
Firmen im Artikel
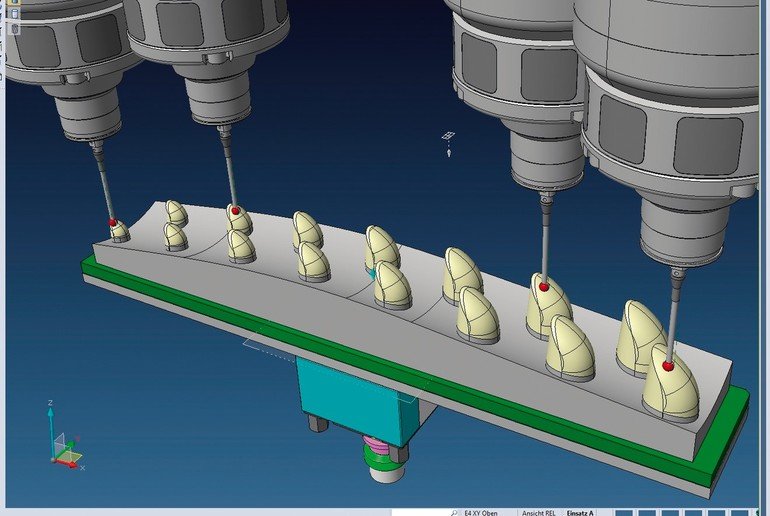
In der Konstruktionsphase sollte die Elektrodengeometrieerstellung beschleunigt werden. Das Modul Visi Elektrode ist die Basis für die Elektrodenfunktionen. Zuerst können die Elektrodenbereiche mit den verschiedensten Selektionstechniken einfach erfasst werden. Das System erstellt automatisch die entsprechenden Rohteile und ergänzt die Erodierbereiche mit tangentialen Verlängerungen zu fräsbaren Volumenmodellen. Für die Prozesskette wichtige Informationen werden erfasst und automatisch den Elektroden zugewiesen
sowie im Elektrodenmanager verwaltet
Für die Programmierung der Elektrode kommt das Modul für die automatische Elektrodenbearbeitung Electrode Machining zum Einsatz. Mit diesem Modul hat der Anwender nunmehr die Möglichkeit, die Erodierinformationen automatisch für den CAM-Navigator zu übernehmen.
Ausgang dieser neu entwickelten Funktionalität sind die im Elektrodenmanager des Elektrodenmoduls erfassten Elektroden. Die Elektroden werden nun über die hinterlegten Bearbeitungsvorlagen mit den gewünschten und effektiven Frässtrategien versehen. Diese vom Elektrodenprogrammierer angelegten Vorlagen entsprechen der üblichen firmenspezifischen Bearbeitungsweise. Das neue Modul für die Elektrodenbearbeitung bringt dem Anwender somit
eine enorme Zeitersparnis. Eine manuelle Definition von Werkstück, Rohteil, Hindernissen, Projekt, Material, CAM-Nullpunkt, Strategie usw. entfällt hier komplett.
Der nächste Schritt in der Prozesskette für die Elektrodenfertigung ist das digitale Weiterleiten der im Elektrodenmanager von Visi Elektrode erstellten Daten zur entsprechenden Senkerodiermaschine mit dem
Modul Edm-Link. Sämtliche Werkstück- und Elektrodeninformationen werden je nach Maschinentyp aufbereitet und übergeben. Diese Daten werden dann in die internen Programmiersysteme der Senkerodiermaschinen importiert.
Die Visi-Prozesskette wurde zudem mit zusätzlichen automatisierten Funktionen für das Messen erweitert. Eine davon ist das Messen der produzierten Elektroden mit dem Modul v-Check. Der sogenannte Prozess-Manager sorgt für die optimale Verwaltung sämtlicher im Elektrodenprozess entstehender Daten. Hier wird nun das Presetten und Qualitätsmessen der Elektrode durchgeführt. Der Elektrodenkonstrukteur legt die gewünschten Messpunkte fest, indem er einfach Punkte auf den entsprechenden Faces der Elektrode anklickt.
Zur Sicherheit können die Anfahrwege nochmals auf Kollision geprüft werden. Wird eine Kollision festgestellt, so wird dieser Punkt automatisch entfernt. Nun kann entweder der Anfahrweg oder der Messtaster geändert werden. Mit zwei Ausgabeoptionen wird dann ein Messprogramm erstellt. Während die Option V-Check I – CMM bei der Erzeugung von Messdaten für die Steuerungssoftware von Koordinatenmaschinen zum Einsatz kommt, wird V-Check II – Mill für die Erzeugung von Messdaten bei CNC-Fräsmaschinen genutzt. Ist der Messvorgang abgeschlossen, kann das erstellte Messergebnis in Visi wieder eingelesen werden, die so erstellten Soll-Ist-Punkte werden farblich visualisiert, und ein entsprechendes Messprotokoll wird erstellt.
Mecadat AG
www.mecadat.de







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}