





Es läuft wieder in der deutschen Werkzeugmaschinenindustrie. Im ersten Halbjahr 2022 sind die Auftragseingänge um 34 % gestiegen. Laut Dr. Wilfried Schäfer, Geschäftsführer des Branchenverbands VDW, wurde damit in etwa wieder das Volumen von 2018 erreicht. In ruhigeren Zeiten, als man mit dem bekannten „Schweinezyklus“ planen konnte, wäre das eine gute Nachricht gewesen. Doch die Welt ist unsicherer geworden – politisch wie wirtschaftlich. Kaum jemand, der sich jetzt nicht dieselben Fragen stellen würde: Wie auf disruptive Veränderungen in Kernmärkten antworten, wie auf stockende Lieferketten reagieren, wie genügend Personal finden, wie den explodierenden Energiepreisen begegnen?
Als Schlüsseltechnologie, um diese Herausforderungen meistern zu können, stand in Stuttgart einmal mehr die Digitalisierung im Fokus. Beispiel Lieferketten: Wer hat es als Verbraucher nicht schon erlebt, dass ein Produkt beim Händler der Wahl nicht verfügbar war, bei Amazon aber schon? Plattformökonomie könnte auch im industriellen Bereich Auswege bieten, wenn eingespielte Beschaffungswege plötzlich nicht mehr funktionieren.
Beispiel Energie: Unternehmen werden beginnen, den Energieverbrauch auch in Kernprozessen auf den Prüfstand zu stellen. Erst Digitalisierung schafft aber die notwendige Transparenz dafür.
Beispiel Fachkräfte: Die Zahl derer, die das Know-how mitbringen, immer komplexer werdende Fertigungsprozesse zu beherrschen, sinkt. Und diejenigen, die es können, werden vielleicht nicht mehr ihr Leben lang an der Maschine stehen wollen. Digitalisierung und Automatisierung können hier einen großen Beitrag leisten – aber auch moderne Bedienkonzepte, die den Job für die kommende Generation attraktiver machen.
CNC – bedienbar wie ein Smartphone
Auf der AMB gab es viele Lösungen zu sehen, die diese Punkte adressieren. Dass etwa CNCs heute über ein Touch Panel verfügen und über Gestensteuerung à la Smartphone bedient werden, scheint fast schon selbstverständlich. Braucht das Benutzerinterface denn auch einen „Dark Mode“? Vor zehn Jahren hätte das wohl niemand gefragt, heute bieten ihn Hersteller wie Heidenhain an. Auch sonst wartet die neue Steuerungsgeneration TNC7 mit vielen Funktionen auf, die die Programmierung und Bedienung intuitiver machen sollen. Etwa über die grafische Programmierung: Anwender können Werkstückkonturen direkt am Touchscreen zeichnen. Die Steuerung übersetzt das und speichert die Zeichnung in der dialoggeführten TNC-Programmiersprache Klartext.
Auch das grafische Einrichten von Werkstücken funktioniert via Touchscreen. Der Anwender braucht nicht mehr zu wissen, welche Antastfunktionen er in welcher Reihenfolge einsetzen muss. Die Steuerung führt ihn anhand des virtuellen Abbilds auf dem Bildschirm mithilfe von Pfeilen durch die einzelnen Antastvorgänge. Am Ende muss er das Programm nur noch starten.
Die Erfassung der Maschinendaten über die Software StateMonitor wurde ebenfalls erweitert. Via OPC UA lassen sich jetzt auch Steuerungen anderer Anbieter integrieren. Ein Ampelsystem gibt einen raschen Überblick über den Produktivitätsstatus der Maschinen.
Maschinendaten-Erfassung leicht gemacht
Auch andere Steuerungsanbieter präsentierten an ihren Messeständen ähnliche Lösungen. So etwa Mitsubishi, dessen CNC unter anderem in den Anlagen des Werkzeugmaschinen-Riesen Mazak verbaut ist. Auf der AMB zeigte das Unternehmen das Zusammenspiel seiner Steuerung mit der Analysesoftware des US-Herstellers Iconics, den die Japaner 2019 übernommen hatten.
Ein zunehmend interessanter Aspekt der Visualisierung von Maschinendaten dürfte sein, dass sie nicht nur Aufschluss über die aktuelle Produktivität und den Zustand von Komponenten gibt, sondern auch über den Energieverbrauch – ein Punkt, der bei der Auslegung der Bearbeitungsprozesse bislang nicht die Hauptrolle spielte.
Auf der AMB war zudem zu beobachten, wie das virtuelle Abbild von Werkzeugmaschinen immer mehr zum Stand der Technik wird. Bei der neuen Siemens-Steuerung Sinumerik One ist der „digitale Zwilling“ bereits nativ mit eingebaut. Er bietet das Potenzial, die Konstruktion und Inbetriebnahme von Maschinen wie auch die Prozessentwicklung beim Kunden erheblich zu beschleunigen.
