
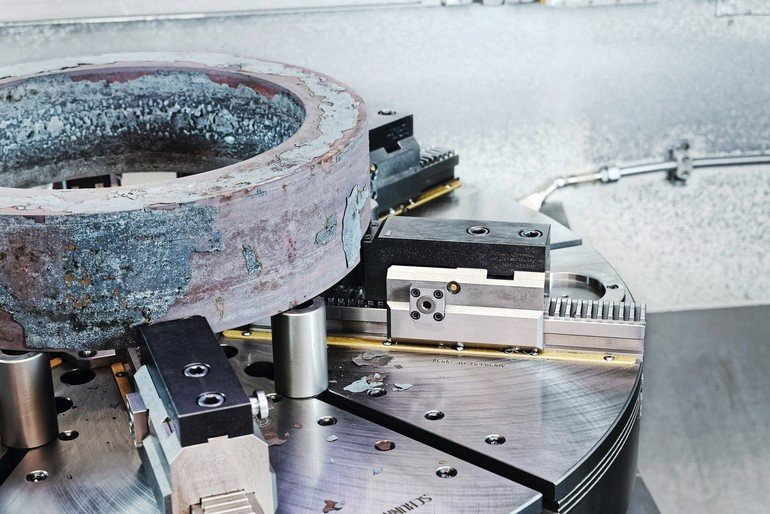



Groß dimensioniert und intelligent ausgestattet ist das 6-Backen-Pendelausgleichsfutter Rota NCR 1250, das die Rollstar AG aus Egliswil im Schweizer Kanton Aargau zur Getriebefertigung auf dem Dreh-Bearbeitungszentrum PV 1600 von Pittler einsetzt. Rechnet sich so etwas? „Ja“, ist Christian Märki, Einkaufsleiter und Mitglied der erweiterten Geschäftsleitung bei Rollstar, überzeugt: „Mit dem Maschinenkonzept inklusive der Spannmittel konnten wir die Rüstzeit auf die Hälfte reduzieren und zugleich den Ausschuss um 75 % senken.“ Gerade für dünnwandigen Bauteilen und hochwertigen Werkstoffen eigne sich die Investition. Das Ziel war es, auch bei deformationsempfindlichen Teilen prozesssicher in zwei Operationen die geforderten Qualitäten zu erreichen, die Durchlaufzeiten zu reduzieren und die Kosten insgesamt zu senken.
Was bislang auf einer anderen Maschine in einem Dreibackenfutter mit Zweidruck-Spannsystem gefertigt wurde, wird heute schneller, präziser und prozesssicherer auf dem Rota NCR produziert. „Wenn wir ein Hohlrad oder einen Ring mit einem fertig bearbeiteten Durchmesser von 820 mm in einem Dreibackenfutter gespannt haben, lag die Rundheits- oder Formtoleranz über 0,1 mm“, erklärt Märki und führt weiter aus: „Spannen wir dasselbe Bauteil im Rota NCR, kommen wir heute auf eine Formtoleranz von 0,02 mm bis 0,03 mm. Die hohe Präzision bewirkt eine höhere Lebensdauer unserer Getriebe, da die Wälzlager absolut gleichmäßig belastet werden.“ So können die Getriebe länger ohne Wartung eingesetzt werden und plötzliche Ausfälle sind unwahrscheinlich. Gerade im Tunnel- und Bergbau zahlt sich die hohe Zuverlässigkeit der Rollstar-Getriebe aus, denn ungeplante Stillstände im Berg hätten hohe Kosten zur Folge.
Qualifizierte Abstimmung
In enger Zusammenarbeit zwischen Rollstar, Pittler und den Drehtechnikspezialisten von Schunk in Mengen war das Spannkonzept entwickelt worden. Systematisch wurden Bauteile, die Anforderungen der Konstruktion und die Rüstzeiten in den Blick genommen. Letztlich war es das Gesamtpaket aus 6-Backenfutter, Backenschnellwechselsystem, Backenschnellverstellung und Lieferzeit, das den Ausschlag für Schunk gab.
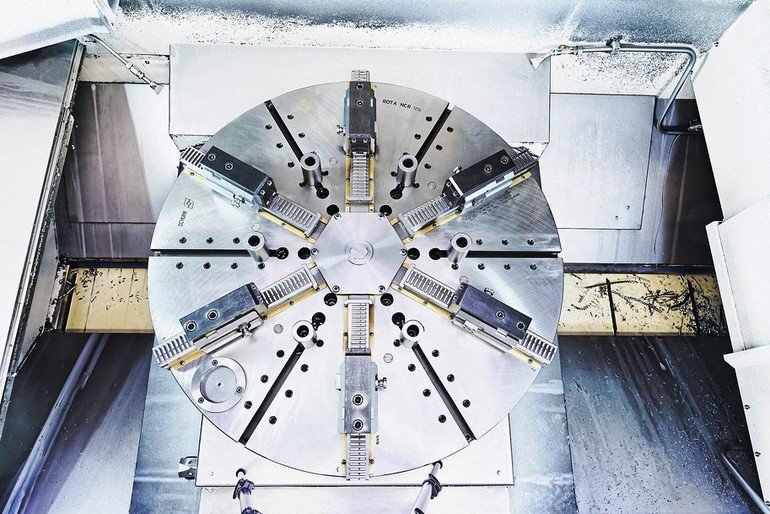
Das 6-Backen-Pendelausgleichsfutter besteht aus einem zentralen Futterkolben, der drei unter 120° angeordnete innere Pendel trägt. Jedes Pendel ist mit zwei Grundbacken verbunden. Das Ergebnis ist eine Werkstückzentrierung zwischen sechs Berührungspunkten, die paarweise ausgemittelt werden. Da die Spannkräfte auf das Futterzentrum gerichtet sind, ergibt sich bei Rohteilen eine ideale Zentrierung ohne Überbestimmung des Werkstücks. Das Futter passt sich mit seinen pendelnden Backen an das Werkstück an. Bei konventioneller Backenspannung erlaubt diese Konfiguration eine maximale Rundheit der Werkstücke.
