




Die Schlichtbearbeitung zielt auf die Erzeugung der finalen und geforderten Oberflächengüte sowie Maß- und Formgenauigkeit. Zusätzlich wird besonders zur Finishbearbeitung im Gesenk- und Formenbau eine Mindeststandzeit vom Fräswerkzeug gefordert. Es muss eine komplette Fläche durchhalten. Anderenfalls würde beim Werkzeugwechsel ein Oberflächenfehler entstehen, der sich auf den später geformten Bauteilen störend abbildet.
Die Engineeringexperten der Firmengruppe LMT Tools haben die „Stellschrauben“ zur Generierung einer optimale Werkstückqualität analysiert und entwickeln für die unterschiedlichen Bedarfsfälle effiziente Präzisionswerkzeuge. Dabei geht es wesentlich um die Reduzierung der dynamischen und statischen Prozesskräfte durch geeignete Geometrien, durch die Wahl richtiger Schnittwerte oder auch geeigneter Fräsverfahren. Grundsätzlich sind im Vergleich zum Schruppen die Schnitttiefen und Vorschübe geringer zu wählen. Die Schnittgeschwindigkeit dagegen sollte erhöht werden, was auch HSC-taugliche Werkzeuge favorisiert. Weiterhin sind, falls möglich, alternative Frässtrategien förderlich, wie zum Beispiel das trochoide Fräsen oder das Stechfräsen.
Es ist kein Geheimnis: Fräswerkzeuge sind nicht mehr nur zum Fräsen da. Sie können inzwischen bohren, verzahnen, gewinden und auch schleifen, oder zumindest fräsen in Schleifqualität. Gerade zur letztgenannten Anwendung sind Fertigungsprozesse und Werkzeugsysteme soweit optimiert, das Oberflächenqualitäten im Bereich von Rz 5 µm problemlos machbar sind, selbst bei der Bearbeitung gehärteter Werkstoffe. Und das spart nicht nur Maschineninvestitionen, sondern verkürzt auch drastisch Fertigungszeiten und reduziert damit weitere Kosten. Als Beispiel soll das innovative Frässystem Speedlift von LMT Kieninger vorgestellt werden. Dieses Werkzeug ist ein hochgenau einstellbares 2D-Messerkopfsystem. Ein Minimum an Bauteilen, eine exakte Einstellung der Schneiden und leistungsstarke Wechselschneidplatten bestückt mit CBN sorgen dafür, dass die Präzisionsanforderungen der Kunden bei der Bearbeitung von Pass- und Führungsflächen erfüllt werden. Die Anwendungsvorteile kommen im allgemeinen Maschinenbau und besonders im Gesenk- und Formenbau zum Tragen.
In der Praxisanwendung bei einem Gesenk- und Formenbauer sollte das Frässystem seine Leistungsfähigkeit beweisen. Gefräst wurde im Stechverfahren. Durch eine exakt gleiche Anstellung der Schneidengeometrie zu der zu bearbeiteten Fläche war es möglich, im „Up and Down“-Verfahren zu fräsen. Kostspielige Leerwege beim Zurückfahren entfielen dabei.
Die Auskraglänge des Werkzeugs betrug 650 mm. Die geforderte Oberflächenqualität Rz sollte kleiner 5 µm sein. Bearbeitet wurde das Material GGG40 mit dem Speedlift D = 80 mm und einer Schneidenzahl von z = 10 bei einer Schnittgeschwindigkeit von vc = 880 m/min.
Der Erfolg blieb nicht aus: Schon in den ersten Monaten zeigte sich das enorme Einsparungspotential. Durch die sehr gute Stabilität des ganzen Systems und aufgrund des exakten Rund- und Planlaufs konnte eine Oberflächenqualität von Rz = 4,7 µm realisiert werden. Die Werkzeugpräzision ermöglichte somit die Einsparung eines ganzen Arbeitsganges schleifen. Doch damit nicht genug: Durch die hohe Schnittgeschwindigkeit reduzierte sich zusätzlich die Bearbeitungszeit je Fläche um ca. 50 %.