Die virtuelle Werkzeugmaschine
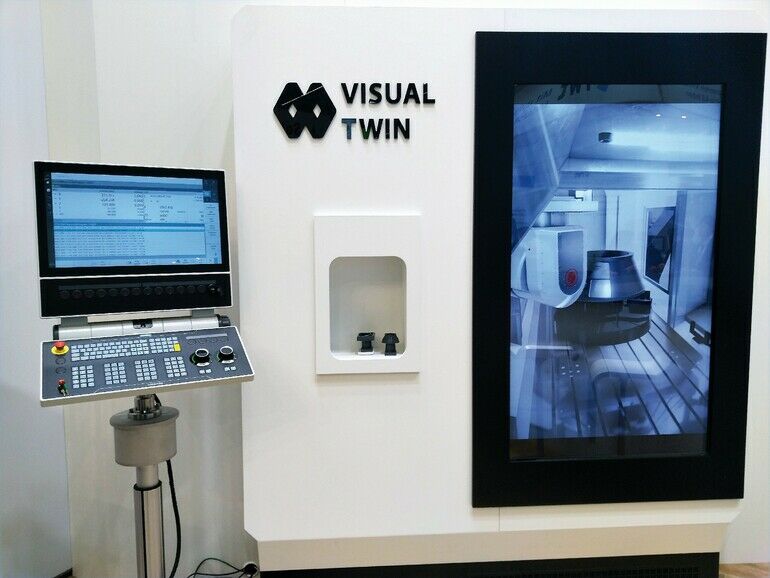
Doch es geht noch mehr: Am Stand von Module Works war eine Werkzeugmaschine von Huron zu bestaunen, gesteuert von einer realen Sinumerik One. Erst bei näherem Hinsehen wurde klar, dass es sich bei der Maschine selbst um eine Simulation auf einem Monitor handelte. Alle Komponenten und Prozessschritte wurden virtuell nachvollzogen – einschließlich des Spänefalls. Sogar die Bearbeitungsgeräusche ließen sich virtuell zuschalten.
Was die Aachener hier zeigten, mag wie eine Spielerei anmuten, hat aber doch einen handfesten Hintergrund. Denn erst durch die Gewissheit, dass das Ergebnis einer virtuellen Bearbeitung 1:1 dem einer realen Bearbeitung entsprechen wird, kann der „digitale Zwilling“ die Produktivität auf ein neues Level heben.
Smart Factory in Aktion
Wie sich die digitalisierte Prozesskette zur Fertigung eines Werkstücks aus den einzelnen Prozessschritten zusammensetzt, konnten die Messebesucher auf der Sonderschau Smart Factory erleben. Digital vernetzt präsentierten verschiedene Unternehmen ihre einzelnen Fertigungsstufen und bildeten dabei die Entwicklung vom Auftragsstart bis zum fertigen Produkt sowohl real als auch virtuell ab.
Das Demo-Werkstück war ein Kugelschreiber mit personalisierter Gravur plus gefrästem Halter. Die Besucher konnten ihren Fertigungsauftrag am Touchscreen eingeben, bekamen eine Auftragsbestätigung aufs Handy und nur Minuten später die Information, dass das bestellte Teil fertig gestellt war. Die Fabrikplanung kam von Cenit, die Software von Gewatec. Mit dabei waren zudem CRX-Cobots von Fanuc für das Handling, eine Koordinatenmessmaschine von Zeiss für die Qualitätssicherung und ein von Häberle automatisiertes Bearbeitungszentrum Fanuc Robodrill.
Robodrill kann auch verzahnen
Wie vielseitig sich das Standard-Fräszentrum von Fanuc einsetzen lässt, zeigte sich auch am Messestand der Japaner. Dort war eine Robodrill zu sehen, die mit einem Direktantrieb-Drehtisch der Serie 900 von PL Lehmann ausgerüstet war. Dies erlaubt Drehbearbeitungen mit bis zu 1500 min-1 zur Fertigung rotatorischer Teile. Außerdem wird Wälzschälen (Power Skiving) mit einer Drehzahl am Werkzeug von bis zu 2670 min-1 möglich. Diese Lösung ersetzt vielleicht nicht die teuren Verzahnungsmaschinen für große Serien, aber für die flexible Fertigung kleinerer Losgrößen stellt sie eine kostengünstige Alternative dar.
Neue Marktchancen für Werkzeughersteller
Ein weiteres prägendes Messethema waren die durchgreifenden Veränderungen in Kernmärkten der Zerspaner – namentlich der Abschied vom Verbrenner in der Automobilindustrie, aber auch steigende regulatorische Anforderungen in der Medizintechnik oder der wachsende Wettbewerbsdruck im Werkzeug- und Formenbau. „Umbrüche wie der Umstieg auf die E-Mobilität erfordern ein Redesign praktisch aller Fertigungsprozesse“, sagt Bernd Hermeler, COO beim Beschichtungsspezialisten Cemecon. Dies biete große Chancen für die Werkzeughersteller – und die Beschichtungstechnik werde hier zum entscheidenden Wettbewerbsfaktor.
Mit dem Hipims-Verfahren (High Power Impulse Magnetron Sputtering) der Würselener lassen sich via PVD bis zu 12 µm dicke Schichten erzeugen, was für ein hohes Verschleißvolumen bei der Bearbeitung von Guss oder Stahl sorgt. Auch Diamantbeschichtungen werden laut Hermeler wachsende Bedeutung erlangen, etwa zum Fräsen von Zahnimplantaten aus Zirkoniumdioxid. Schließlich bleibt auch das aktuelle Thema Nachhaltigkeit bei Cemecon nicht außen vor. So verbrauchen aktuelle Beschichtungsanlagen rund 50 % weniger Energie als ältere Modelle.
Produktivitätspotenziale schlummern nicht zuletzt auch im Werkzeugmanagement. Hersteller wie Zoller wollen sie heben. Mit Schrumpf- und Wuchtgeräten, die den Zeit- und Energieverbrauch auf ein Minimum reduzieren, aber auch mit eigenen Werkzeugaufnahmen präsentierten sich die Pleidelsheimer als Komplettanbieter von Tooling Solutions. Mit „zidCode“ zeigte das Unternehmen zudem eine Lösung zur Werkzeugidentifikation. Diese erfolgt per Datamatrix-Code am Präzisionswerkzeughalter. Dank des automatischen Datentransfers zwischen Maschine und Einstellgerät seien Crashes durch falsche Werkzeugdaten damit ausgeschlossen.








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}