




Dank der konsequent an aktuellen Prozessstrukturen ausgerichteten Firmenphilosophie hat der Werkzeugbauer Color Metal aus dem südbadischen Heitersheim den 1. Platz beim Wettbewerb „Werkzeugbau des Jahres 2021“ (in der Kategorie „Externer Werkzeugbau ab 50 Mitarbeitende“) erreicht. 1993 vom heutigen Geschäftsführer Otmar Gutmann und seiner Frau Monika übernommen, beschäftigt das Unternehmen mittlerweile 93 Mitarbeiter, die pro Jahr im Schnitt rund 150 Ein- und Zweikomponenten- sowie Etagenwerkzeuge mit bis zu 12 t Gewicht produzieren.
Eine Kennzahl ist die hohe Fertigungstiefe, eine weitere sind die kurzen Durchlaufzeiten, die je nach Komplexität vom Auftragseingang bis hin zur Abmusterung im hauseigenen Technikum zwischen acht und zwanzig Wochen betragen. Um dies zu erreichen, gibt es eine durchgängige 3D-CAD- und -CAM-Infrastruktur (Visi, Hypermill) mit 10 Konstruktions- sowie 14 NC-Programmierplätzen. Ebenso eine moderne Fertigungstechnik, die zum großen Teil automatisiert ist.
„Wir fertigen mannlos in der zweiten und dritten Schicht, am Wochenende und nicht selten im autonomen 24/7-Betrieb“, erklärt Otmar Gutmann. „Wobei wir zunehmend auch Hochglanzflächen auf Endmaß fräsen, was den Polieraufwand reduziert und die Genauigkeit erhöht.“
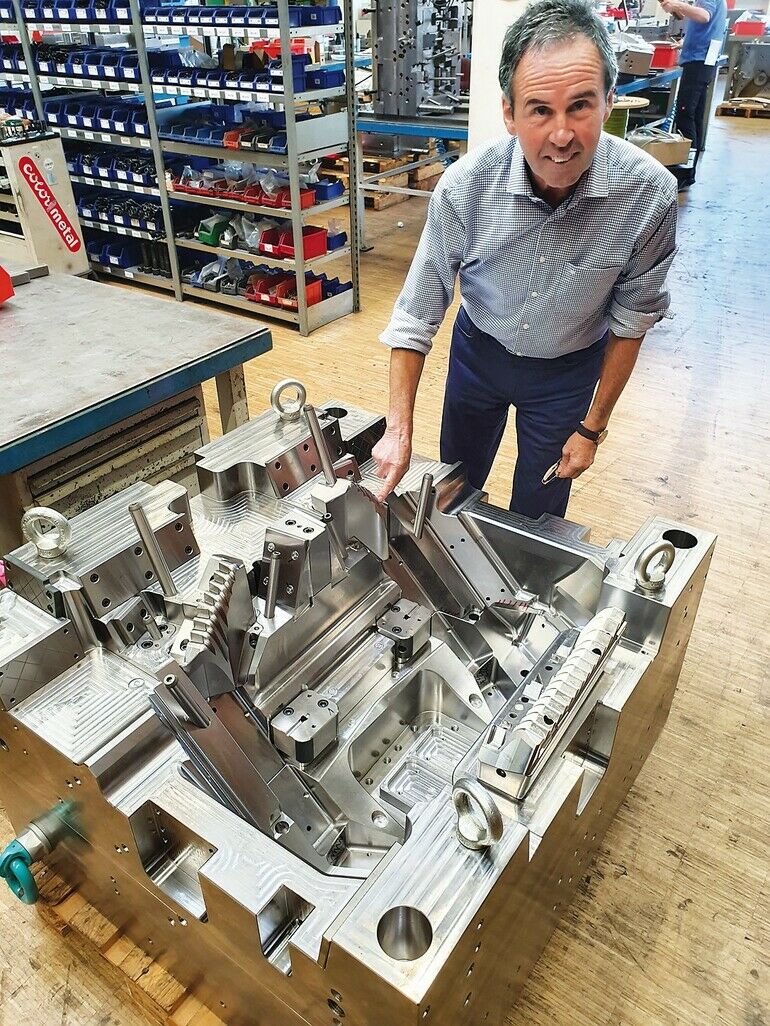
So auch bei einer 10-t-Spritzgussform mit komplizierten Geometrien, ausgeklügelter Entformungstechnik und anspruchsvollen Oberflächen. Ein Einkomponentenwerkzeug zur Produktion des Lichtleiters für einen „stylish“ geformten LED-Frontscheinwerfer, hausintern von Color Metal nach Kundenvorgaben konstruiert. Wie bei vielen E-Autos heute üblich, sind solche Bauteile nicht nur hochentwickelte Lichtquellen, sondern auch wahre Kunstwerke in Sachen Design.