Hohe Qualität beim Kopierfräsen
Die Anforderungen beim Schlichten im Gesenk- und Formenbau sind Prozesssicherheit, gute Oberflächengüte und lange Standzeiten bei hohen Schnittgeschwindigkeiten. Der Kopierfräser HSC-line Superfinish 2 von LMT Kieninger setzt genau in diesen Punkten laut Hersteller neue Maßstäbe besonders beim Schlichten von gehärtetem Stahl im Bereich 56 – 65 HRC. Durch seine präzise Schneidengeometrie mit optimierter Schneidkantenpräparation sind außerdem signifikante Standzeiterhöhungen realisierbar. Das hilft besonders bei der Bearbeitung größerer Bauteile mit langer Bearbeitungszeit. Wenn es jedoch weniger auf hohe Standzeit ankommt, sondern mehr auf Schnelligkeit, ist auch eine Reduzierung der Bearbeitungszeit problemlos realisierbar.
Diese Werkzeuge besitzen 2 Schneiden und sind in den Ausführungen kurz und lang für die Durchmesser 4 –12 mm verfügbar, wobei die präzise Radiustoleranz der Schneide im Bereich von +/- 5 µm liegt. Für die Produktion dieses Schlichtwerkzeugs wurden alle internen Prozesse von der Entwicklung über den Schleifprozess bis zum Handling optimiert.
Schlichtqualität bereits beim Schruppen
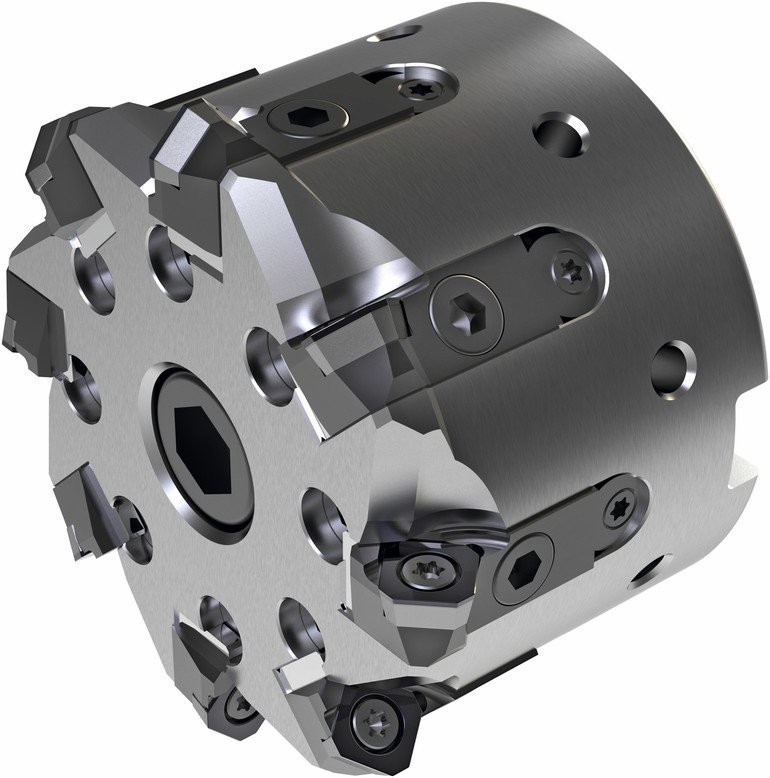
Durch das iTangential-Frässystem Multiedge TAN 90 Double 4 von LMT Fette ist ein weiterer Gewinn an Performance bei der Zerspanung von Gusswerkstoffen gelungen. Hauptanwendung ist das Plan- und Eckfräsen. Der Name signalisiert bereits die wesentlichen Konstruktionsmerkmale: Tangentialfräser 90° mit sehr vielen nutzbaren Schneiden. Die Wendeplatten besitzen 8 Schneidkanten, jeweils 4 pro Seite. Die Schneidkanten sind durchnummeriert. So fällt es dem Bediener leicht, den korrekten Einbau bzw. das richtige Weiterdrehen der Schneiden zu gewährleisten und damit eine hohe Prozesssicherheit zu ermöglichen.
