

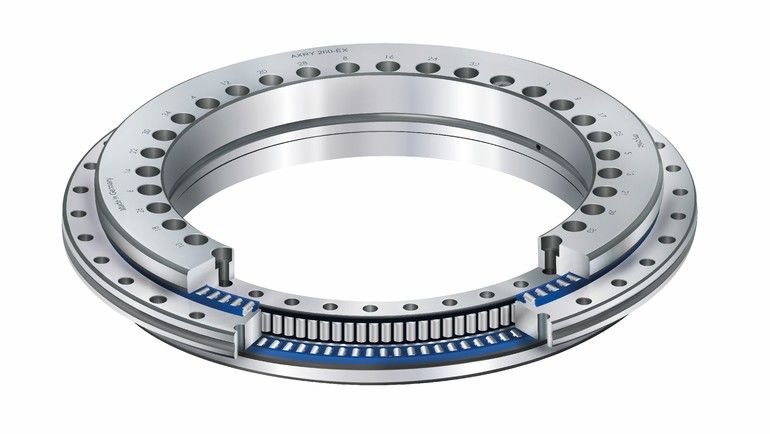
Die Aktivitäten rund um Werkzeugmaschinenlager von Myonic sind in einer exakt klimatisierten Halle in Leutkirch zusammengefasst. „Die Hochpräzisions-Rollenlager werden zum Beispiel für Rund- oder Schwenktische, Fräsköpfe oder Schwenkspindeln in Werkzeugmaschinen eingesetzt“, erläutert Christoph Sauter, der als Fertigungsleiter für die Herstellung dieser Präzisionslager verantwortlich ist. „Diese zweiseitig wirkenden, anschraubbaren und einbaufertigen Präzisionslagereinheiten bilden bei Myonic die AXRY-Lagerfamilie.“
Die Axial-Radiallager bestehen aus drei Ringen: Innenring, Außenring und Axialscheibe. Hinzu kommen die Zylinderrollen, Axial- und Radialkäfig, Schmiermittel sowie die Halteschrauben, die das montierte Lager zusammenhalten. Die Ringe bestehen aus dem bei Lagerringen und Wälzkörpern bewährten Chromstahl, die bei Myonic ausschließlich auf Drehzentren hart bearbeitet werden.
Hartdrehen in zwei Schritten
Der Hartdrehprozess läuft in zwei Schritten auf unterschiedlichen Maschinen ab: Schruppen und Schlichten. Das Feinschlichten auf Endmaß mit einstelliger μ-Toleranz findet dann in einer Aufspannung und ohne weitere Nachbearbeitung größenabhängig auf einer Horizontal- oder Vertikaldrehmaschine statt. Zerspant wird nass (Kühlschmierstoff), gespannt werden die Werkstücke auf speziellen Magnetspannfuttern.
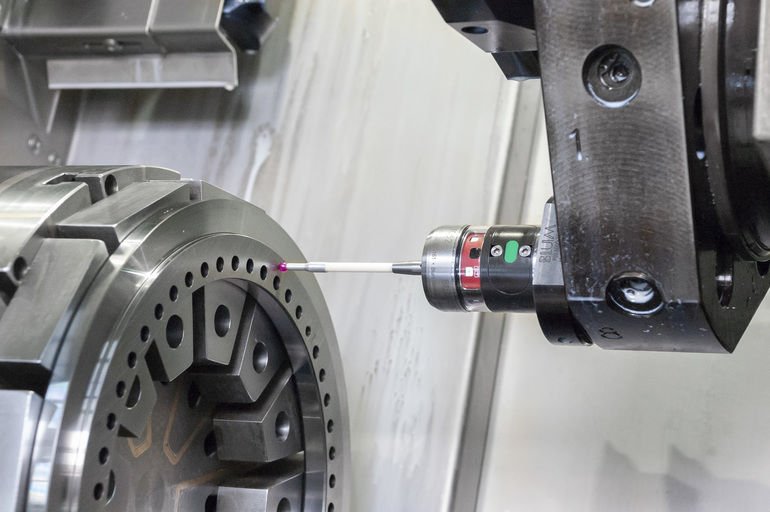
Gemessen werden wichtige Maße, die in Z-Richtung liegen, gleich in der Aufspannung, also direkt auf der Maschine – eine Neuerung, die heute signifikant zur Verbesserung der Fertigungsabläufe beiträgt. Diese hochgenaue Aufgabe übernimmt der berührende Taster TC52 von Blum-Novotest, der die Messwerte an einen Infrarotempfänger im Maschinenraum überträgt. Der TC52 wird auf den Hembrug-Horizontal-Hartdrehmaschinen über den Werkzeugrevolver in Position gebracht.
