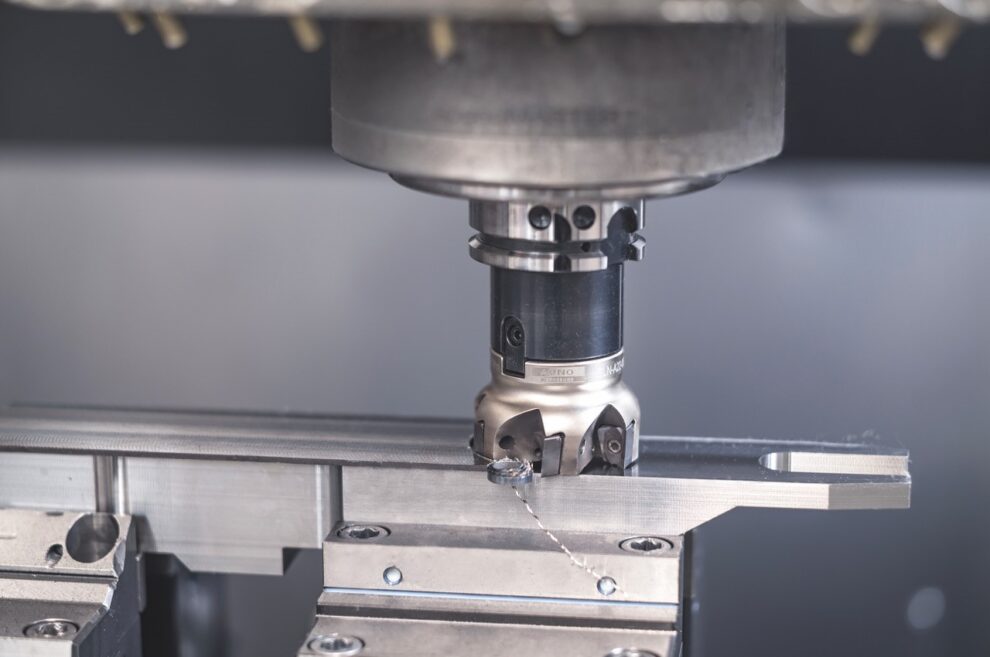
Denn neben Brezeln, die er gerne mal zu Besprechungen mitbringt, hat der Technische Berater viel Anwendungswissen und universelle Produkte für wirtschaftliche Zerspanung im Gepäck. Ein Highlight ist dabei das patentierte FD-Frässystem DuoMill. Mit nur einem Grundkörper lassen sich die Werkzeuge für Eck- und HFC-Fräsen von Stahl, Edelstahl und Aluminium einsetzen. „Und das schon ab 0,2 mm Eckenradius, das findet man so quasi nirgends“, versichert Breitling. Dass Eck- und HFC-Platten in einem Plattensitz montiert sind, ist einzigartig und deshalb patentiert. Für die Bearbeitung von NE-Metallen sind die Wendeschneidplatten am gesamten Umfang präzisionsgeschliffen und poliert. Zudem erlauben die vernickelten, langlebigen Grundhalter mit vier Schneidkanten pro Platte einen hohen Vorschub.
Wirtschaftlich fräsen mit patenten Werkzeugen
Solche Universalwerkzeuge wirken sich nicht nur auf die Wechselzeiten, sondern auch auf die Kosten der Werkzeugträger positiv aus. Denn sie erleichtern Handling, Lagerhaltung und Bevorratung. „Dass sich zwei verschiedene Arten an Wendeschneidplatten auf dem gleichen Trägerwerkzeug montieren lassen, sorgt bei unseren Kunden für große Flexibilität“, erwähnt Breitling. „Und Flexibilität steht bei uns ganz oben“, ergänzt Beckert. Einschraubfräser und Schaftfräser von 25 bis 42 mm Durchmesser, sowie Aufsteckfräser von 40 bis 160 mm Durchmesser umfasst das Sortiment. Die hochpräzise geschliffenen Wendeschneidplatten mit speziellen Geometrien sorgen bei Otto Beckert für kostengünstige und prozesssichere Fräsbearbeitungen.
