


Firmen im Artikel
Die Blaser Group mit den Marken Blaser, Mauser, J. P. Sauer & Sohn, Minox, Liemke und Rigby ist einer der weltweit führenden Hersteller der Jagd- und Outdoor-Branche. Jedes Unternehmen steht für den Anspruch und die Kompetenz, Tag für Tag mit echter Leidenschaft und höchster Qualität, Kundenwünsche wahr werden zu lassen.
Blaser wurde im Jahr 1957 von Büchsenmachermeister Horst Blaser gegründet. Von Beginn an setzte er auf eine maschinelle statt der bis dahin üblichen manuellen Fertigung der Bauteile. Eine entscheidende Voraussetzung für die Modularität. So kann ein Jäger mit nur wenigen Handgriffen das Kaliber seiner Jagdwaffe wechseln und beispielsweise beim Training auf dem Schießstand auf preiswertere Kleinkaliber umsteigen. Zudem lassen sich Blaser Waffen auf diese Weise ganz individuell gestalten oder neu kombinieren. Der Käufer kann zum Beispiel zwischen Walnussholz-, Synthetik- oder Carbonschäften wählen. Bestandteile wie Systemkasten oder Lauf können zudem durch Gravuren, per Hand oder Laser aufgewertet werden.
Fertigungskapazität erheblich ausgeweitet
In Isny ist ein komplettes Werk der Produktion von Läufen gewidmet, dessen Fertigungskapazität in den vergangenen Jahren erheblich ausgeweitet wurde. Hier bestimmen eine Vielzahl von CNC-gesteuerten Dreh- und Fräszentren sowie automatisierte Fertigungslinien das Bild. Diese werden von 75 Mitarbeitern in verschiedenen Schichten bedient. Die Aufgabe ist komplex: Die Blaser Group bietet 7000 verschiedene Laufvarianten in 80 verschiedenen Kalibern an. Das Kaliber ist gleichzeitig der Außendurchmesser des Geschosses und definiert damit den Innendurchmesser eines Laufes.
„Wir konnten bereits im vergangenen Jahr unsere Durchlaufzeiten erheblich reduzieren. Neben einer Ausweitung der maschinellen Kapazitäten und der Realisierung von Automatisierungspotenzialen, trägt natürlich auch eine präzise Fertigung dazu bei“, erläutert Martin Giray, der als Werksleiter für die Lauffertigung verantwortlich ist. „Außerdem arbeiten wir kontinuierlich an Verbesserungen und testen neue Prozesse wie beispielsweise One-Piece-Flow.“
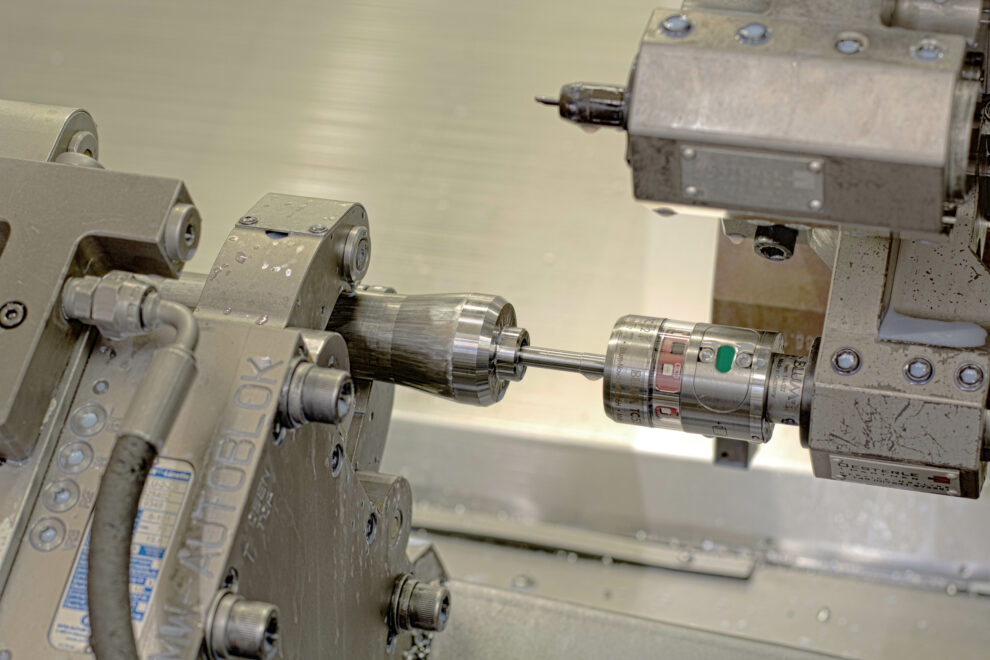