Hierfür war ein Werkzeug mit einer Grundfläche von etwa 1500 x 1000 mm aus 1.2343 sowie 1.2738HH herzustellen. Mit schrupptechnischen Herausforderungen wie tiefen Kavitäten, überhängenden Schrägen und weiteren „wilden“ Geometrien.
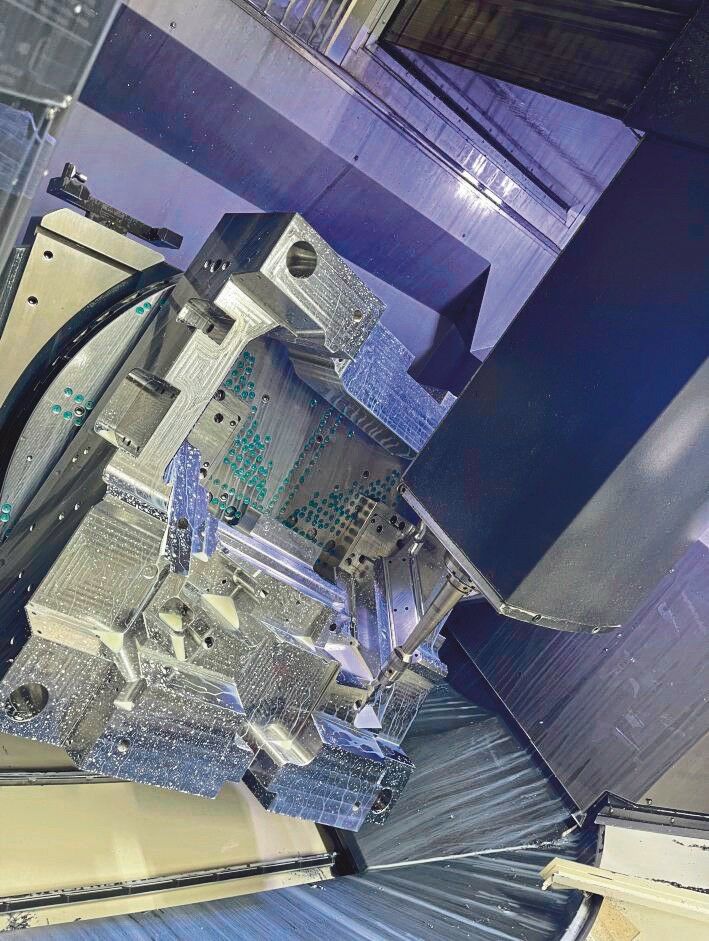
„Wir haben deshalb die Formplatte nicht liegend gespannt, sondern so schräg, dass es ausgesehen hat, als ob sie in der Maschine hing“, erläutert Anton Jabs. Als erfahrener Fertigungsleiter stand er natürlich nicht das erste Mal vor so einer kniffligen Herausforderung wie bei diesem Projekt. „Wir haben uns im Laufe vieler Jahre beim Fräsen ein sehr hohes Niveau erarbeitet. Nicht zuletzt mit den Werkzeugen von Moldino und wegen deren prozesstechnischer Unterstützung bei uns im Haus.“
Darum sprach Jabs den Moldino-Prozessoptimierer Salvatore Gentile auf die frästechnischen Herausforderungen bei diesem Projekt an. Diese begannen schon mit dem Weichschruppen. „Die Formplatte ist etwa 600 mm dick und die Formtiefe muss über 400 mm betragen, damit der Scheinwerfer überhaupt darin liegt“, schildert Jabs die Ausgangslage. „Es galt also rund 6 t Rohmaterial herauszufräsen.“
Mehr Performance beim Weichschruppen
Vorgesehen für diese spanreiche Aufgabe war ein Messerkopf aus der Pico-Maxi-Reihe von Moldino. „Trotz des beachtlichen Zerspanvolumens von 238 cm3/min, das wir mit dem hier vorgesehenen 52-mm-Pico-Maxi erreichen würden, hätten wir zum Weichschruppen aller Formplatten immer noch rund 100 Stunden benötigt.“ Darum schlug Gentile vor, eine Neuentwicklung auszuprobieren. Denn diese versprach, die bereits guten Zerspanwerte des Pico Maxi nochmals zu toppen.