Weil die Trägerwerkzeuge über eine Differenzialteilung verfügen, entstehen beim Fräsen deutlich weniger Vibrationen. Für hohe Effizienz sorgen vier effektive Schneidkanten mit 90° beim Eck- und HFC-Fräsen. „Das ist eine echte Stärke des DuoMill und bringt im Ergebnis sehr glatte Oberflächen hervor“, erwähnt Göhner. Breitling berichtet, dass da in manchen Fällen sogar nachgelagerte Arbeitsschritte entfallen können. „Wer sowohl schnell, als auch fein arbeiten will, entscheidet sich für unser FD-Frässystem“, weiß der erfahrene technische Berater.
Dem Werkstück mehr Zähne zeigen
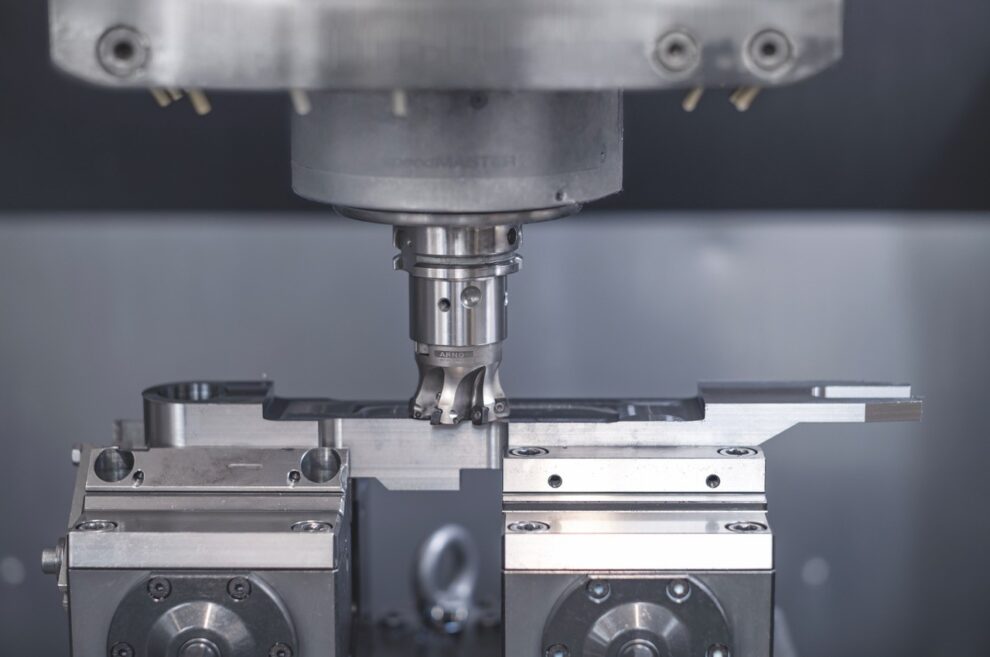
