


Späne werden anhand ihrer Form und Raumzahl in die Kategorien „ungünstig“, „brauchbar“ und „gut“ eingeteilt (Abb. 1). Die Spanraumzahl misst das Verhältnis zwischen dem Spanvolumen und dem abgetrennten Werkstoffvolumen. Abhängig von der Spanform und der Spanraumzahl sind acht Klassen definiert.
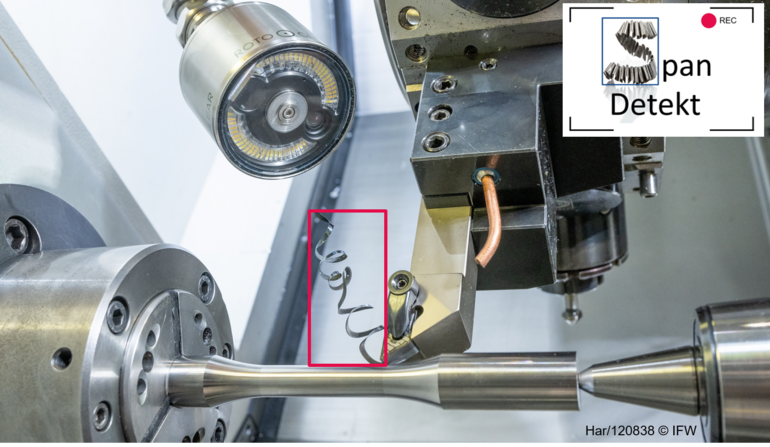
Lange Späne, wie Band- oder Wirrspäne sowie Flachwendelspäne, können bei Fertigungsprozessen mit kontinuierlichem Schnitt entstehen und gelten als ungünstig. Sie neigen dazu, sich während des Prozesses zu verfangen, Spannester zu bilden oder umherzuschlagen, was zu Schäden an Werkstück, Werkzeug, Maschine oder Personal führen kann.
Späne mit einer geringen Spanraumzahl können ebenfalls Schäden verursachen, wenn sie etwa bei Bohrprozessen nicht ordnungsgemäß abgeführt werden. Dadurch entsteht ein Spanstau, der einen Werkzeugbruch verursachen kann.
Günstige Spanformen treten etwa bei Fertigungsprozessen mit nicht kontinuierlichem Schnitt oder durch forcierte Spanbrüche auf.
Kritische Späne werden aktuell optisch durch das Maschinenpersonal erfasst und bewertet. Dadurch werden Personalkapazitäten gebunden und der vollständig automatisierte Betrieb verhindert. Dies trifft insbesondere dann zu, wenn Fertigungsprozesse nicht vollständig eingefahren werden.
Eine automatisierte Detektion und Bewertung von Spänen ist daher erstrebenswert und wurde bereits vereinzelt erforscht. So existiert ein Ansatz, den Spanbruch mittels Körperschallsensoren zu detektieren. Spanform und Position bleiben allerdings unbekannt. Ein kommerzielles System zur Späne-Detektion ist derzeit am Markt nicht verfügbar.
Prozessparallele Späneüberwachung
Im Projekt „Span-Detekt“ wird die prozessparallele Detektion und Analyse von Spänen mittels bilddatenbasierter Ansätze erforscht. Hierfür kommen Methoden des maschinellen Sehens, einem Teilbereich des maschinellen Lernens (ML), zum Einsatz. Basierend auf diesen Ansätzen wird ein kostengünstiges System zur prozessparallelen Späneüberwachung entwickelt, das in bestehende Werkzeugmaschinen nachgerüstet werden kann. Der Aufbau gliedert sich in drei Teilsysteme: ein Kamerasystem (Abb. 2, links), einen Objekt-Detektor (Abb. 2 2, Mitte) und eine Prozessüberwachung (Abb. 2, rechts).
Bilddaten des Fertigungsprozesses werden durch das Kamerasystem Rotoclear C2 aufgezeichnet. Dieses System ist speziell für den Einsatz in Werkzeugmaschinen ausgelegt und verfügt über einen LED-Ring zur Ausleuchtung des Innenraums sowie eine rotierende Scheibe zur Sichtoptimierung beim Einsatz von Kühlschmierstoff.
Die aufgezeichneten Bilddaten werden vom Objekt-Detektor analysiert. Dabei werden Algorithmen des Maschinellen Sehens eingesetzt, da diese sich bereits für die Detektion und Klassifizierung von Objekten in Bilddaten bewährt haben.
Für eine zuverlässige Späneüberwachung müssen vorhandene Späne erkannt und die Spanformklasse korrekt zugeordnet werden. In einem ersten Versuch wurden hierzu etwa 2000 Bilddaten eines Längsdrehprozesses aufgezeichnet und entsprechend den aufgetretenen Spanformklassen gelabelt. Anschließend wurde ein Modell zur Objekterkennung, basierend auf der YOLOv8s-Modellarchitektur, trainiert. Gut sichtbare und im Datensatz repräsentativ vorhandene Späne konnten mit einer Genauigkeit von etwa 90 % erkannt werden.
Spanformklassen mit kleiner Spanraumzahl werden aufgrund ihrer Ähnlichkeit zueinander tendenziell verwechselt. Im weiteren Projektverlauf werden bei der Erstellung des Trainingsdatensatzes unterschiedliche Kamerapositionen, Kameraparameter und Belichtungsstrategien untersucht. Zudem wird der Einfluss von Umgebungsstörgrößen wie Kühlschmierstoff auf die Objekterkennung untersucht.
Fertigungsprozess klassifiziert
Der Objekt-Detektor gibt die Spanformklasse sowie die Spangröße und -position für einen einzelnen Zeitpunkt aus. Das dritte Teilsystem „Prozessüberwachung“ analysiert diese Ergebnisse über einen definierten Zeitraum und bewertet den Fertigungsprozess als „gut“, „grenzwertig“ oder „kritisch“. Hierfür werden spezielle ML-Modelle untersucht, die den zeitlichen Kontext von Daten berücksichtigen können. Dadurch wird ein Prozess beispielsweise erst dann als „kritisch“ eingestuft, wenn sich ein langer Span über einen längeren Zeitraum am Werkstück oder Werkzeug befindet. So werden Fehlalarme aufgrund einzelner Fehlinterpretationen des Objekt-Detektors verhindert. Basierend auf der Prozessüberwachung können anschließend automatisierte Anlagenstopps oder Prozessanpassungen durchgeführt werden.
Danksagung
Das ZIM-Projekt „Kamerabasiertes Überwachungssystem zur Detektion kritischer Späne“ wird vom Bundesministerium für Wirtschaft und Klimaschutz (BMWK) aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Das IFW und die Rotoclear GmbH bedanken sich für die finanzielle Unterstützung des Projektes.
Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) Hannover
https://www.ifw.uni-hannover.de
Die Autoren
Prof. Dr.-Ing. Berend Denkena, Leiter des Instituts für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover, M. Sc. Henning Buhl, Leiter des Bereiches Maschinen und Steuerungen am IFW, M. Eng. Lee Hartung, wissenschaftlicher Mitarbeiter am IFW
Quellen
[DEN11] Denkena, B.; Tönshoff, H. K.: Spanen. Springer Berlin Heidelberg, Berlin, Heidelberg, 2011








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}