Gemeint ist der neue Wendeschneidplattenfräser TR4F (kurz für: Turbo roughing 4 corner fast-feed). Ein Hochvorschubfräser im Durchmesserbereich 50 bis 100 mm mit ungleicher Teilung. Zur Leistungssteigerung trägt unter anderem die spezielle Form der hier verwendeten – 10 Prozent dickeren – Wendeplatten bei, die beim Fräsen 35 Prozent mehr Auflagefläche bieten. Am Werkzeughalter sorgen breit geformte Taschen für eine bessere Spanabfuhr. „So ist beim Weichschruppen ein Zahnvorschub fz von
2 mm und mehr möglich“, bringt Gentile die Vorteile des TR4F auf den Punkt.
Zeitspanvolumen von 307 cm3/min
Das Ergebnis überzeugte auf Anhieb: Bei einem Vorschub von 9300 m/min und einer Tiefenzustellung von 1 mm wurde mit dem verwendeten TR4F4052BM-5–22 (52 mm Durchmesser) ein Zeitspanvolumen von 307 cm3/min erreicht. „Damit haben wir für alle Formplatten jetzt nur noch 70 Stunden benötigt“, freut sich Jabs über den Performancegewinn. Und da der TR4F nur mit fünf Platten fräst – der Pico Maxi benötigt sieben –, sind sogar die Werkzeugkosten gesunken.
Restschruppen und Vorschlichten im Harten
Salvatore Gentile hatte allerdings noch weitere Optimierungsvorschläge parat. Diese bezogen sich auf die Bearbeitungsschritte, die nach dem Härten auf 52 HRC folgten. So schlug er vor, für die Schrupp- und Restmaterialzerspanung die Vollhartmetall-Fräser EHHRE und EHHBE mit der neu entwickelten TH3-Nanobeschichtung zu verwenden. Der EHHRE ist ein 4- oder 6-schneidiges Werkzeug mit polygonaler Stirngeometrie, mit dem ausschließlich Z-konstant gefräst wird.
Mit dem 6-schneidigen EHHRE-6060-TH3 mit 6 mm Durchmesser wurden die Formteile nach dem Härten auf 0,15 mm Aufmaß vorgefräst, oft mit Vorschüben von 7000 mm/min. „Der bisher hier von uns eingesetzte Torusfräser eines anderen Herstellers schaffte lediglich den halben Wert – im besten Fall“, kommentiert Jabs den Unterschied. Dass sich der EHHRE positiv auf die Wirtschaftlichkeit auswirkt, steht für ihn außer Frage. Denn auch die Standzeit hat sich gegenüber früher um 35 Prozent erhöht.
In den Bereichen, die im gehärteten Zustand mit einer Kugel geschruppt und vorgeschlichtet werden mussten, kam der neue 4-schneidige EHHBE zum Einsatz. Dieser ist das Pendant des EHHRE als Kugelfräser, ebenfalls mit TH3-Nanoschicht. Bisher wurde in diesen Fällen der zweischneidige EPDBE-2040-16 mit ATH-Beschichtung in 4 mm Durchmesser verwendet. Mit Schneidendurchmesser 4 mm (Schaftdurchmesser 6 mm) realisierte der EHHBE-4040-S6 bei allen Schrupp- und Restmaterialbearbeitungen jetzt Vorschübe von 4100 mm/min, bei einer Tiefenzustellung von 0,3 und 0,8 mm Seitenzustellung. Damit hat sich mit dem neuen EHHBE gegenüber vorher der Vorschubwert glatt verdoppelt.