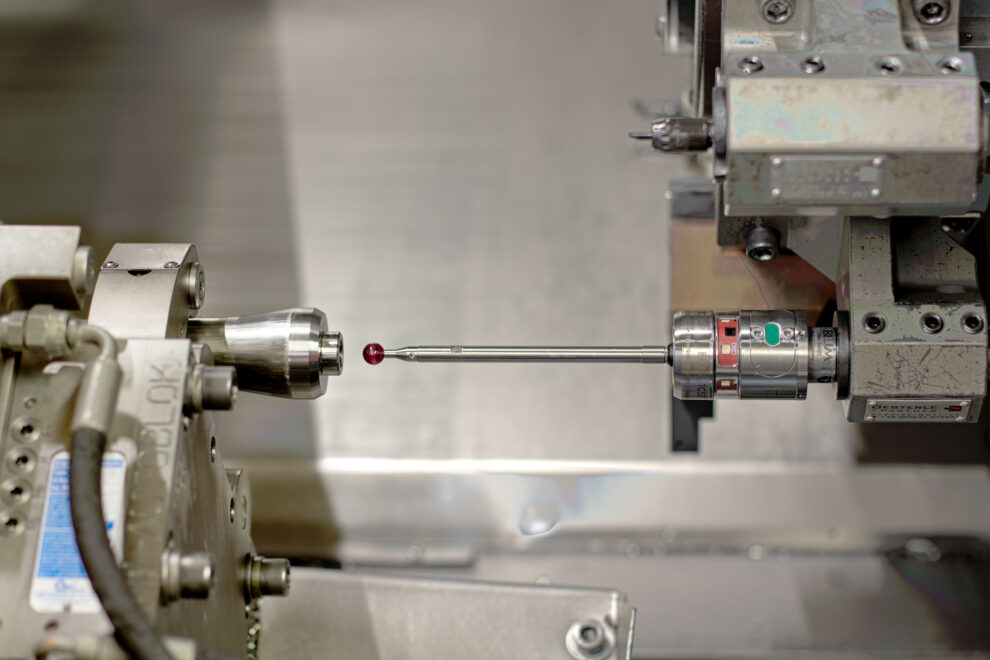
Bereits seit längerer Zeit setzt die Blaser Group Messtaster ein, allerdings gab es anfänglich einige Hindernisse für einen einwandfreien Ablauf: Die Drehmaschinen, welche die Patronenlager messen, haben am Messtaster sehr lange Tasteinsätze mit austauschbaren Messkugeln, je nach Kaliber. Die Messung in die so genannte Schulter des Patronenlagers im Lauf dient dazu, den Nullpunkt in Z-Richtung zu vermessen, um dann die Enden des Laufs bearbeiten zu können.
Fehlauslösungen verhindern zuverlässige Messungen
Für die Messtaster eines anderen Herstellers war das Gewicht des Tasteinsatzes problematisch, wodurch es zu sehr vielen Fehlauslösungen kam. „Das machte zuverlässige Messungen leider unmöglich. Zwar versuchte der Hersteller Abhilfe zu schaffen, aber die Hilfskonstruktionen waren nicht prozesssicher“, berichtet CNC-Programmierer Florian Mayer. „Deshalb mussten wir spezielle Lehren verwenden, welche das manuelle Arbeitsvolumen steigerten. Das wiederum führte zu unnötigem Maschinenstillstand, der umso länger ausfiel, wenn der Bediener gerade an einer anderen Maschine tätig war.“
Messtaster für Drehmaschinen optimiert
Im Jahr 2018 brachte Erhard Strobel eine interessante Lösung ins Spiel: den Messtaster TC52 T. „Die T-Version des TC52 wurde speziell für den Einsatz in Drehmaschinen optimiert und ist nochmals robuster aufgebaut als das Schwestermodell, das ursprünglich für den Einsatz in Fräszentren entwickelt wurde“, unterstreicht der Vertriebsmitarbeiter von Blum-Novotest. „Drehmaschinen arbeiten mit Werkzeugrevolvern statt Werkzeugmagazinen, alle Werkzeuge und damit auch der Messtaster sind also ständig im Arbeitsraum und damit Spänen, Kühlschmiermittel und den durch die Zerspanung erzeugten Vibrationen ausgesetzt.“
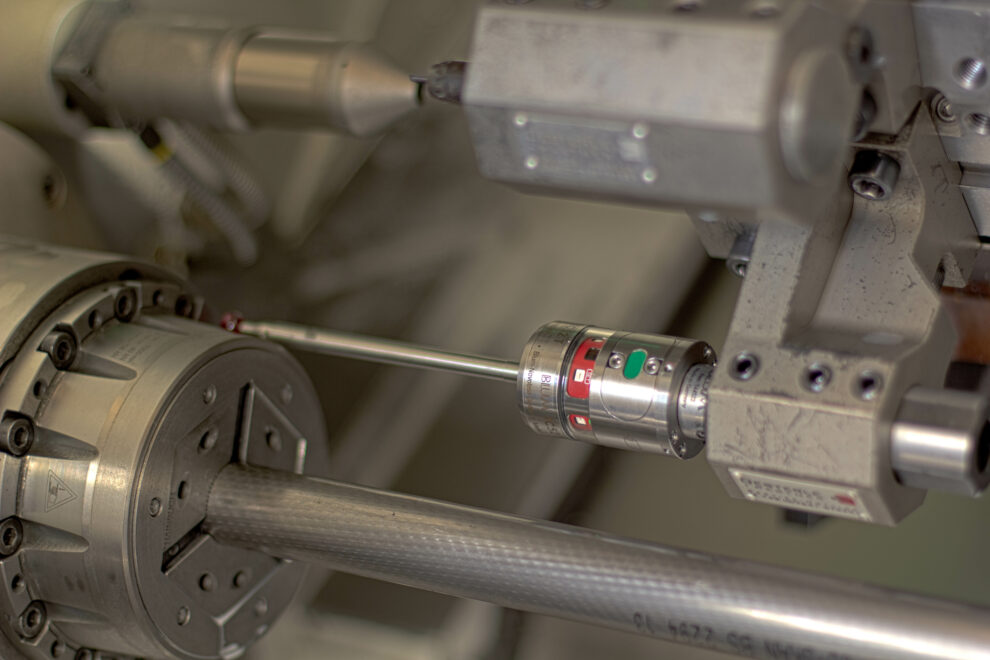