Das optimale Ziel einer Werkzeugentwicklung ist das Erreichen eines nachhaltigen Alleinstellungsmerkmals. Der Anwender eines neuen Produktes soll dieses dann vorteilhaft einsetzen können und damit einen Mehrwert gegenüber dem bisherigen Zustand generieren. Dazu gehört neben den betriebswirtschaftlichen Kenngrößen auch die Produktqualität. Im folgenden Anwendungsbeispiel sollen Konturabweichung und erzeugte Rautiefe beim Kantenfräsen mit einem Multiedge TAN 90 Double 4 aufgezeigt werden. Bearbeitet wurde Grauguss GG25 mit folgenden Werten: Fräserdurchmesser D = 63 mm, Zähnezahl z = 8, Schnittgeschwindigkeit vc = 180 m/min, Zahnvorschub fz = 0,2 mm, radiale Zustellung ae = 38 mm, axiale Zustellung ap = 5 mm. Die dargestellten Ergebnisse wurden mit einem bisher eingesetzten Wettbewerbswerkzeug zu identischen Bedingungen verglichen.
Die Konturabweichung am Werkstück, die durch die axiale Zustellung der unterschiedlichen Werkzeugbahnen entsteht, konnte deutlich von 50 auf 30 µm reduziert werden. Das bedeutet für eine nachfolgende Schlichtbearbeitung eine Verringerung des Aufmaßes und damit geringere Schneidenbelastung und höhere Standzeit. Die erzielte Rautiefe Rz konnte gegenüber dem Wettbewerbswerkzeug auf 5,02 µm halbiert werden und der erreichte Mittenrauwert Ra betrug nur noch 0,83 µm. Bei diesen sehr guten Ergebnissen darf nicht vergessen werden, dass es sich eigentlich um eine Schruppbearbeitung handelt.
Beim trochoiden Fräsen ist vieles anders
Der Werkzeughersteller arbeitet sehr eng mit namhaften Softwarefirmen aus dem Bereich CAM-Programmierung zusammen und kann die erwarteten Vorteile der trochoiden Frässtrategie bestätigen. Geringe Zerspanungskräfte und deren gleichmäßige Verteilung auf die gesamte Schneidenlänge ermöglichen höhere Bearbeitungsgeschwindigkeiten und führen zu deutlich verkürzten Fertigungszeiten bei gleichzeitig gesteigerter Standzeit und Bauteilqualität. Auch bei höherfesten und gehärteten Werkstoffen profitiert man von dieser Strategie.
Nach wie vor rotiert der Fräser mit einer konstanten Drehzahl. Aber im Gegensatz zum konventionellen Nuten- oder Kantenfräsen führt das Werkzeug keine lineare Vorschubbewegung mit konstantem Zahnvorschub aus, sondern bewegt sich sehr schnell auf kurvenförmigen Bahnen, den sogenannten Trochoiden. Das Werkzeug zirkuliert also ständig, nähert sich der Werkstückkontur in einer kreisförmigen Bahn, erzeugt einen Span und positioniert sich im Eilgang an die nächste Kreisbahn. Durch die Überlagerung von Vorschubbewegung und Kreisbewegung werden die Eingriffsbedingungen positiv verändert. Die Mittenspandicke und somit die Belastung der Schneiden bleiben permanent konstant. Dadurch wird eine übermäßige und ungleichmäßige Belastung der Schneiden und auch der Maschinenspindel vermieden.
Die trochoide Frässtrategie führt außerdem dazu, dass eine beim konventionellen Fräsen oft auftretende, schlagartige Beanspruchung des Werkzeugs beim Eintritt in das Werkstück vermieden wird. Die intelligente Steuerung der Fräserbahn mit geringer radialer Zustellung bewirkt ein sanftes Ein- und Austreten des Werkzeugs in bzw. aus dem Werkstück. Dieser schonende Vorgang setzt sich über den gesamten Zerspanungsprozess fort, sodass neben der höheren Standzeit auch Oberflächenqualität und Maßhaltigkeit sehr dünnwandiger Werkstücke davon profitieren. In dem Beispiel beträgt die Wandstärke nur 0,7 mm. Zum Einsatz kam ein VHM-Schaftfräser DHC Hardline von LMT Fette. ■
LMT Tool Systems GmbHwww.lmt-tools.com
Mehr zum Thema Feinstbearbeitung
Teilen:







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}