


Wie Hersteller moderner Werkzeuge den vielfältigen Herausforderungen begegnen, zeigt ein Streifzug durch die Neuentwicklungen der AMB-Aussteller, die ihre Produkte und Lösungen vom 10. bis 14. September 2024 in den ausverkauften Hallen der Messe Stuttgart zeigen werden. Sie finden im Zusammenspiel mit Maschinenbauern und Anwendern Antworten, um auch komplexe Formen, schwierige Materialien oder große Stückzahlen effizienter und präziser zu produzieren.
Inhaltsverzeichnis
1. Werkzeuge: Schneidstoffe und Beschichtungen
2. Verbundwerkstoffe und neue Materialien
3. Nanotechnologie und mikrostrukturierte Werkzeuge
4. Kleinste Durchmesser ohne Pilotieren
5. Ohne Spannmittel keine präzise Bearbeitung
6. Messen und Prüfen
Neue Werkstoffe, der Trend zur Miniaturisierung, Wettbewerbsdruck, Digitalisierung und nachhaltigeres Wirtschaften – so lauten nur einige der Herausforderungen, mit denen Fertigungsbetriebe umgehen müssen. Das gilt auch für den Start der Wertschöpfungskette, an der meist eine Methode der Metallbearbeitung steht. Nicht selten sind es die Werkzeug-Spezialisten, bei denen die Anfragen zuerst landen, komplexe und problematische Zerspanungsprozesse zu optimieren. Zu den häufigsten Problemen der Zerspaner gehören Werkzeugverschleiß, Bearbeitungszeiten und Kosten.
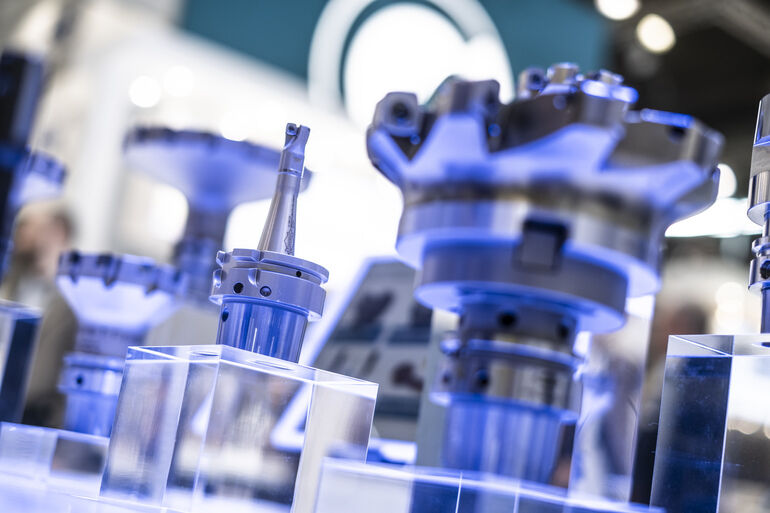
Werkzeuge: Schneidstoffe und Beschichtungen
Die Entwicklung neuer Schneidstoffe und Beschichtungen ist ein Schlüsselbereich in der Weiterentwicklung von Präzisionswerkzeugen. Hartmetall, Keramik und Diamantbeschichtungen reduzieren den Verschleiß und verlängern Standzeiten. Am Ende sind häufig sie es, die für ein unterbrechungsfreies Arbeiten sorgen.
Bei Iscar kommt noch ein weiteres Element hinzu, das sich positiv auf die Produktivität auszahlt: Bei den 3-Schneiden-Vollhartmetall-Flachkopfbohrern wurden innere Kühlmittelkanäle für eine verbesserte Bearbeitungsleistung integriert. Die drei Kühlmitteldüsen verlängern die Lebensdauer der Schneide und verbessern die Spanabfuhr. Die Flachbohrer-Linie von Iscar ist nach eigenen Angaben die erste auf dem Markt für die Bearbeitung von Flachbodenbohrungen. Die drei Schneiden des Bohrers verbessern die Qualität der Bohrungen, vor allem, wenn unterbrochene Schnittbedingungen auftreten. Das können beispielsweise sich schneidende Löcher oder schräge Flächen sein.
