
IPC wird zusammen mit der bereits auf dem Equator-Controller ausgeführten Software eingesetzt. Sie nutzt die aktuellen Daten der letzten Messungen, um die erforderlichen Prozesskorrekturen zu ermitteln. Die Verbindung mit einer kompatiblen Werkzeugmaschine herzustellen, kann ebenso einfach sein, wie den Equator mittels Ethernet-Kabel an eine CNC-Maschine anzuschließen. Diese Option wurde bereits von vielen Anwendern weltweit genutzt, um beachtliche Leistungssteigerungen in verschiedensten Branchen, Anwendungen und CNC-Maschinentypen, einschließlich Drehmaschinen, Bearbeitungszentren und hochautomatisierter Fertigungszellen, zu erzielen.
Prozesskontrolle durch regelmäßige
Prüfung
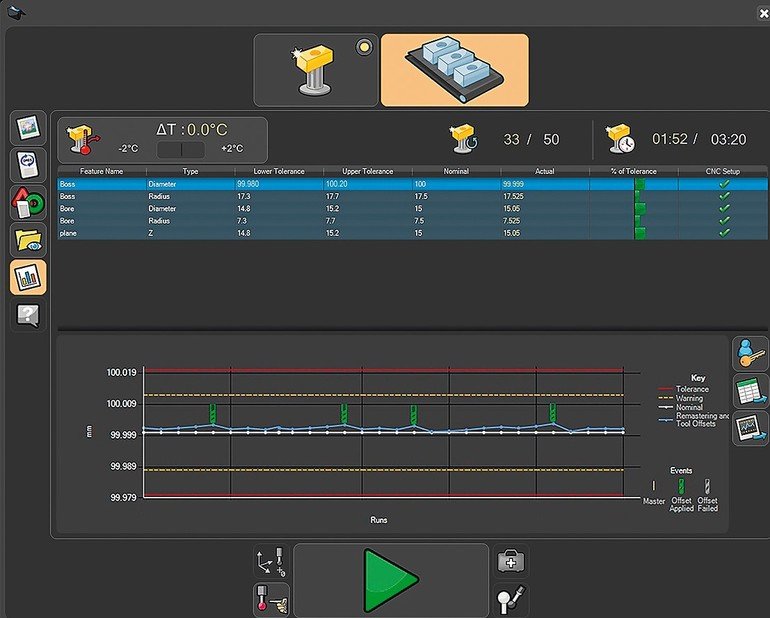
Die neue IPC-Software ermöglicht eine konstante Überwachung und Anpassung von Bearbeitungsvorgängen und sorgt dafür, dass die Teileabmessungen eng den Sollvorgaben folgen und deutlich innerhalb der Kontrollgrenzen des Prozesses liegen. Das heißt, Prozessdrifts werden schnell korrigiert, so dass Teilequalität und Fertigungskapazität verbessert werden. Gleichzeitig reduziert sich der Ausschuss.
Durch die Einbindung des Equator-Prüfgeräts in den CNC-Prozess können Messungen und Prozesskorrekturen schnell während des Fertigungsprozesses durchgeführt werden. Verzögerungen werden so vermieden und die Teile müssen auch nicht mehr durch eine Endkontrolle am Ende des Fertigungsprozesses geprüft werden.
Die IPC-Software kann den Durchschnitt der Ergebnisse verschiedener Teile ermitteln, um den tatsächlichen Prozessmittelwert zur Korrektur jedes Schneidewerkzeugs zu bestimmen. Für die Prozesskontrolle muss in der Regel nur ein bearbeitetes Merkmal pro Werkzeugkorrektur gemessen werden. Bei den sonst typischen Qualitätssicherungsanwendungen müssen dagegen viele Merkmale gemessen werden. Die Häufigkeit und Überwachung der Aktualisierung von Korrekturwerten können für jedes Merkmal einzeln (unter Berücksichtigung der jeweiligen Konstruktionstoleranzen, Prozessabweichungs- und Werkzeugverschleißwerte) eingestellt werden.
Weniger Abhängigkeit von Fachkräften
Durch die automatische Prozesskorrektur mittels IPC-Software werden mögliche Fehler durch manuelle Dateneingabe ausgeschlossen. Zudem werden keine Fachleute mehr benötigt, um die herkömmlichen Messprotokolle zu entschlüsseln und in einen Prozesskorrekturwert für die CNC-Maschine umzuwandeln.
Ein Equator-Prüfgerät kann an eine oder mehrere CNC-Werkzeugmaschinen angeschlossen werden, um Werkstücke, die von verschiedenen Maschinen stammen, an einem Equator zu messen. Die aktualisierten Korrekturwerte werden dann an die jeweilige Maschine übertragen (hierfür werden Teile-/Maschinenkennungen benötigt). Für den Anschluss an mehrere Maschinen ist ein Ethernet-Hub erforderlich. Eine Anbindung über ein werkseigenes Netzwerk ist ebenfalls möglich. Eine mannlose automatische Prozessregelung für Fertigungszellen mit mehreren Maschinen ist möglich und eine unabdingbare Voraussetzung für den Einsatz in Fabrik-Automatisierungssystemen.
Intelligente Prozesskontrolle von
Schneidwerkzeugen
Die IPC-Software bietet Optionen, um den Prozess konstant zu überwachen und die Überschreitung von Werkzeugkorrekturwerten, die auf Werkzeugfehler oder hohe Verschleißraten hinweisen, zu erkennen, woraufhin die Maschine automatisch ein Signal erhält, dass ein Werkzeugwechsel fällig ist.
Als besonders hilfreich hat sich die IPC-Software bei herkömmlichen CNC-Drehmaschinen oder Langdrehautomaten mit Schweizer System erwiesen, bei denen die Integration eines herkömmlichen Messsystems aufgrund der Maschinenkonfiguration oder Verfügbarkeit einer Werkzeugstation schwierig ist. Der Einsatz des Prüfgeräts ist außerdem dort von Vorteil, wo Messungen aufgrund des Merkmalzugangs oder der Größe des Merkmals nur schwer an der Werkzeugmaschine ausgeführt werden können. Außerdem sind Prüfungen außerhalb der Maschine und der Einsatz der IPC-Software parallel zum Prozess die bevorzugte Lösung, wenn Schnelligkeit ein entscheidendes Kriterium für die Ausführung eines Bearbeitungszyklus ist.
Das erste Release der neuen IPC-Software ermöglicht die Verbindung zu einer oder mehreren Werkzeugmaschinen über einen direkten Ethernet-Anschluss zwischen dem Equator-Controller und Fanuc, Mazak oder Okuma CNC-Steuerungen:
- Zu den erprobten und abgenommenen Fanuc-Steuerungen gehören die 0i, 30i, 31i und 32i mit installierter Focas2 Option.
- Von Mazak werden die Smooth X, Smooth G, Matrix 2 und Matrix-Steuerungen mit installierter Mazak API unterstützt.
- Die Okuma OSP300L und OSP300M Steuerungen werden auf Maschinen mit installierter Thinc API unterstützt.
Zukünftige Software-Releases sollen die Kompatibilität mit CNC-Steuerungen erweitern.
Renishaw GmbH
www.renishaw.de







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}