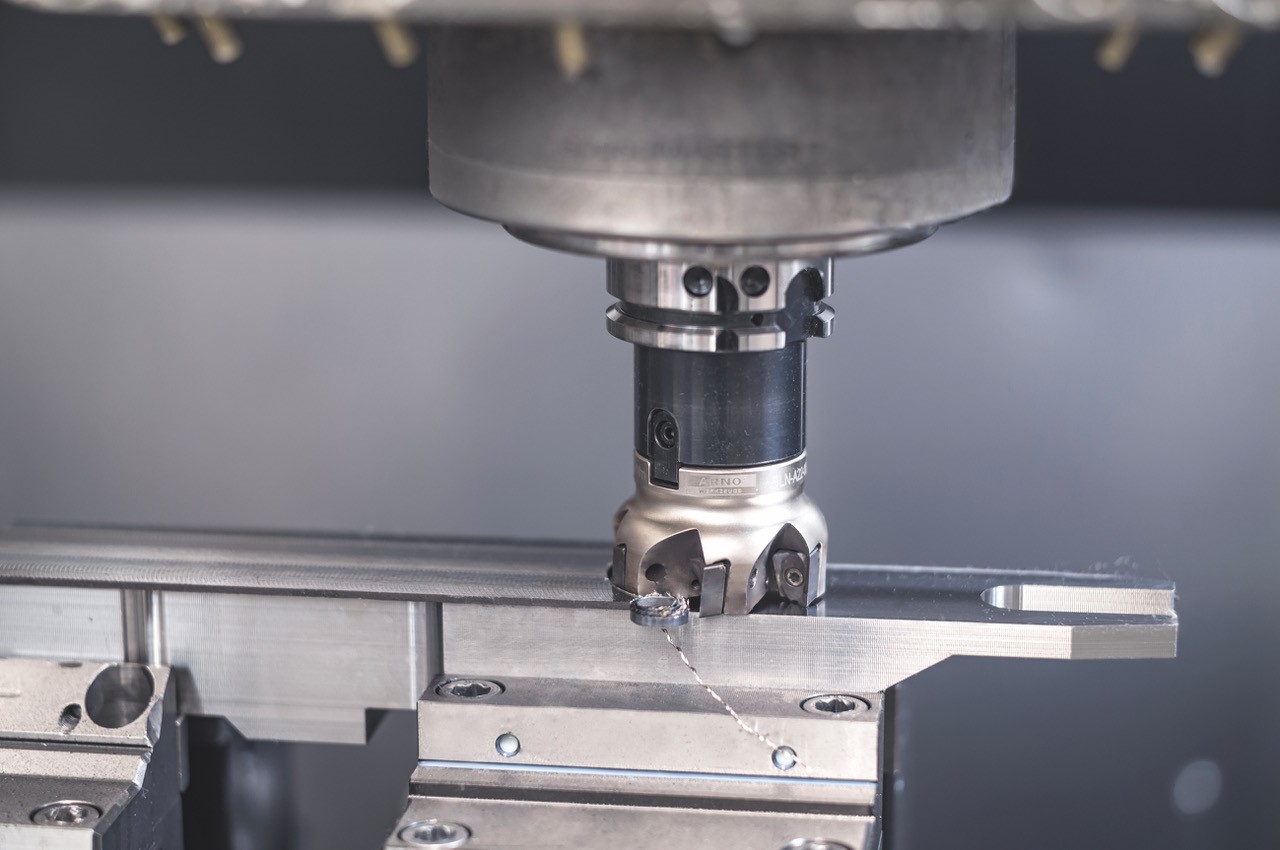
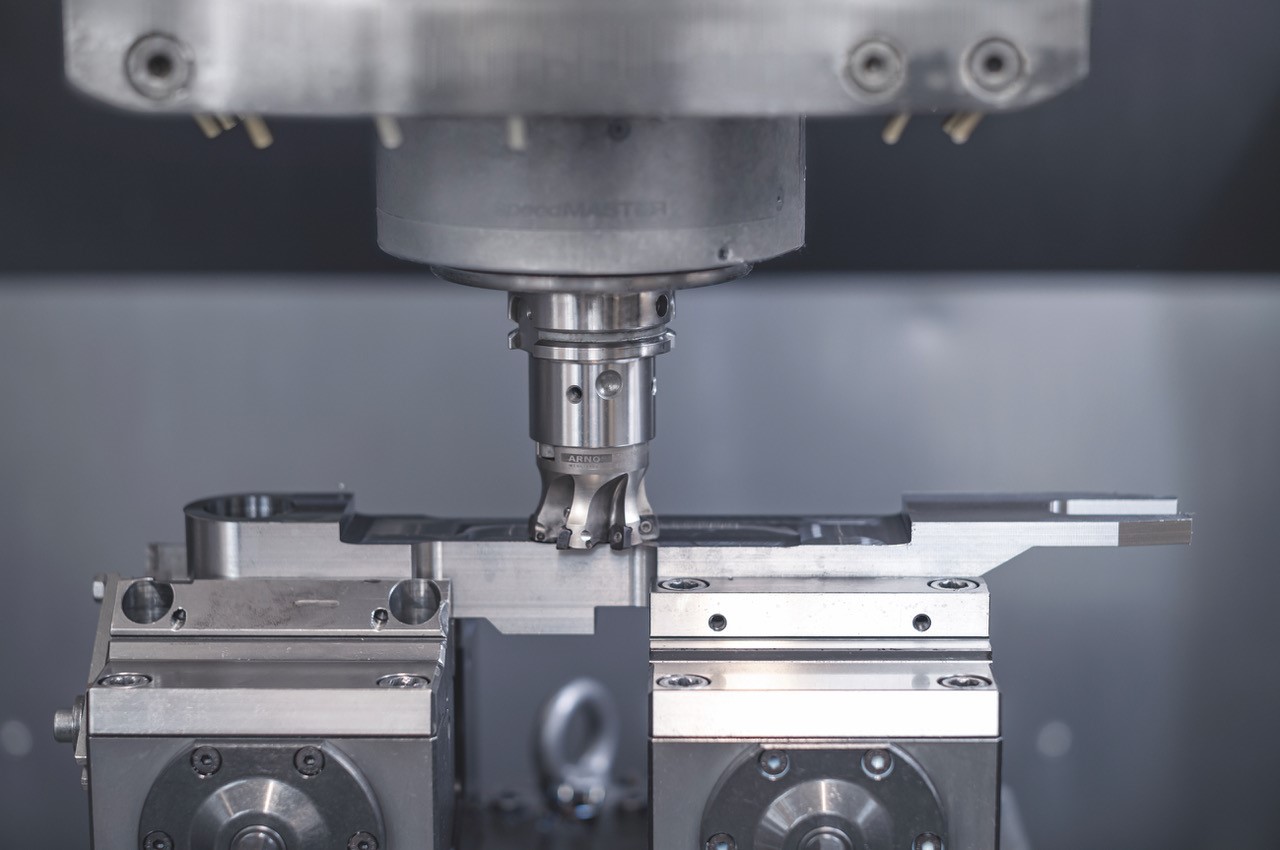
Geht’s beim Fräsen, Schruppen und Schlichten bei 90° um viel Materialabtrag, wechseln die Otto Beckert-Fachkräfte das BLN-Eckfrässystem von Arno Werkzeuge als Alleskönner ein. Wenn das mit massivem Werkzeughalter, großen und stabilen Wendeschneidplatten und bis 12 mm Zustellung antritt, gibt es kein Halten mehr. „Da geht eher die Maschine in die Knie, als das Werkzeug“, mutmaßt Breitling. Mit dem robusten System fertigen sie präzise Ecken, schruppen, was das Zeug hält und schlichten bei Bedarf auch zuverlässig.
Mindestens ebenso gern setzt Göhner auf die FT-Planfrässysteme 09 und 12. Sie bestehen aus stabilen Trägerwerkzeugen mit mehr Zähnen und dazu passenden kleineren Wendeschneidplatten. Auch hier verfügen die Trägerwerkzeuge über eine Differenzialteilung, was ebenfalls für einen ruhigen Fräsprozess mit weniger Vibrationen sorgt. „Speziell bei kleinen Aufmaßen können wir deutlich höhere Vorschubgeschwindigkeiten fahren und erzielen ein höheres Zeitspanvolumen“, berichtet Göhner. Und Zeit und Flexibilität sind für Göhner beim Fräsen entscheidend. Da trifft es sich gut, dass zwei Größen an Wendeschneidplatten – je nach Anwendung – verfügbar sind.