Iscar präsentiert Werkzeugkampagne Logiquick auf der AMB 2024
Die Geometrie der Bohrer ermöglicht eine hohe Produktivität, insbesondere bei der Bearbeitung von Stahl- und Gusswerkstoffen. Die Durchmesser dieser Serie reichen von 4 bis 12 mm mit 0,1-mm-Schritten und einem Verhältnis von Länge zu Durchmesser von 3xD und 5xD. Die kleine Spitze verbessert das Eindringen und die Genauigkeit des Bearbeitungslochs. Die gewellten Schneidkanten sowie eine spezielle Form des Einstichs sorgen für eine gute Spankontrolle in den meisten Werkstoffen. Schmale Abstreifer reduzieren die Reibung und sorgen für eine optimale Oberflächengüte. Hinzu kommt, dass die hochpolierten Spannuten Späne sauber abführen und ein optimierter Kerndurchmesser die Werkzeugsteifigkeit erhöht.
AMB 2024 – Trends bei Werkzeugen

Verbundwerkstoffe und neue Materialien
Auch Verbundwerkstoffe wie Kohlefaser oder Titanlegierungen erfordern spezielle Werkzeuge, die extremen Belastungen standhalten können. Mit der steigenden Nachfrage nach diesen leichteren und dennoch robusten Materialien steigt auch der Bedarf an Werkzeugen, die diese Materialien bearbeiten können. Forschung und Entwicklung vieler Unternehmen konzentrieren sich daher auf die Herstellung solcher Werkzeuge, mit einem Fokus auf deren Beschichtungen.
Auch Hersteller Mapal aus Aalen entwickelt seine Oberflächentechnologien weiter. Extrem harte und verschleißbeständige Diamantschichten zerspanen Materialien wie CFK, Keramik, Graphit und Aluminiumverbindungen. Vor allem in der Automobil- und Luftfahrtindustrie, im Werkzeug- und Formenbau und in der Medizintechnik fordern die Anwender hohe Standzeiten und Prozesssicherheit.
Wirtschaftlich Komponenten für Axialkolbenmaschinen zerspanen
Im Aalener Kompetenzzentrum für Beschichtungstechnologien werden Wendeschneidplatten und Vollhartmetallwerkzeuge mittels PVD- oder CVD-Verfahren für den späteren Einsatz vorbereitet. Für die Trockenbearbeitung und für hohe Schnittgeschwindigkeiten empfehlen die Experten in der Regel CVD. Bei der chemischen Gasphasenabscheidung (Chemical Vapour Deposition) werden Verbindungen bis knapp über 1000 °C aufgebracht. Sind eher instabilen Bearbeitungssituationen oder schwierige Zerspanungsbedingungen zu erwarten, kommen die zäheren PVD-Schichten zum Einsatz. Die Physical Vapour Deposition verbindet metallische Hartstoffe wie Titannitrit oder Titanaluminiumnitrit mit den Hartmetall-Grundkörpern. Spielen adhäsive Verschleißvorgänge ein Rolle, fällt die Wahl häufig auf diamantähnlichen Kohlenstoffschichten (DLC). Diese werden ebenfalls mit PVD oder einem plasmaunterstützten CVD-Verfahren abgeschieden.
Für die Beschichtung seiner Werkzeuge beschränkt sich Mapal derzeit auf den Bereich zwischen 3 und 15 µm, abhängig der jeweiligen Anwendung. Der optimierte HF-CVD-Prozess erzeugt Schichten mit nahezu homogener Dicke. Ein Ziel bleibt immer gleich: In der jeweiligen Zerspanungsanwendung soll die gesamte Schneidenlänge unabhängig von der Schnitttiefe prozesssicher genutzt werden können.
Ein Beispiel ist der OptiMill-Composite-Speed-Plus Vollhartmetallfräser für CFK-Werkstoffe. Hier ist es die homogene CVD-Diamantbeschichtung, die für lange Standzeiten und hohe Prozesssicherheit sorgt: „In den vergangenen Jahren haben wir uns intensiv mit der Verbesserung des Diamantbeschichtungsprozesses beschäftigt und bei der Werkzeugherstellung neue Möglichkeiten eröffnet“, sagt Dr. Martin Kommer, Teamleiter R&D Cutting Material / Coating bei Mapal. Der Werkzeughersteller habe damit die komplette Werkzeugauslegung von der passenden Geometrie über die Auswahl eines geeigneten Hartmetalls bis hin zur Beschichtung in der eigenen Hand.