Ein zweiter Messtaster derselben Baureihe mit kurzem Tasteinsatz sitzt auf dem Revolver, um zu kontrollieren, ob der zum Bearbeitungsprogramm passende Rohling eingespannt wurde. Diese Rohteile unterscheiden sich bei gleichem Durchmesser in der Länge – je nachdem, wie lang der Lauf später sein soll. Nachdem ein erster Taster gezeigt hatte, dass er die Messungen im Patronenlager prozesssicher durchführen kann, wurden inzwischen auch alle weiteren Drehmaschinen auf Blum-Taster umgerüstet. Dank eines speziellen Kompatibilitätsmodus mussten zunächst nur die Taster getauscht und auf den vorhandenen Empfänger angelernt werden. Geht ein Empfänger kaputt, wird er nun sukzessive gegen den sehr kompakten Blum-Empfänger IC56 getauscht.
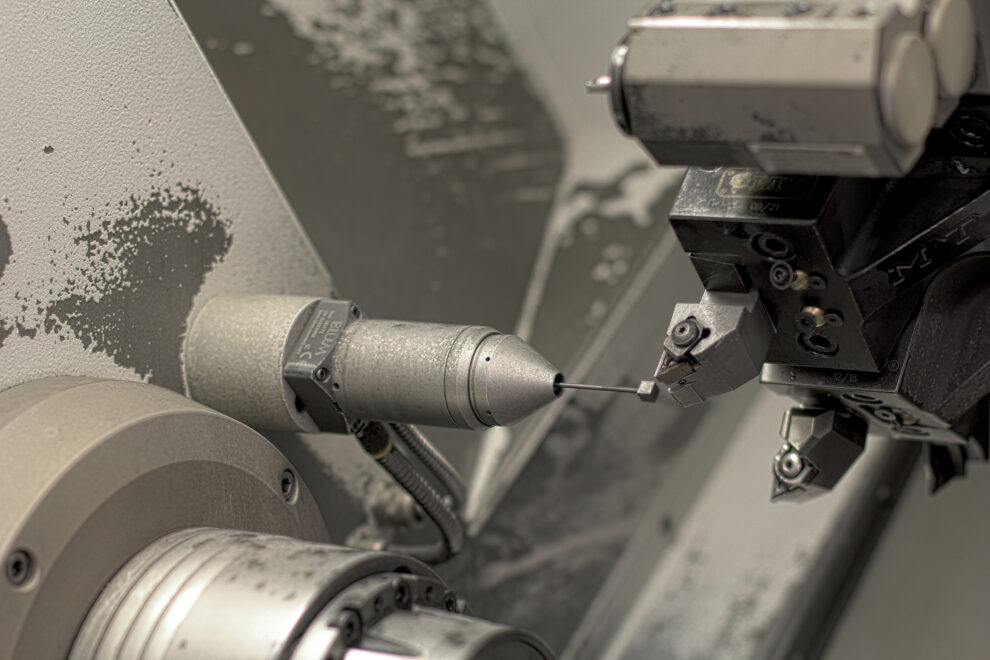
Neben der Spindel ist in den Drehzentren noch ein weiterer Blum-Messtaster verbaut: Unter einer pneumatisch betätigten Schutzhülse steckt ein Messtaster TC76 mit einem Würfel statt einer Rubinkugel als Messspitze, mit dem die Länge von Werkzeugen nach dem Einsetzen in die Maschine gemessen wird. Auch hier wurde zuerst ein Messtaster eines anderen Herstellers eingesetzt, der auf einem Schwenkarm montiert war, um ihn bei Nichtbenutzung aus dem engen Arbeitsbereich entfernen zu können. „Das war aber recht ungenau, weil die Gelenke des Arms mit der Zeit ausgeschlagen waren. Außerdem geschah das Ein- und Ausschwenken wiederum von Hand, was unserem Ziel einer Automatisierung widersprach“, erklärt Mayer. „Heute bleibt der Taster fest an seinem Platz und wird durch die von Blum entwickelte Schutzhülse vor den Spänen geschützt. Genauer und einfacher geht es nicht.“
Messzyklen erleichtern das Einmessen der Werkzeuge
Beim TC76 nutzen die Bediener die von Blum gelieferten Messzyklen, die das Einmessen der eingesetzten Werkzeuge sehr einfach machen. Für die anderen Messaufgaben schreiben Florian Mayer und seine Kollegen eigene Zyklen, die in die Bearbeitungsprogramme integriert sind. Bei der Vermessung der Werkzeuge mit dem Messtaster TC76 ist das Shark360-Messwerk von Blum von Vorteil, denn durch die integrierte Planverzahnung werden die bei der Antastung des Werkzeugs auftretenden Torsionskräfte aufgenommen und haben dadurch keinen Einfluss auf das Messergebnis.