Fast-Hochglanz bei sehr guter Genauigkeit
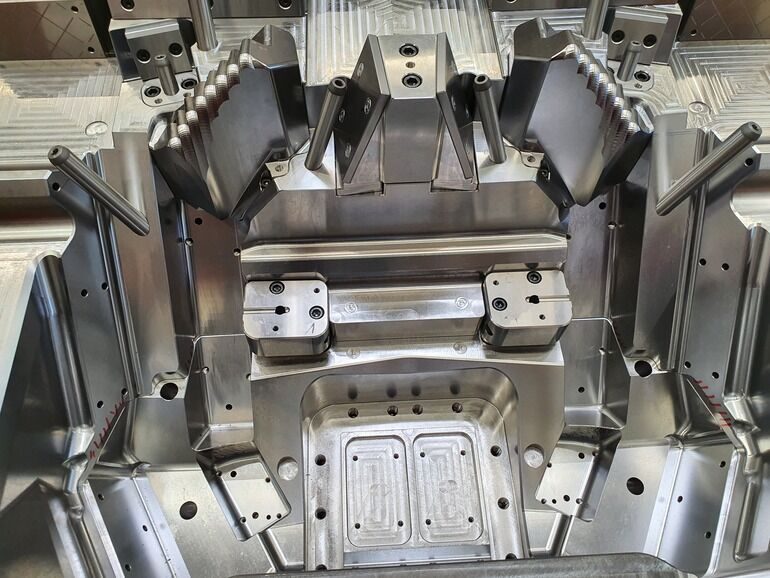
Eine besondere Herausforderung bei diesem Projekt stellte die Herstellung der Facetten dar. Vorgaben des Kunden waren nahezu spiegelnde Oberflächen sowie eine sehr hohe Genauigkeit. Denn Abweichungen in der Geometrie beeinträchtigen die Lichtstreuung. Deshalb durfte in den Bereichen, wo das Licht umgelenkt wird, keine manuelle Bearbeitung stattfinden – also auch kein Polieren.
Color Metal hatte sich deshalb entschieden, die Facetten zu fräsen. Das Erzeugen von Hochglanzoberflächen in hartem Stahl erfordert stets hohe Drehzahlen und Vorschubwerte, wobei für die Oberflächenqualität die seitliche Zustellung entscheidend ist. „Der Knackpunkt bei den bisher von uns verwendeten VHM-Kugelfräsern war der sehr hohe Werkzeugverschleiß sowie die nicht immer stringente Oberflächenqualität“, unterstreicht Jabs die bisherige Problematik.
Deshalb sollten hier nun die nanobeschichteten Kugelfräser vom Typ EPDBEH-TH3 zum Einsatz kommen. Das Besondere: Die beiden Schneiden dieser Neuentwicklung haben jeweils einen zweistufigen Freiwinkel. Dabei stoppt der erste Freiwinkel den Verschleißfortschritt. Dieser von Moldino Double Face genannte Effekt verbessert die Konturtreue unter Verschleiß. Deshalb wird in harten und hochharten Stählen nicht nur ein Vielfaches an Standzeiten erreicht, sondern auch sehr hohe Genauigkeiten.
Ausgewählt wurde ein Durchmesser von 0,4 mm, genauer gesagt der EPDBEH-2004-1.5-TH3. Geschlichtet wurde mit unverändertem Seitenstep, dafür mit höherer Drehzahl und mehr Vorschub. Und das Ergebnis war mehr als überzeugend. Nach rund 150 Stunden waren alle Facetten der insgesamt acht Werkzeugeinsätze auf Endmaß bearbeitet. Mit gleichmäßiger Fast-Hochglanzoberfläche und exakt maßhaltig. „Für den gesamten Finish-Vorgang haben wir statt acht Werkzeugen jetzt nur noch vier Kugeln benötigt, wobei beim Fräser Nummer vier noch kein Verschleiß erkennbar war“, beschreibt Jabs den Erfolg.
Color Metal GmbH
www.color-metal.de
Moldino Tool Engineering Europe GmbH
www.moldino.eu
Lange Kooperation
Seit über zehn Jahren kommen bei Color Metal die Zerspanwerkzeuge – vorwiegend Fräser – des japanischen Herstellers zum Einsatz. Moldino firmierte früher unter (MMC) Hitachi Tool und gehört heute zu 100 Prozent zum Mitsubishi-Materials-Konzern. „Wir beziehen mittlerweile über 80 Prozent unserer Fräswerkzeuge von Moldino“, unterstreicht der Fertigungschef von Color Metal, Anton Jabs.
Hier finden Sie mehr über:




















{kind=link}