Faserausrisse und -überstände sowie unschöne Grate sind auch für viele Kunden von Emuge Franken ein Problem. In vielen unterschiedlichen Branchen wie der Luft- und Raumfahrtindustrie, der Automobilindustrie, dem Energiesektor oder dem Sport- und Medizinbereich werden Verbundwerkstoffe eingesetzt. Als Antwort auf unterschiedlichste Bearbeitungsprobleme in diesen Industriezweigen hat das Unternehmen seine Fiber-Cut-Fräswerkzeuge entwickelt.
Sie bearbeiten faserverstärkte Kunststoffe wie CFK, GFK und AFK. Für Schruppanwendungen in CFK und GFK sind ZR-beschichtete Fräser mit Durchmessern von 4,0 bis 20 mm verfügbar. Die Fräser mit Diamant-ZR-Beschichtung schruppen und schlichten ausrissfrei. Spezielle Verzahnungen sorgen für sauberes Trennen der Fasern, hohes Spanvolumen und optimale Spanabfuhr. Fräser in den Durchmessern 1,0 bis 3,0 mm mit Diamant-ZR-Beschichtung sind für die Mikrobearbeitung geeignet. Für das Bohren und Beschnittfräsen in aramidfaserverstärkten Kunststoffen stehen Fräser mit gegenläufigem Scherenschnitt (5,0 bis 12 mm) zur Verfügung.
Nanotechnologie und mikrostrukturierte Werkzeuge
Ein weiterer Trend betrifft die Größe der herzustellenden Bauteile. Sie werden immer kleiner. Damit schrumpfen auch die notwendigen Formen und Geometrien. Die Miniaturisierung von Bauteilen erfordert Werkzeuge mit immer präziseren und kleineren Abmessungen. Die Übergänge sind fließend in Mikro- und Nanotechnologie. Werkzeuge mit mikroskopisch kleinen Strukturen sind besonders in der Elektronik- und Medizintechnik gefragt.
Beispiel LMT Tools in Schwarzenbek: Bei der Entwicklung der Mikrofräser stand neben der gewünschten Bauteilqualität auch die Produktivität und Prozesssicherheit im Vordergrund. Für die hochpräzise Fräsbearbeitung mit kleinen Werkzeugdurchmessern bietet LMT unterschiedliche Mikrofräser im Toleranzbereich bis 0,007 mm an. Die 3-, 4– und 6-mm-Präzisionsschäfte mit h5-Toleranz und einem Durchmesserbereich von 0,3 bis 3,0 mm sind in zwei Geometrievarianten erhältlich: eine torische Ausführung mit gerader Stirn für präzise Konturen sowie eine Ausführung mit Kugelkopf. Letztere erlaubt eine höhere Flexibilität bei der Bearbeitung von komplexen 3D-Formen. Durch die Kugelform des Fräsers können Rundungen und unregelmäßige Oberflächen präzise bearbeitet werden.
Einer der Hauptanwendungsbereiche ist die Hartbearbeitung im Gesenk- und Formenbau – seien es komplexe 3D-Formflächen, tiefe Kavitäten, Bohrungen, Hinterschnitte oder Rippenstrukturen. Den hohen thermomechanischen Belastungskollektiven begegnet LMT Tools mit hochtemperaturbeständigen und verschleißfesten Schicht-Substrat-Systemen. So erhalten die Werkzeuge ihre Oxidiations- und Diffusionsbeständigkeit sowie Warmhärte.
„Mit dem Mikroprogramm ergänzen wir unsere große Auswahl an Werkzeuglösungen im Schaft- und Wendeplattenbereich rund um das Thema Gesenk- und Formenbau, insbesondere in der Herstellung von Spritzgussformen. Damit sind wir in der Lage, alle Bereiche voll zu bedienen – von Stanzen und Pressen über Schmiedegesenke, Kunststoff- und Druckgussformen bis hin zu frei geformten Oberflächen, Elektrodenherstellung und Formenbau“, betont Dr. Sascha Beblein, Head of R&D Rotating Tools bei LMT Tools.