„Wir bearbeiten sehr teure Rohlinge, die zudem bis zu 800 mm lang sind und über diese Länge eine hochpräzise Zerspanung erfordern. Ausschuss wollen wir auf ein Mindestmaß reduzieren und gleichzeitig die Bearbeitung möglichst weit automatisieren“, betont Giray. „Wir haben die ersten Drehmaschinen mit Robotern zum Be- und Entladen ausgestattet. Die gesamte Automatisierung hängt aber daran, dass die Werkzeuge vor der Bearbeitung präzise eingemessen werden.“ Diese Messungen müssen weitestgehend automatisch ablaufen, manuelle Tätigkeiten stören den Zerspanungsprozess und senken die Produktivität. „Ohne Taster gibt es keine Automatisierung und zudem ist die automatisierte Messung genauer als die einer manuell eingelegten Lehre“, ergänzt Mayer.
Service schnell vor Ort
Mit Blum sind die Mitarbeiter der Blaser Group sehr zufrieden – zumal die räumliche Nähe zum Stammsitz von Blum-Novotest in Grünkraut ein großer Vorteil ist. Daher ist bei Unterbrechungen ein Blum-Mitarbeiter gleich vor Ort. Dies belegt auch die unkomplizierte Zusammenarbeit mit Blum: Im Mittelpunkt steht die Produktion. „Die kaufmännische Abwicklung läuft dann im Nachgang, wenn die Maschine wieder läuft. Das ganze Handling mit Blum ist sehr einfach“, fasst Giray zusammen. „Wir bauen unsere Prozesse um und erhöhen den Automatisierungsgrad, wo es sinnvoll ist – ohne die Blum-Taster wäre dies gar nicht möglich. Und mit ihrem guten Service sorgen die Blum-Mitarbeiter dafür, dass das auch so bleibt.“
Blum-Novotest GmbH
www.blum-novotest.com
Zuverlässiger Messtaster
Die Fliehkräfte und Beschleunigungen sind beim Werkzeugwechsel im Revolver nicht zu unterschätzen. Aus diesem Grund arbeitet der TC52 T mit einer höheren Messkraft, die Fehlauslösungen ausschließt. Durch die höhere Steifigkeit kann der Taster den für die Messaufgabe erforderlichen, fast 15 cm langen Tasteinsatz, ohne Probleme tragen und trotzdem zuverlässig messen. Inzwischen ist der TC52 T standardmäßig zudem mit einem kompletten Edelstahlgehäuse ausgestattet, welches noch einmal stabiler ist als das bisherige Gehäuse, das teilweise aus Aluminium bestand. Des Weiteren ist die Batteriehalterung speziell für den Einsatz in Drehmaschinen optimiert, um die sichere Stromversorgung der Messtasterelektronik auch beim rauen Einsatz im Werkzeugrevolver zu gewährleisten.






 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}