



An seinem globalen Stammsitz in Bredebro entwirft und entwickelt Ecco Shoes erstklassige Schuhe für einen weltweiten Kundenstamm. Hier an der dänischen Nordseeküste trifft Kunst auf technische Exzellenz: Die Designer des Unternehmens kreieren Konzeptschuhe, die nicht nur funktional und elegant sind, sondern auch die Grenzen des Möglichen in der Konstruktion gern einmal überschreiten. Das entspricht der Markenbotschaft des Hauses: „Sich frei fühlen, fängt bei den Füßen an.“ Denn Ecco passt die Form des Schuhs der Form des Fußes an, nicht umgekehrt.
Entwürfe werden als 2D-Skizzen erstellt, die gescannt werden, um daraus ein 3D-Modell samt STL-Datei zu generieren. Sie finden Verwendung zur Herstellung der Sohle mittels additiver Fertigungsverfahren. „Bis der Designer mit der Sohle zufrieden ist, bleiben wir in dieser Schleife, die fünf oder sechs Mal durchlaufen werden kann, damit Änderungen und Anpassungen vorgenommen werden können. Aus Kostengründen fangen wir erst mit der Bearbeitung an, wenn die Entwicklung zufrieden ist“, erklärt Jakob Møller Hansen, VP Research & Development Center DK.
Von Standard bis speziell
Das Standard-Sohlenmaterial ist Polyurethan (PU). Ecco Shoes wendet in der Herstellung ein individuell definiertes Direktinjektionsverfahren an. So lassen sich Schuhdesigns realisieren, die dem Fuß anatomisch vollauf gerecht werden und sowohl Komfort als auch Langlebigkeit bieten. Ist das Design freigegeben, ist ein komplettes Spritzgusswerkzeug erforderlich, das rund um die Kavität der Sohle erstellt wird.
Übrigens wird nur der linke Schuh hergestellt – für Single-Shot-Sohlen besteht die Form aus drei Elementen: einem Seitenrahmen, einer oberen und einer unteren Form. Um Komfort und Funktionalität zu gewährleisten, berücksichtigt Ecco Shoes bei seinen Schuhdesigns auch Multi-Material-Sohlen. Diese erfordern zusätzliche Werkzeuge, da die Einsätze (aus Gummi oder anderen technischen Werkstoffen hergestellt) z. B. gepresst oder geformt werden müssen, bevor sie sich mit PU umspritzen lassen.
Schnelles „Design-to-Market“
In der umfassend ausgestatteten Prototypenwerkstatt des Unternehmens werden Formen aus zugeschnittenen 6262-Aluminium-Blöcken hergestellt. Drei 5-Achs-DMU-Bearbeitungszentren von DMG, ergänzt durch Erowa-Roboter mit 10-Spann-Stationen sind rund um die Uhr im Einsatz, um der Nachfrage nach Werkzeugprototypen gerecht zu werden. „Die Bearbeitung der Form kann mit Zykluszeiten von 20 Stunden oder mehr schon sehr komplex sein“, sagt Jakob Møller Hansen. „Mit der Automatisierung, die die unbemannte Bearbeitung unterstützt, planen wir, etwa 15 Werkzeuge pro Woche zu fertigen. Dabei sollen die Spindeln der Werkzeugmaschinen so lange wie möglich in Betrieb gehalten werden. Wir wollen keine Verzögerungen in der Design-to-Market-Kette. Angesichts der begrenzten Kapazitäten müssen wir die Maschinen also schützen – deshalb haben wir vor rund vier Jahren in Vericut investiert.
Simulation von Programm und Maschine
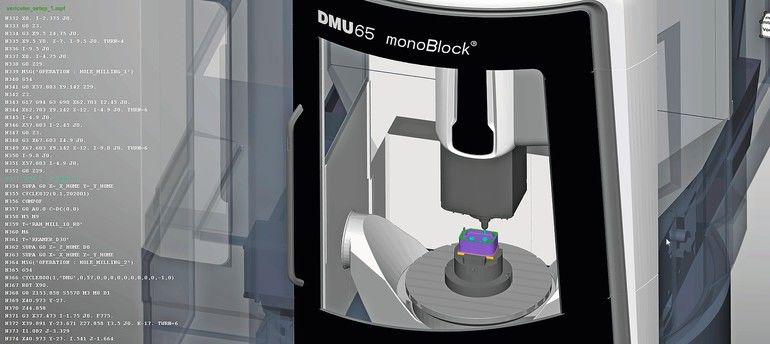
Vericut wird in Dänemark vom dänischen CG Tech-Vertriebspartner IPES A/S bereitgestellt. Der Support liegt ebenfalls bei IPES A/S. Bei Ecco Shoes bietet Vericut eine vollständige Simulation des vom CAM-System ausgegebenen NC-Codes. Die CG-Tech-Technologie simuliert den Original-NC-Code nach dem Postprozessorlauf. Alle kollisionsrelevanten Komponenten im Maschineninnenraum wie z. B. Spannmittel, Spritzdüsen oder auch Werkzeuge werden dabei auf Kollisionen geprüft. Programmfehler wie Eilgangsfehler oder Konturverletzungen werden so vor der realen Fertigung entdeckt und die Verfahrwege jeder Achse geprüft. Neben dem laufenden Support und Schulungen stellte IPES auch die vollständigen Simulationsmodelle für die verwendeten DMG-Bearbeitungszentren zur Verfügung.