“Wir können trotz kleinem Durchmesser im Werkzeug mehr Zähne platzieren“, erklärt Breitling. Wo seither nur sechs Wendeschneidplatten möglich waren, lassen sich jetzt bis zu neun montieren. Damit reduzieren sich Durchlaufzeiten und Kosten deutlich. Zudem schneiden die Wendeschneidplatten sehr weich, was Spindel und Maschine schont. Derart bestückt mit Schneiden und dazu passenden kleineren Wendeschneidplatten deckt Otto Beckert mit dem FT-Planfrässystem einen Durchmesserbereich von 20 – 125 mm ab.
Ein- und Abstechen mit einem zweischneidigen „Schwert“
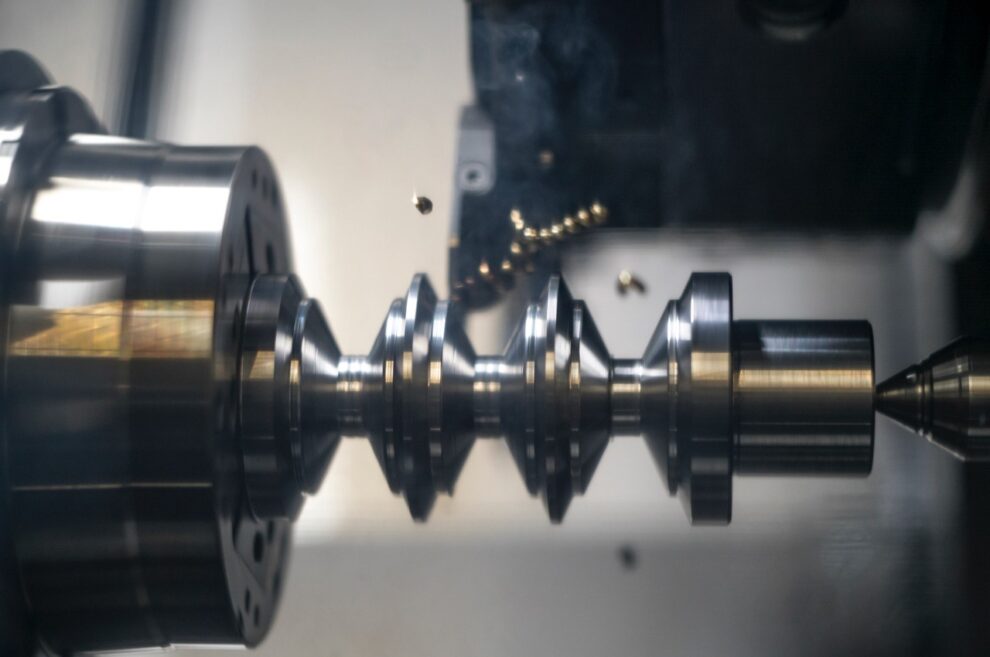