Auch bei Paul Horn kommt es in der Mikrozerspanung darauf an, die Prozesse in ihrer Gesamtheit zu beherrschen. Bei zu produzierenden Außendurchmessern von 0,1 mm, Einstichen von 0,5 mm und Vorschüben von 5 µm erhält man ein Gefühl dafür, wie präzise alle Elemente einer Bearbeitung aufeinander abgestimmt sein müssen. Sehr geringe Spantiefen verlangen sehr scharfe Schneiden, um den Schnittdruck so niedrig wie möglich zu halten. Die schleifscharfen Schneidkanten erhöhen jedoch die Gefahr von Mikroausbrüchen. Schon ein kleiner Ausbruch im Bereich von wenigen µm an der Schneidkante wirkt sich negativ auf die bearbeitete Oberfläche des Werkstücks aus. Auch spielt die Oberflächengüte der Spanfläche eine wichtige Rolle. Um Aufbauschneiden entgegenzuwirken, wird die Spanfläche bei Paul Horn vor ihrem Einsatz sehr fein geschliffen bzw. poliert.
Damit Anwender Schrauben für Hörgeräte, Wuchtgewichte zur Uhrenherstellung oder Kleinstdrehteile für medizinische Baugruppen herstellen können, hat Horn das µ-Finish-System für die Mikrozerspanung entwickelt. Damit sind Wechselgenauigkeiten von +/- 0,0025 mm beim Drehen der Wendeschneidplatte möglich. So können sie die Schneidplatte drehen, ohne die Spitzenhöhe neu einstellen zu müssen.
Kleinste Durchmesser ohne Pilotieren
Auch bei Ceratizit werden Bohrer für kleine und zudem noch sehr tiefe Durchmesser angeboten. Bis 30xD bohren die WTX-Bohrer bei gleichzeitiger hoher Positioniergenauigkeit. Die 5xD Ausführung ist als Pilotbohrer für die Micro-Tieflochbohrer ausgelegt und schafft die Voraussetzungen für den Mikrotieflochbohrprozess. Aufgrund ihrer Eigenzentrierung kann bei den Mikrobohrern bis einschließlich 8xD auf das Pilotieren/Zentrieren verzichtet werden.
Lohnfertiger MMW setzt mit Ceratizit auf Roboter-Werkstückautomation
Stähle, Guss-Materialien oder hochwarmfeste Werkstoffe werden mit den Bohrern sicher und wiederholgenau bearbeitet, so der Hersteller. Hintergrund ist hier eine optimierte Geometrie und die sogenannte Dragonskin-Beschichtung. Die spezielle Geometrie der Spitze erhöht die Positioniergenauigkeit und geläppte Oberflächen sorgen im Verbund mit patentierten Spanraumöffnungen für einen sicheren und schnellen Spanabtransport. Gekühlt werden die Werkzeuge mithilfe spiralförmiger Kühlkanäle und der Kühlmittelkammer im Schaft. Mit diesen Maßnahmen will Ceratizit das Mikrobohren wiederholgenau und unterbrechungssicher gestalten „und steht auch mit Rat und Tat zur Seite, um die Werkzeuge auf neue, herausfordernde Anwendungen gemeinsam mit dem Kunden zu optimieren“, sagt Felix Meggle, Produktmanager VHM-Bohren bei Ceratizit.
Ohne Spannmittel keine präzise Bearbeitung
Je enger die Toleranzen für das zu bearbeitende Werkstück am Ende sind, desto mehr kommt es auf die gesamte Kette der Kraftübertragung vom Fundament der Werkzeugmaschine bis zum Span an. Iscar hat jetzt für einen dieser Schritte eine Neuerung vorgestellt: Die BHD MB-Ausdrehköpfe werden durch eine neue Werkzeugreihe namens BSFD oder Boring Super Fine Digital ersetzt. Das Messgerät besitzt eine Anzeige für alle Feinbohrkopfdurchmesser Digitalköpfe von 3 bis 203,1 mm Durchmesser mit einer Genauigkeit von +/- 0,001. Die Anzeigeeinheit wird mit magnetischen Kräften an der Werkzeugaufnahme angedockt, so kann der Durchmesser mithilfe des digitalen Bildschirms angepasst werden.
Laut Hersteller Iscar eignen sich die Werkzeuge am besten für hochpräzise Bohroperationen mit hoher Genauigkeit. Geeignet sind sie für Anwendungen im Automobil-, Offroad-, Luft- und Raumfahrtbereich sowie im allgemeinen Maschinenbau. Zudem können sie als Alternative für Reiboperationen mit hohen Toleranzen bei unterbrochenen Schnittbedingungen verwendet werden.
