


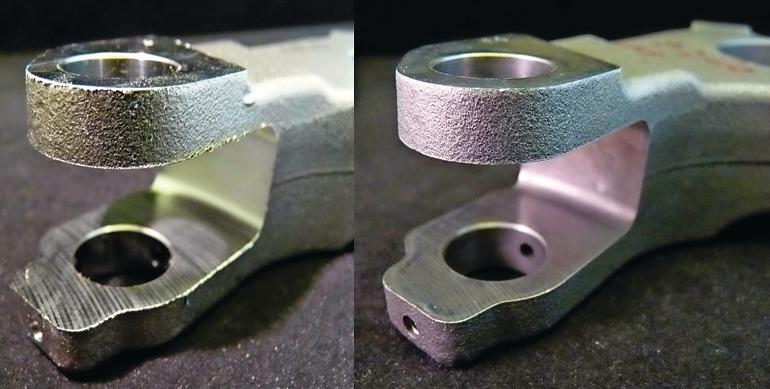

Am Entgraten, Verrunden und Polieren kommt heute praktisch kein Hersteller von Präzisionsbauteilen mehr vorbei. Aufgrund der dafür anfallenden, teilweise hohen Kosten, werden diese Fertigungsschritte häufig als notwendiges Übel betrachtet. Dabei ermöglicht der Einsatz der richtigen Technologie die prozesssichere Bearbeitung zu reduzierten Kosten.
Bei praktisch keinem Verfahren der klassischen Metallbearbeitung kann die Entstehung von Graten komplett vermieden werden. Da diese Fertigungs- beziehungsweise Bearbeitungsüberbleibsel sowohl unter funktionalen als auch ergonomischen Aspekten ein Risiko darstellen, müssen sie entfernt werden. Dies erfolgt nicht selten noch wie anno dazumal – manuell. Ganz abgesehen davon, dass dabei die erforderliche Prozesssicherheit und Reproduzierbarkeit nicht gewährleistet ist, verursacht die Handarbeit hohe Kosten und häufig viel aufwendige Nacharbeit. Beides geht zu Lasten der Wirtschaftlichkeit und Wettbewerbsfähigkeit. Kein Wunder also, dass das Entgraten, Verrunden und Polieren oft als notwendiges und kostentreibendes Übel gesehen wird.
Die stetig steigenden Anforderungen an die Prozesssicherheit in der Fertigung und die Produktqualität sowie der Kostendruck im globalen Wettbewerb erfordern eine wirtschaftlichere Durchführung der Fertigungsschritte Entgraten, Verrunden und Polieren. Gleichzeitig ist eine gleichbleibend hohe Qualität reproduzierbar zu gewährleisten. Dafür haben sich verschiedene Verfahren wie etwa das automatisierte Bürstentgraten, Entgraten mit speziellen, in die Bearbeitungszentren integrierten Werkzeugen, Gleitschleifen und Hochdruckwasserstrahlen etabliert. Zahlreiche dieser Verfahren wurden in den letzten Jahren weiterentwickelt und neue Technologien auf den Markt gebracht.
Gleitschleifen in neuer Dimension
Verschiedene Entwicklungen wie beispielsweise das Schleppschleifen und das so genannte Surf- oder Stream-Finishen ermöglichen beim Gleitschleifen die prozesssichere und wirtschaftliche Chargen-Bearbeitung beschädigungsempfindlicher Bauteile, die bisher nur kostspielig und nicht reproduzierbar manuell beziehungsweise mit sehr hohem Aufwand maschinell entgratet, geschliffen, poliert oder geglättet werden konnten.
Beim Schlepp-Finishen werden die Teile auf Werkstückhalterungen gespannt und diese durch einen Behälter mit Schleif- oder Polierkörpern geschleppt. Die gleichmäßige und allseitige Umströmung der Werkstücke durch die Schleif-/Polierkörper führt zu einer effektiven und doch schonenden Bearbeitung. Dabei wird auch bei Werkstücken mit komplexer Geometrie innerhalb relativ kurzer Zeit ein optimales, reproduzierbares Bearbeitungsergebnis in „Handmade-Qualität“ erzielt. Noch einen Schritt weiter geht das Surf- oder Stream-Finishing. Dabei taucht ein Roboter das Werkstück positionsgenau in den rotierenden und mit Schleifmedium gefüllten Arbeitsbehälter und führt es präzise. Dadurch können bestimmte Bereiche selektiv oder durch unterschiedliche Positionen des Roboterarms verschiedene Radien bearbeitet werden. Während das Bauteil gezielt im Schleifmedium surft, entsteht durch die Rotation des Arbeitsbehälters ein hoher Schleifdruck. Daraus resultiert eine intensive, prozesssichere Bearbeitung und ein bedarfsgerechtes Oberflächenfinish in sehr kurzen Taktzeiten.
Tausende Grate minutenschnell entfernen
Eine effiziente und reproduzierbare Chargenbearbeitung ermöglicht auch das thermische Entgraten (TEM). Es eignet sich für Bauteile aus nahezu allen metallischen Werkstoffen und aus Thermoplasten, bei denen innen- und außenliegende Grate selbst an sehr schwer zugänglichen Stellen zu entfernen sind. Für das Entgraten werden die Teile in der Anlage platziert, die verschlossen wird. Über ein Gasdosiersystem wird ein genau definiertes Gasgemisch in die Entgratkammer geleitet und durchströmt das gesamte Bauteil beziehungsweise die komplette Charge. Nach der Zündung kommt es zu einer vollständigen Verbrennung aller Innen- und Außengrate, wobei die Gratwurzeln versiegelt werden. Ein Werkstoffabtrag an der Oberfläche findet nicht statt. Da der Prozess lediglich wenige Millisekunden dauert, erwärmen sich die Werkstücke nur unwesentlich. Mit dem TEM lässt sich die Entgratqualität „scharfkantig/gratfrei“ prozesssicher erzielen. Eine leichte Kantenverrundung ist abhängig vom Werkstoff möglich. Limitiert ist der Einsatz des Verfahrens durch die Bauteilgröße und wenn eine gezielte Kantenverrundung beim Entgraten gefordert wird.
In diesen Fällen kann die berührungslos arbeitende elektrochemische Bearbeitung (ECM) Stärken ausspielen. Das Verfahren basiert auf dem Prinzip der Elektrolyse. Eine Elektrode wird als Werkzeug kathodisch gepolt an eine Gleichstromquelle angeschlossen. Die andere Elektrode ist das anodisch gepolte Werkstück. In einer wässrigen Elektrolytlösung erfolgt zwischen Kathode und Werkstück ein Ladungsaustausch, der das Werkstück gezielt bearbeitet.
Entgraten mit Zusatzfunktion
Auf diese Weise lassen sich einerseits schwer zugängliche Bereiche wie Kanten, Hinterschnitte, innenliegende Bohrungsverschneidungen und Taschen an genau definierten Werkstückbereichen präzise und prozesssicher entgraten. Gieß-, Press- und Schmiedegrate können ebenfalls entfernt werden. Andererseits ermöglicht ECM, beispielsweise Konturen, Kanäle, Nuten und Auskesselungen reproduzierbar in höchster Präzision ohne thermische oder mechanische Belastung herzustellen. Das ECM-Verfahren erfüllt dadurch die immer häufiger gestellte Forderung nach einer gratfreien Bearbeitung – und das mit einer hohen Oberflächengüte.
Sie ist auch ein Merkmal des Druckfließläppens, alias Stömungsschleifen, mit dem sich Ra-Werte kleiner 0,01 µm erzielen lassen. Das Verfahren kommt für das wirtschaftliche Entgraten, Kantenverrunden und Polieren von Innen- und Außenflächen anspruchsvoller Bauteile aus der Automobil- und Luftfahrtindustrie, dem Turbinenbau, der Medizin- und Fluidtechnik, Lebensmittelverarbeitung, dem Formen- und Werkzeugbau, allgemeinen Maschinenbau und weiteren Branchen zum Einsatz. Die Bearbeitung erfolgt mit Schleifkörnern, die in Art, Größe und Konzentration auf die jeweilige Aufgabe angepasst und in eine polymere Kunststoffmasse mit definierter Viskosität eingebettet sind. Dieses Schleifmedium wird durch hydraulisch angetriebene Kolben unter definiertem Druck in wechselnder Richtung durch beziehungsweise über den zu entgratenden Bauteilbereich geströmt.
Entgraten, Reinigen, Verrunden und Verfestigen der Oberfläche in einem Arbeitsschritt ermöglicht das so genannte Pinflow-Verfahren. Die zu bearbeitenden Werkstücke werden dafür in eine teilespezifische, als Behälter ausgeführte und mit Bearbeitungsmedium (kleine Stahlkugeln) gefüllte Vorrichtung im Bearbeitungsraum der Maschine gespannt. Vibratoren versetzen die Vorrichtung dann in horizontale Schwingungen, die eine Relativbewegung zwischen Werkstück und Entgratmedium erzeugen. Die dabei entstehende kinetische Energie der Stahlkugeln wird zur Bearbeitung der Außen- und Innenflächen auf das Werkstück übertragen, wobei auch an schwer zugänglichen Stellen ein Entgrateffekt hervorgerufen wird.
Deburring Expo www.deburring-expo.de
Branchentreff für Entgrat- und Poliertechnologie