Gemessen werden alle wichtigen geometrischen Merkmale bei jedem Lager. Das sind Stufen, Breite des Außenrings, Innen- und Außendurchmesser, ebenso alle Anschlussmaße wie zum Beispiel die Bohrung – also die Stelle, wo der Kunde das Lager auf seine Welle schiebt.
Neben der generellen Verbesserung des Fertigungsprozesses hat man sich in Leutkirch von der Taster-Lösung auch eine noch höhere Genauigkeit beim Messen versprochen. Ebenso wichtig: Die Messwerte sollten schon während der Aufspannung zur Verfügung stehen. Schließlich muss der Prozess stabil gehalten und möglichst zeitnah die Information vorliegen, ob zum Beispiel nachgestellt werden muss.
Schon die ersten Tests mit dem TC52 zeigten schnell, dass das hochgenaue Werkstück-Messen die Erwartungen aller Beteiligten erfüllt und zum Teil übertroffen hatte. Denn nun konnten die Stufen sowie die Breite des Außenrings direkt in der Aufspannung teilautomatisiert gemessen werden. Das sind für Myonic extrem wichtige Maße: Hier hat man drei Laufbahnen, einmal radial und zweimal axial. Wenn man sich die Laufbahn als Hohlraum vorstellt, will man wissen, wie groß dieser ist. Denn dessen Größe wird über die Stufen definiert. So weiß der Mitarbeiter bei der Montage des Lagers, welches Abmaß und welcher Zylinderrollen-Durchmesser zueinander passen, um die richtige Vorspannung zu erhalten.
Gegenüber dem manuellen Messen führte der Wechsel zur In-Prozess-Lösung also zu genaueren Messergebnissen. Einen Riesenvorteil stellt zudem das Handling der Messobjekte dar. Denn die AXRY-Lager gibt es in der Baugröße 50 mm, die nur wenige Kilogramm wiegen, bis hin zu 650 mm Bohrungsdurchmesser, die knapp 200 kg auf die Waage bringen. Man kann sich vorstellen, dass bei diesem Gewicht der Handling-Aufwand beim manuellen Messen enorm ist. Je größer die Teile, desto größer ist für Myonic der Vorteil der In-Prozess-Messung.
Nach diesem erfolgreichen Start wurden bei Myonic dann auch die anderen Hembrug-Drehmaschinen mit den TC52-Tastern ausgerüstet. Mit dem Projektergebnis sind die Allgäuer sehr zufrieden, schließlich wurde man nochmals genauer und erfasst jetzt mehr Messpunkte in kürzerer Zeit. „Das gibt uns im Montageprozess bei der Verpaarung eine deutlich höhere Sicherheit. Ein nicht zu unterschätzender Vorteil ist zudem die Entlastung der Mitarbeiter, die nun mehr Zeit für andere Arbeiten haben“, fasst Christoph Sauter zusammen. „Auch wenn sich der Prozess in der Maschine verlängert hat, sind durch den Einsatz der Messtaster die Gesamtdurchlaufzeiten gesunken. Deshalb planen wir, zukünftig mit Blum die Durchmesser ebenfalls direkt auf der Maschine zu messen.“
Blum-Novotest GmbH
www.blum-novotest.com
Myonic GmbH
www.myonic.com
Blum-Novotest GmbH
Kaufstraße 14
D-88287 Grünkraut
Telefon: +49 (0) 751 6008–0
E-Mail: info@blum-novotest.com
Internet: www.blum-novotest.com
Dentalkomponenten und mehr…
Die Wurzeln von Myonic reichen bis zur Gründung von Roulements Miniatures de Bienne S.A. (RMB) im Schweizer Kanton Biel im Jahr 1936 zurück. 2001 wurde die RMB S.A. schließlich in Myonic GmbH umbenannt. Seit 2009 gehört Myonic als selbstständig agierendes Unternehmen zur japanischen MinebeaMitsumi-Gruppe. Myonic hat sich zwar ursprünglich auf Teile und Komponenten für die Dentalindustrie fokussiert, wo man seit vielen Jahren Weltmarktführer ist. Das kontinuierlich erweiterte Produktportfolio umfasst mittlerweile aber auch die Geschäftsfelder Werkzeugmaschinen, Medizin- und Feinwerkzeugtechnik, Automotive sowie Luft- und Raumfahrtanwendungen. Dennoch trägt der Medizin- und Dentalbereich mit 67 % nach wie vor den größten Anteil zum Umsatz des in Leutkirch im Allgäu beheimateten Unternehmens mit insgesamt 565 Mitarbeitern bei (www.myonic.com).






 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}