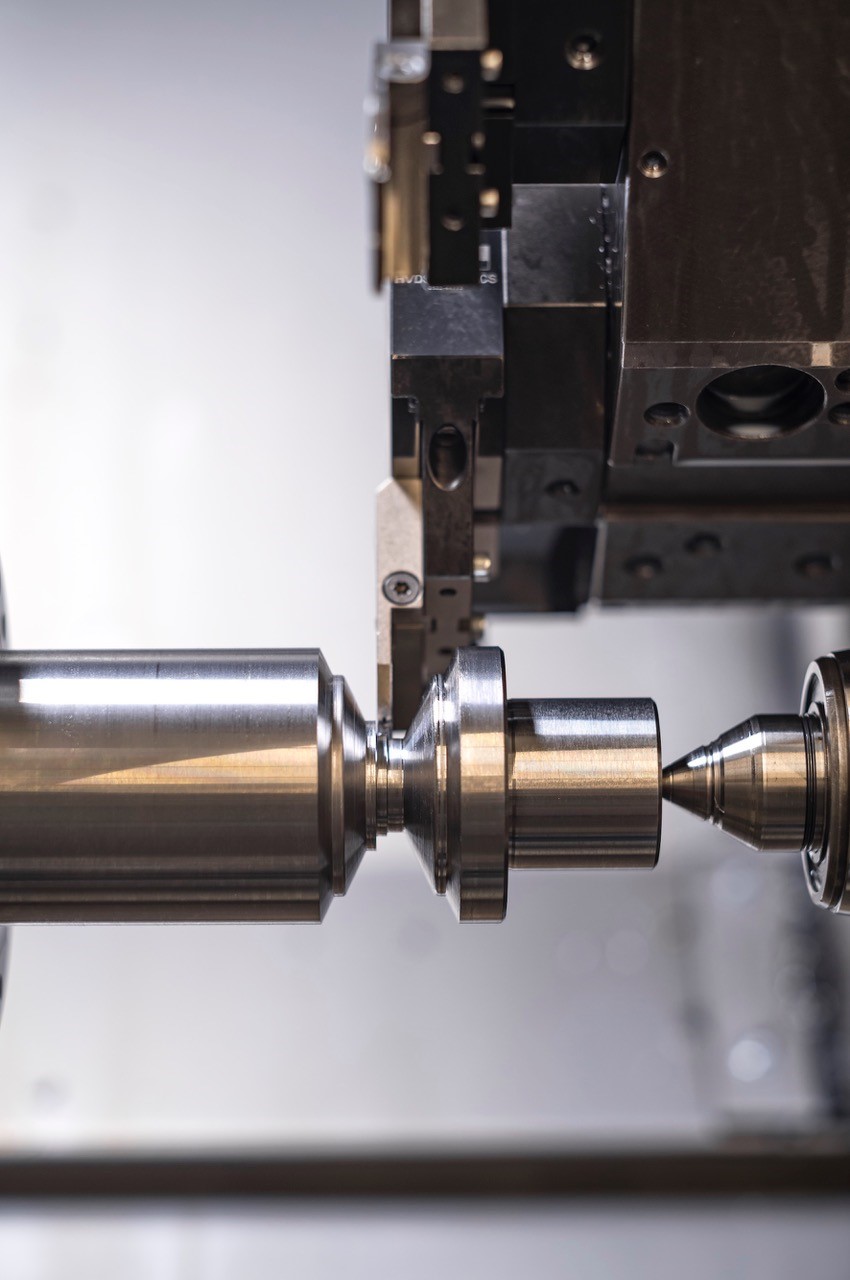
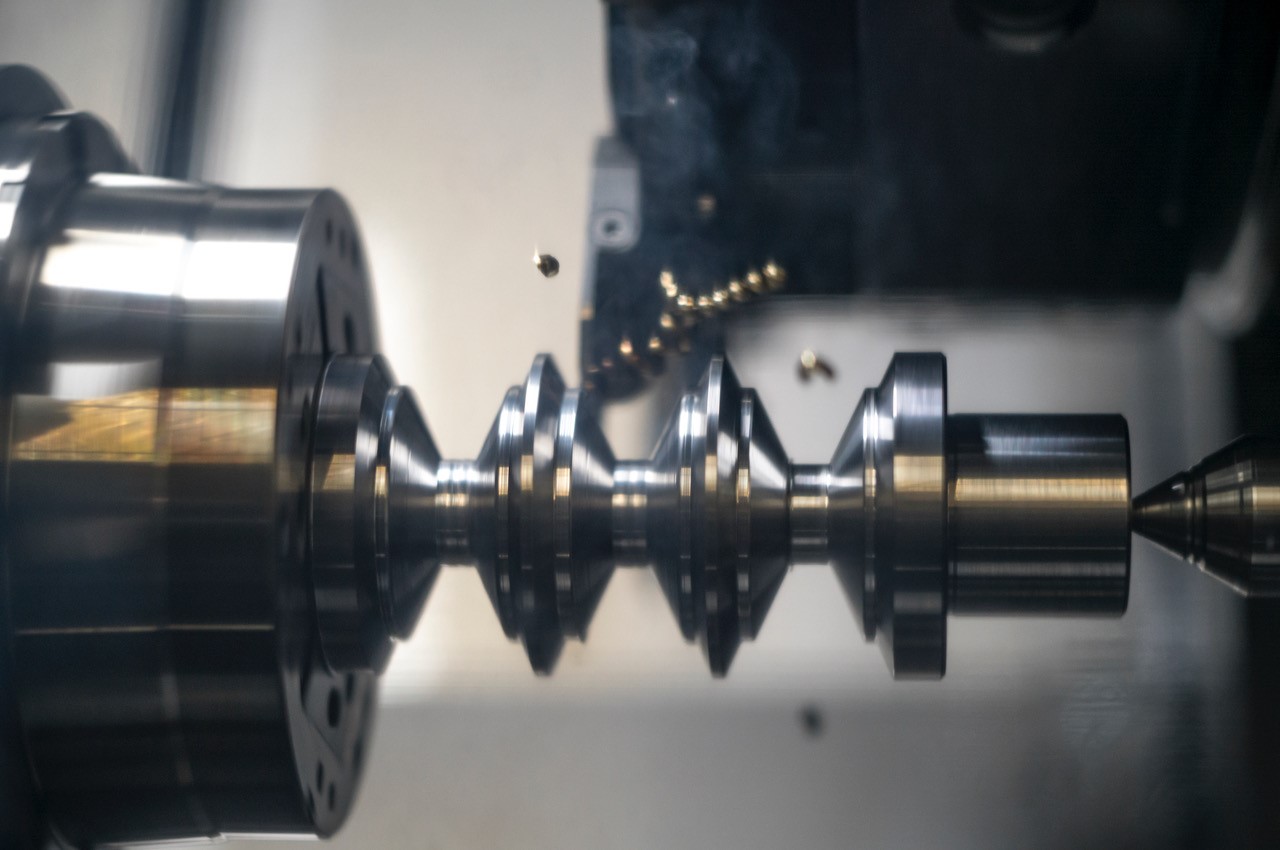
An Drehmaschinen sind für Prozessoptimierer Tobias Nagel die SA-Abstechwerkzeuge mit Direktaufnahme, die Breitling dabeihat, unverzichtbar. So setzt er gerne auf das zweischneidige SA-Stech-system mit Einstechbreiten von 1,5 bis 10 mm fürs Ein- und Abstechen mit großer Stechtiefe bis 140 mm Durchmesser. „Das ist für uns wichtig, um nicht so oft wechseln zu müssen“, betont Nagel. Zusammen mit vielen Modulen, Haltern und Klingen passt das Abstechwerkzeug in vielen Situationen bei Otto Beckert. Zusätzlich schätzt Nagel die vielen passenden Direktaufnahmen für verschiedene Maschinen.
Extrem wichtig ist für den Drehexperten das patentierte ACS (Arno Cooling System), das der Hersteller speziell fürs Abstechen entwickelt hat. Bei der Version ACS 2 wird zusätzlich zu einem Kühlmittelkanal am Plattensitz ein zweiter Kühlstrahl von unten an die Freifläche der Stechplatte geführt. Als 3D-gedruckte Variante endet der Kühlmittelkanal strömungsoptimiert in einer dreieckigen Form. So gelangt das Kühlmittel über die volle Breite der Stechplatte bis zum äußersten Rand der Schneide. So freut sich Nagel über die bis zu dreimal längeren Standzeiten des Werkzeugs.