Welche Verfahren ermöglichen eine prozesssichere und wirtschaftliche Entgratung und Oberflächenbearbeitung? Welche neuen Technologien stehen fürs Entgraten, Verrunden und Polieren zur Verfügung? Welche Maßnahmen tragen dazu bei, Grate zu minimieren? Antworten auf diese und viele weitere Fragen bietet die Deburring Expo. Mit der Fachmesse für Entgrat- und Poliertechnologie hat die Fairxperts GmbH & Co. KG eine Plattform geschaffen, auf der sich Anwender aus allen Branchen umfassend über entsprechende Technologien informieren können. Die 1. Deburring Expo findet vom 13. bis 15. Oktober 2015 in der Messe Karlsruhe statt. Das Ausstellungsportfolio umfasst Anlagen, Systeme und Werkzeuge für das Bandschleifen, Bürsten, Strömungsschleifen (Druckfließläppen), Gleitschleifen, Strahlen mit festen und flüssigen Medien wie beispielsweise Hochdruckwasserstrahlen und CO2-Strahlen, Strahlspanen, magnetabrasives Feinentgraten, Ultraschallentgraten, chemisches Badentgraten, elektrochemisches Entgraten (ECM), Elektronenstrahlentgraten, thermisch-chemisches Entgraten (TEM), mechanisches Entgraten, Polierläppen, Polierhonen, elektrolytisches Polieren, Plasmapolieren, Laserpolieren, Tauch- und Bürstpolieren sowie Mess-, Prüf- und Analysesysteme. Weitere Informationen unter www.deburring-expo.de
Mehr zum Thema Feinstbearbeitung
Teilen:







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}