„Natürlich hatten wir vor der Installation von Vericut Probleme“, so Jakob Møller Hansen. „Heute würden wir ohne Vericut eine Spindel pro Jahr wegen Maschinencrash durch Programmierfehler verlieren. Die Wiederherstellung nach dem ersten Crash dauerte etwa eine Woche – so viel Zeit konnten wir gar nicht aufholen. Deshalb kauften wir eine Ersatzspindel, um sie hier im Regal für den Ernstfall griffbereit zu haben. Die Ausfallzeit wurde bei weiteren Ausfällen auf drei Tage reduziert. Seitdem aber Vericut im Einsatz ist, liegt die gleiche Spindel immer noch im Regal. Die Leistungsfähigkeit der Software hat uns auf jeden Fall eine Menge Kopfschmerzen erspart.“
Top-Qualität an allen Standorten
Zwei Vericut-Lizenzen nutzt Ecco Shoes in Dänemark, weitere in der Produktionsstätte des Unternehmens in Thailand. Dies entspricht der Firmenphilosophie der gespiegelten Leistungsfähigkeit und ist als globale Konsolidierung zu verstehen. Die gleichen Bearbeitungszentren, die gleichen Werkzeuge – sogar die gleichen Werkzeugplätze in der Maschine werden verwendet –, die gleichen Spannvorrichtungen und natürlich auch Software-Lösungen werden weltweit an allen Standorten eingesetzt. Sogar das Aluminium für den Formenbau wird von einem dänischen Rohstoff-Spezialisten in derselben Größe zugeschnitten und geliefert.
„Das minimiert das Risiko und die Möglichkeit von Fehlern – für ein globales Geschäft ist ein solches Vorgehen unerlässlich“, betont Jakob Møller Hansen. Bei Bredebro stellen wir die A1-Prototypenform nur für den linken Schuh her. Die Form wird für die Produktion – eine P1-Form – an einem unserer anderen Standorte dupliziert. Vericut gibt uns die Sicherheit, dass jede unserer 5-Achs-DMG-Werkzeugmaschinen die Form korrekt bearbeitet, ohne dass dabei Rohstoff oder Produktionsausrüstung gefährdet ist.“
Neun Monate bis zum Point of sale
Sobald die P1-Form hergestellt ist, werden Vorproduktionsmuster für die Fachgeschäfte und Partner des Unternehmens zwecks Bewertung gefertigt. Sind die Rückmeldungen positiv, wird eine vollständige Palette von P1-Formen für alle Schuhgrößen links und rechts bearbeitet. Von der Entwicklung bis hin zu den fertigen Schuhen im Verkaufsregal vergehen im Regelfall rund neun Monate; auch wenn Ecco über ein Konzeptlabor verfügt, das diese Zeit je nach Komplexität auf drei bis sechs Monate verkürzen kann.
Obwohl Ecco Shoes über eine CAM-Schnittstelle für den Betrieb von Vericut innerhalb der CAD/CAM-Umgebung verfügt, steuern die Mitarbeiter die Softwaresysteme einzeln an. „Da wir immer das gleiche Rohteil mit gleicher Breite und Höhe haben, der Bezugspunkt immer auf dem Maschinennullpunkt liegt und sich die Spannvorrichtungen auch nicht ändern, wird die Schnittstelle noch nicht benötigt“ erklärt Jakob Møller Hansen. „Führen wir allerdings ein komplett neues Formenmodell ein, wird es notwendig.“
CG Tech Deutschland GmbH
www.vericut.de
EMO Halle 9 Stand B04








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}