




Ob als Arbeitstier beim Baumfällen, als Mannessymbol beim Heimwerken, als Multifunktionstool im Handwerk, bei der Bundeswehr und der Polizei oder als Lebensretter bei Feuerwehr und Katastrophenschutz: Motorsägen von Stihl sind weltweit begehrt. Die weltweite Nummer 1 unter den Kettensägen-Herstellern kann aber noch viel mehr: Die Stihl-Gruppe entwickelt, fertigt und vertreibt zahlreiche motorbetriebene Geräte für die Forst- und Landwirtschaft sowie die Landschaftspflege, die Bauwirtschaft und den anspruchsvollen Privatanwender.
Das 1926 gegründete schwäbische Familienunternehmen mit Hauptsitz in Waiblingen-Neustadt beschäftigt gegenwärtig weltweit rund 15 000 Mitarbeiter und überschritt im Jahr 2015 die Umsatzmarke von drei Milliarden Euro deutlich. Gleichzeitig erreichten die weltweiten Investitionen mit 235 Millionen Euro im Jahr 2015 den bis dahin höchsten Wert der Unternehmensgeschichte. Dabei wurden – guter schwäbischer Unternehmergeist – alle Investitionen grundsätzlich aus eigenen Mitteln finanziert. Und nur nach reiflicher Überlegung zu Wirtschaftlichkeit, Wirksamkeit und Zukunftssicherheit getätigt.
So auch im Werk 1 am Firmenstammsitz in Waiblingen. Hier krönte die Qualitätssicherung im Center Kurbeltrieb das Stihl-Erfolgsjahr 2015 mit einem Quantensprung in der messtechnischen Ausstattung: dem Austausch des bisherigen Equipments gegen ein 3D-Koordinatenmessgerät der Ultra-Hochgenauigkeitsklasse.
Im Center Kurbeltrieb entstehen die Herzstücke der motorbetriebenen Stihl-Geräte: die Kurbelwellen und Pleuel. Ihr perfekter Lauf ist die Basis für die optimale Leistung und Vibrationsarmut sowie die legendäre Langlebigkeit eines jeden Stihl-Motors. „Was wir hier fertigen, sind zentrale Präzisionsteile mit engsten, im Mikrometer-Bereich liegenden Toleranzen“, erklärt Stefan Baumert, Referent Qualitätsplanung Kurbeltrieb im Werk 1 von Stihl in Waiblingen.
Erhöhter Aufwand durch mehrfachen
Gerätewechsel
„Grundsätzlich fahren wir hier sowohl serienbegleitende als auch Abnahmeprüfungen“, so der Diplom-Ingenieur weiter. In erster Linie handelt es sich dabei um Form- und Lagemessungen, also die Prüfung von Rundheit, Parallelität und Zylinderform – um die wichtigsten Merkmale zu nennen. Dazu wird viel Fingerfertigkeit und Geduld benötigt und genau das war die Herausforderung, vor allem bei der serienbegleitenden Prüfung.
Da sie zu komplex für eine Werkerselbstprüfung in der Fertigung sind, mussten auch die serienbegleitenden Messungen – zusätzlich zu den Abnahmeprüfungen – durch QS-Fachkräfte im Feinmessraum durchgeführt werden. Schließlich ging es um Messverfahren, die ein gewisses Maß an Erfahrung und Anwender-Knowhow voraussetzen. Es galt, den gesamten Ablauf schneller, effektiver und wirtschaftlicher zu gestalten. „Uns standen dafür verschiedene Messgeräte zur Verfügung, zum Beispiel Formmessgeräte“, erinnert sich Baumert an die ursprüngliche Ausstattung. „Mehrere Systeme hieß aber auch mehrfacher Aufwand – allein für das immer wieder neue Aufspannen des Prüfteils für jedes einzelne Messverfahren. Und erhöhter Aufwand ist nichts anderes als verschenkte Zeit.“
Schwierig wurde es, als der Feinmessraum mit seiner personellen Kapazität den 24/6-Betrieb kaum mehr abbilden konnte. „Um diesen Engpass zu beseitigen, mussten wir zunehmend Mitarbeiter aus der Fertigung für die Prüfungen im Feinmessraum heranziehen“, schildert Baumert die Situation. Dazu waren aufwendige Einweisungen, Qualifizierungen und anschließende Betreuung der Fertigungsmitarbeiter erforderlich. Hinzu kam der Einfluss durch den Bediener: Die Geräte waren zwar sehr genau, büßten allerdings auf Benutzerseite wieder einiges an Messpräzision ein – zum Beispiel bei der manuellen Ausrichtung der Kurbelwellen beim Aufzeichnen von Linienschrieben.
Engste Toleranzen, knappe Zeit und erhöhter Messdurchsatz fordern selbst den erfahrensten QS-Verantwortlichen heraus. „Wenn dann auch noch Höchstforderungen an die Dokumentation und Reproduzierbarkeit der Messergebnisse zu erfüllen sind, kommt man schnell an die Grenze des Machbaren“, so der Qualitätsplaner.
Der Handlungsbedarf war also überdeutlich – zumal sich nach und nach auch Probleme mit der Ersatzteilbeschaffung und Softwareaktualisierung für das vorhandene Messequipment einstellten. „Es galt, den gesamten Ablauf schneller, effektiver und wirtschaftlicher zu gestalten, weniger Bedienereinfluss im Messvorgang zu haben und dabei reproduzierbare Ergebnisse zu erhalten“, so Baumert.