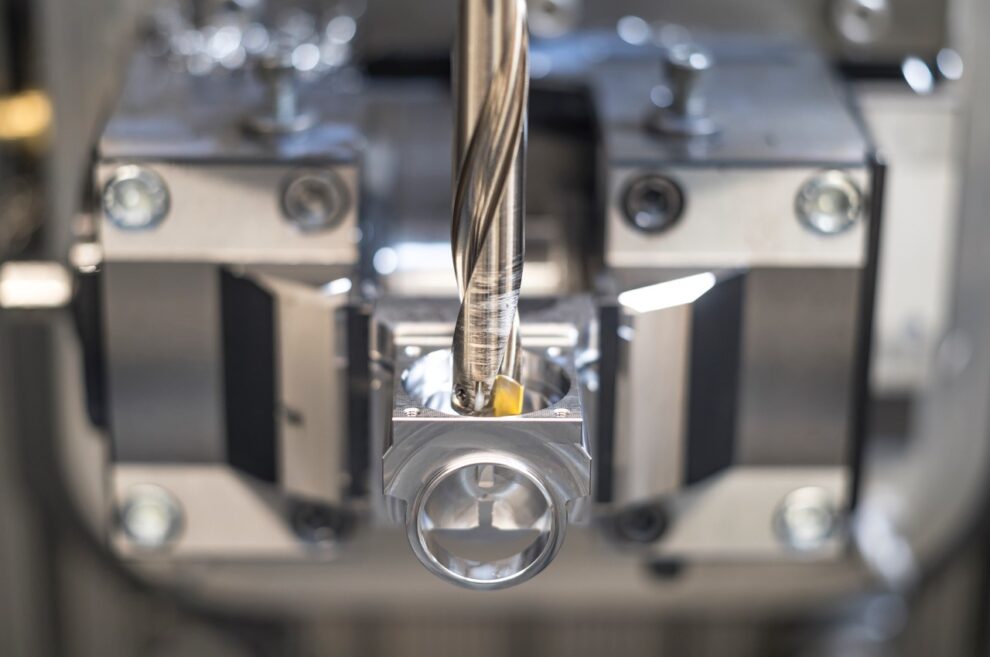
Das setzt dem Bohren die Krone auf
Über deutliche Einsparungen freuen sich die Zerspanungsfachkräfte in „K’furt“ auch beim Bohren. Denn als universellen Problemlöser hat Breitling einst das Schneidplatten Bohrsystem mitgebracht. Diese so genannten Kronenbohrer gibt es für stehende oder rotierende Operationen. Auf einem Sortiment von zwölf spiral- oder gerade genuteten Trägerwerkzeugen lassen sich dazu, je nach Anwendung, beschichtete und unbeschichtete Schneideinsätze in vier Geometrien und zehn Sorten anbringen. Die werden mit Torx Schrauben befestigt, was zuverlässig hohe Drehmomente überträgt.
Den gesamten Durchmesserbereich von 14 bis 32 mm brauchen sie dabei bei weitem nicht. „Aber für Durchmesser von 14 bis 20 mm ersetzen wir damit unsere Vollhartmetallwerkzeuge. Das senkt unsere Kosten enorm“, freut sich Beckert. Und Göhner freut sich über die Zeitersparnis beim Wechsel der Schneideinsätze: „Das geht ratzfatz. Egal ob als Ersatz wegen Verschleiß oder wenn ich auf andere Durchmesser wechseln will.“
Zeit für neue Ideen beim Zerspanen einsparen
Und so sparen die praxisnahen und innovativen Werkzeuge von Arno Werkzeuge in Verbindung mit den kreativen Zerspanungslösungen von Otto Beckert regelmäßig Kosten und Zeit. Da lässt sich dann in Besprechungen beruhigt über neue Projekte nachdenken. Hauptsache, die regionale Partnerschaft wird dabei mit schwäbischen Brezeln besiegelt.







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}