Auch in der 5-Achs-Bearbeitung von Rohteilen sorgen neue Standardspannmittel für die präzise und unterbrechungsfreie Zerspanung. Beispiel ist der Zentrischspanner EvoGrip von Emuge, ein manuell betätigter Direktspanner, der das Werkstück zentrisch fixiert. Die kompakte Bauform ermöglicht die Mehrseitenbearbeitung über fünf Achsen und macht Spannvorrichtungen dieser Art universell einsetzbar. Mit seinem modularen und schlanken Systemaufbau erreicht er eine maximale Spannkraft von bis zu 75 kN.
Ergänzung dazu ist das Nullpunktspannsystem EvoPoint. Es ermöglicht hohe Genauigkeiten und kann dank des modularen Aufbaus mit dem Zentrischspanner-Baukasten kombiniert werden. In Verbindung mit EvoPoint können Rüstzeiten um bis zu 80 % reduziert werden, so der Hersteller. Von diesen Spannbacken stehen verschiedene Ausführungen zur Verfügung, wie eine einteilige mit verschiedenen Konturen, eine mehrteilige, bestehend aus Grundbacken mit Wendebacken sowie Wendebacken mit verschiedenen Konturen, Aufsatzbacken und Mittelbacken.
Messen und Prüfen
Wo es um Genauigkeit geht, darf auch die entsprechende Kontrolle nicht fehlen. Das Beispiel, dass es auch hier stets Neuigkeiten gibt, stammt von AMB-Aussteller Hahn+Kolb. Mit den Rauheitsmessgeräten Micro, DH-9 und Easyroughness von Diavite und Atorn bietet der Werkzeug-Dienstleister drei Lösungen zur Messung von Oberflächen nach ISO 21920. Die neue internationale Norm mit ihren drei Teilen zur profilhaften Messung, Charakterisierung und Angabe der Oberflächenbeschaffenheit (Rauheit, Welligkeit) von Bauteilen ersetzt seit Ende 2021 die zurückgezogenen Normen ISO 4287, ISO 4288, ISO 13565–2 und ISO 1302. Diese hatten nicht mehr alle Möglichkeiten moderner Messgeräte abgedeckt.
Die Geräte zur Bestimmung der Rauheit werden mit einem Aluminium-Gehäuse und Touchscreen-Display gefertigt. Sie besitzen duale Vorschubeinheiten für Kufen- und Freitaster sowie individuelle Sonderlösungen. So können Anwender mehr Messaufgaben erledigen als mit reinen Gleitkufen-Tastsystemen. Entsprechende Kugeltaster, Tiefen-, Bohrungs- und Zahnflankentaster sowie Achsen- und Schneidenfreitaster erfassen Werte auch an tief liegenden Oberflächen, Zahnrädern, Nuten und Bohrungen oder schmalen Einstichen.
Easyroughness von Atorn greift selbst die Rauheit von filigranen Bohrungen, Wellendurchmessern, Inneneinstichen und Zahnflanken ab. Neben einer Visualisierung der Oberflächenrauheit über einen großen 10,1“-Full-HD-Industrie-Touchscreen-PC werden die Messergebnisse über das integrierte Windows-IoT-Betriebssystem abgelegt, inklusive der Möglichkeit zur Bild-/Foto-Dokumentation. So kann die Anwenderin oder der Anwender sicher sein, dass die angestrebten Werte auch dem aktuellen Stand entsprechen und dies gegenüber seinen Kunden dokumentieren.
Dieser kleine Ausschnitt der Neuerungen in der Metallbearbeitung zeigt, wie vielfältig die Themen auf der diesjährigen AMB in Stuttgart werden. Vom 10. bis 14. September 2024 zeigen die Aussteller ihre Lösungen zu Zerspanungs- und Spannwerkzeugen, Mess- und Prüftechnik, Betriebseinrichtungen, Handlingsystemen, Arbeitsschutz und Maschinen und mehr. Ein Bündel an Lösungen für viele Branchen, in denen Miniaturisierung, zunehmender Wettbewerbsdruck und herausfordernde Werkstoffe ein Thema sind. (eve)







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}