Hohe Erwartungen an die
Genauigkeit
Nach intensiver Marktsichtung und einem kritischen Auswahlprozess entschied sich Stihl für die Lösungskompetenz von Hexagon Manufacturing Intelligence und die mit ihr verbundene Koordinatenmesstechnik von Leitz. „Die Spezialisten von Hexagon waren diejenigen, die mir am besten und überzeugendsten erklären konnten, wie unsere Anforderungen umzusetzen seien – auch, was den Funktionsumfang der Software angeht. Und das Vertrauen war direkt da“, versichert Baumert.
„Dass wir mit dem ausgewählten ultrahochgenauen Koordinatenmessgerät Leitz PMM-C die Genauigkeitsvorgaben des Kunden im Mikrometerbereich erfüllen können, konnten wir anhand von Messversuchen gemeinsam mit dem Kunden an seinen Bauteilen in Wetzlar beweisen“, erklärt Gerhard Ehling, regionaler Sales Support Manager bei Hexagon und Koordinator des Stihl-Projekts. „Gleichermaßen wichtig war der Nachweis einer entsprechenden Fähigkeitsanalyse zur Wiederholpräzision. Mit einem Cg-Wert von 1,33 bringen wir Stihl auch hier auf die ganz sichere Seite.“
Die Leitz PMM-C ist ein 3D-Koordinatenmessgerät in Portalbauweise mit feststehendem Portal. Es kombiniert höchste Genauigkeit mit einer außerordentlichen Schnelligkeit und garantiert somit größten Messdurchsatz. Dabei bewältigt das Gerät schnell und wirtschaftlich jede noch so komplexe Messaufgabe – und kann sogar als Verzahnungsmesszentrum eingesetzt werden. Die Portalbauweise mit feststehendem Portal aus Guss und Granit-Grundbett garantiert die Langzeitstabilität, die hohe Steifigkeit der Messachsen und die gleichbleibende Genauigkeit im gesamten Messvolumen.
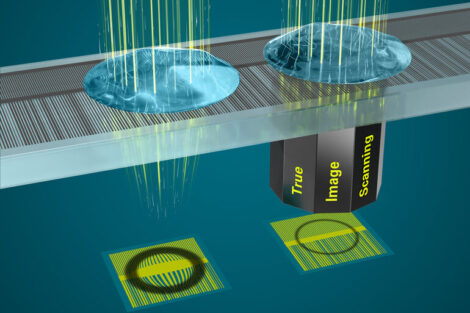
Die hohe Messgeschwindigkeit ermöglicht der Servoantrieb mit Kugelumlaufspindeln, der auch auf kurzen Strecken sehr schnell beschleunigt, wobei die Positionsbestimmung trotzdem extrem sicher bleibt. Entkoppelte X- und Y-Achsen sorgen für schnelle Korrekturmöglichkeiten und rasche Wiederinbetriebnahme. Ausgerüstet mit einem Leitz-Tastkopf mit integriertem High-Speed-Scanning zeichnet sich die Messmaschine durch das Erfassen auch großer Punktmengen aus und ist damit – wie bei Stihl in Waiblingen – auch zur schnellen Formmessung geeignet. Variables High-Speed-Scanning sorgt für eine optimale Messgeschwindigkeit in Abhängigkeit von Toleranzen und Geometriebeschaffenheit. Schwache Krümmungen und Geraden durchfährt der Sensor schnell. Bei starken Krümmungen oder engen Toleranzen reduziert das System seine Geschwindigkeit.
Zeitgewinn bei Abnahme- und
Serienprüfung
„Unser Zeitgewinn bei der Abnahmeprüfung mit der Leitz PMM-C ist signifikant“, zeigt sich Baumert zufrieden. „Benötigten wir mit dem vorherigen Equipment – auch bedingt durch das häufige Umspannen – gut 30 Minuten für einen kompletten Messdurchlauf einer Kurbelwelle, so erledigen wir den heute in knapp 7 Minuten. Wohlgemerkt bei höchster Genauigkeit und absoluter Wiederholpräzision. Das ist geradezu beeindruckend!“
Wesentlichen Anteil am Zeitgewinn hat die auf Stihl-Erfordernisse angepasste, benutzerspezifische Bedienoberfläche auf Basis der Messsoftware Quidos von Hexagon. „Dank der klaren Bedienerführung und weitgehenden Parametrisierung der Messprogramme kommen auch unsere Mitarbeiter in der Werkerselbstprüfung problemlos mit dem System zurecht. Sie können bereits nach einer einzigen Einarbeitungs-Schicht absolut zuverlässig und präzise messen“, bestätigt Baumert.
„Hinzu kommt, dass der Bedienereinfluss praktisch ausgeschlossen ist und die Software im Zusammenspiel mit der Maschine die optimalen Messergebnisse nahezu automatisch liefert“, ergänzt Hexagon-Support Manager Ehling. Das gilt selbst dann, wenn die Prüfung unterschiedlicher Bauteile ansteht. Die parametrisierten Quindos-Messprogramme der einzelnen Produktfamilien sorgen im Zusammenspiel mit einer passenden Produkt-Eingabemaske dafür, dass die Messabläufe immer gleich sind und der Bediener lediglich die spezifischen Teiledaten eingeben muss.
Zusatznutzen Prüfmittelkalibrierung
Bei Stihl hat man aber noch einen weiteren Nutzen der Leitz PMM-C entdeckt: Seit Mitte 2016 setzt man das Koordinatenmessgerät auch zur Kalibrierung der Prüfmittel im Center Kurbeltrieb ein, etwa von Lehren. Eigens dafür hat das Unternehmen eine Vorrichtung realisiert, auf der bis zu 40 Prüfmittel aufgespannt und in einem Messablauf bewertet werden können. Das Messprogramm dafür hat wiederum Hexagon erstellt.
Hexagon Metrology GmbH
www.hexagonmi.com







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}