Schneller Backenwechsel
Statt aufwändiger Systembacken lassen sich auf der Backenschnittstelle des Rota NCR gewöhnliche Standardbacken einsetzen. Das spart kosten- und zeitintensive Sonderlösungen und senkt den Rüstaufwand. Ein integriertes Backenschnellwechselsystem verkürzt die Rüstzeit an der stehenden Maschine. „Wir nutzen zwei Grundbackensätze und rüsten die Aufsatzbacken außerhalb der Maschine, also während die eigentliche Bearbeitung noch läuft“, erläutert Teamleiter Daniel Fierz. „Der Rüstvorgang für die zweite Operation dauert dann inklusive Reinigung nur 20 Minuten.“ Hierfür werden die Grundbacken aufgeschoben, sie rasten selbständig ein und werden über eine Vierteldrehung mit dem Drehmomentschlüssel fixiert.
Mithilfe der Backenschnellverstellung lässt sich die Position der Grundbacke mit wenigen Handgriffen variieren. „Über die Schnellverstellung kann ich den Spannbereich in definierten Schritten einstellen“, erklärt Maschinenbediener Willy Ummel. „Das System funktioniert einwandfrei und lässt sich leicht reinigen.“ Früher mussten für einen konventionellen Rüstvorgang bei vergleichbarer Werkstückgröße bis zu zwei Stunden Maschinenstillstand einkalkuliert werden, heute braucht Ummel nicht einmal eine halbe Stunde. Für die Rohteilspannung stehen Aufsatzbackensätze mit harten Spannbacken und Kralleneinsätzen bereit. Für die OP 20 weiche Aufsatzbackensätze, die in den unterschiedlichen Durchmessern ausgedreht sind.
75 % weniger Ausschuss
Ein Hauptziel der Investition sei gewesen, dass die Maschine möglichst immer läuft und nur minimale Unterbrechungen entstehen, unterstreicht Teamleiter Daniel Fierz. „Das Futter ist so präzise, dass wir ausgedrehte Backen immer wieder nutzen können. Nach dem Backenwechsel erreichen wir ohne zusätzlich Maßnahmen einen Rundlauf von 0,02 mm.“ Dabei spiele auch die vertikale Position der Spindel eine Rolle: Da die Bauteile bei der Beladung auf plangeschliffenen Säulen abgelegt werden und nicht, wie bei horizontalen Spindeln üblich, auf den Spannbacken aufliegen, ist eine sehr hohe Pendelfreiheit gewährleistet. „Bei der Vertikalmaschine ist eine deutlich bessere Pendelung möglich als bei Maschinen mit horizontaler Spindel, bei denen die Reibung zwischen Bauteil und Backen den Pendeleffekt einschränkt“, hebt Fierz hervor. Zur Fertigbearbeitung oder zum Spannen vorgedrehter Flächen kann Bediener Willy Ummel die Pendel des Rota NCR in Mittelstellung klemmen, sodass sich alle sechs Backen konzentrisch bewegen. Positiver Nebeneffekt des Drehfutters: Seit Inbetriebnahme ist der Ausschuss um rund 75 % zurückgegangen. Gründe sind die deutlich verringerte Deformation, die hohe Genauigkeit beim Backenwechsel sowie die verbesserte Planauflage der Werkstücke. Gerade bei hochwertigen Werkstoffen, wie ferritischem Guss, die bei Rollstar häufig zum Einsatz kommen, ergeben sich durch den verminderten Ausschuss beträchtliche Einsparungen.
Ein entscheidender Vorteil des Spannkonzepts ist nach Ansicht von Einkaufsleiter Christian Märki die Flexibilität, die Rollstar in der Fertigung gewonnen hat. „Auch wenn die Losgröße zehn eine typische Losgröße in unserer Fertigung ist, können wir nun jederzeit eilige Aufträge einschieben, ohne dass die Wirtschaftlichkeit leidet.“ So war es möglich, Lagerbestände zu reduzieren, ohne dass die hohe Lieferbereitschaft verloren geht. Mittelfristig wolle man auf dem Futter Bauteile mit Durchmessern zwischen 400 mm und 1600 mm bearbeiten. Für dieses Teilespektrum sei das Rota NCR 1250 sehr gut geeignet.
Schunk GmbH & Co. KG
www.schunk.com
Rollstar AG
www.rollstar.com
Mehr zum Thema Spanntechnik





















{kind=link}