





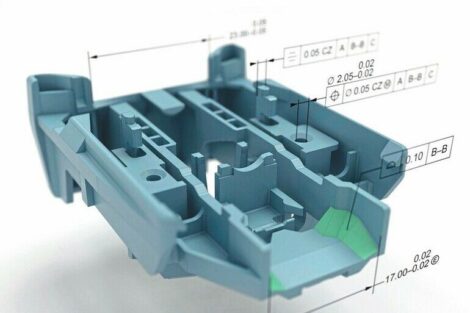
Immer mehr Unternehmen entscheiden sich für die Inline-Messung, d. h. direkt in der rauen Fertigungsumgebung – aus guten Gründen und mit Erfolg. Neben Koordinatenmessgeräten stehen neuerdings sogar Computertomographen dafür zur Verfügung.
„Das Messaufkommen in der Produktion ist in den vergangenen Jahren stark gestiegen“, sagt Andrzej Grzesiak. Der Senior Director Business Unit Metrology Systems bei Carl Zeiss Industrielle Messtechnik nennt dafür mehrere Gründe: Erstens verlangen gesetzliche Vorgaben immer häufiger nach einer ganzheitlichen Dokumentation der Produktqualität, nicht nur in der Medizintechnik. Zweitens prüfen immer mehr Unternehmen häufig 100 Prozent einer Charge statt nur Stichproben. Zu groß ist das Risiko von Schadenersatzforderungen. Und zu klein sind die Toleranzen der Maße, die darüber entscheiden, ob ein Produkt einwandfrei funktioniert oder nur Mittelmaß erreicht. Außerdem führen immer kleinere Losgrößen dazu, dass lange Produktionsanläufe und Vorserien sich nicht mehr rentieren. Stattdessen versuchen Unternehmen, die einzelnen Prozessschritte abzusichern: durch häufigere und umfangreichere Messungen.
Um das gestiegene Messvolumen bewältigen zu können, stehen Fertigungsunternehmen und Messtechnikhersteller vor der Herausforderung, die Geschwindigkeit der Qualitätsprüfung zu erhöhen. Dies gelingt entweder durch schnellere Messgeräte – oder aber durch die stärkere Integration der Messtechnik in den Produktionsablauf. Denn nicht selten bleibt beim Transport zwischen Bearbeitungsmaschine und Messraum viel Zeit auf der Strecke.
Voraussetzung für jede Messung in der Fertigungsumgebung ist, dass die Koordinatenmessmaschinen unempfindlich gegenüber Staub, Temperaturschwankungen und mechanischen Schwingungen sind. Zeiss hat eine eigene Reihe von Messgeräten entwickelt, die diese Anforderungen erfüllen. „Unsere Inline-Koordinatenmessgeräte erfreuen sich wachsender Beliebtheit“, sagt Grzesiak. „Dafür ist neben der Verlagerung von Messungen aus dem Messraum in die Fertigungsumgebung auch die zunehmende Ablösung manueller Messungen mit Lehren verantwortlich.“
Wirtschaftlichere Messvorgänge
Der mittelständische Automobilzulieferer Erkert, der mit 940 Mitarbeitern im Stuttgarter Raum Präzisionsdrehteile herstellt, stieg in den 2000er Jahren in das Geschäft für Diesel-Einspritzpumpen ein, mit dem er heute 70 Prozent seines Umsatzes generiert. Die geplanten Stückzahlen von mehreren Millionen Bauteilen pro Jahr erforderten nicht nur eine präzise Qualitätssicherung, sondern auch eine schnelle Abwicklung der Messungen. Bis zum Einstieg in das neue Geschäftsfeld betrieb Erkert klassische Messräume außerhalb der Produktionsumgebung. Dort lieferten die Maschinenbediener ihre Werkstücke ab, die Messungen selbst führten Messtechniker durch. „Weite Wege und Wartezeit im Messraum waren an der Tagesordnung“, sagt Nikolaj Beck, Leiter der Qualitätssicherung bei Erkert. Deshalb entschied sich das Unternehmen parallel zum Einstieg ins neue Geschäftsfeld auch für die Verlagerung der Koordinatenmessgeräte in die Produktionsumgebung.
Ob fertigungsbegleitende Stichprobenmessung oder Warenein- und -ausgangskontrolle – sämtliche Messungen finden bei Erkert heute in der Fertigungshalle statt: entweder direkt neben den Bearbeitungsmaschinen oder in Messräumen, die in die Halle integriert sind. Insgesamt acht Koordinatenmessmaschinen vom Typ Zeiss Gagemax, die bis auf wenige µm genau messen, setzt das Unternehmen in unmittelbarer Nähe der Bearbeitungsmaschinen ein. In den klimatisierten Messräumen innerhalb der Fertigungshallen stehen insgesamt 17 Portalmessgeräte vom Typ Zeiss Prismo navigator. Auch diese sind auf den Einsatz in der Produktionsumgebung ausgerichtet, benötigen aber aufgrund ihrer hohen Präzision eine gleichbleibend temperierte Umgebung.
„Das Messen in der Fertigungsumgebung hat unsere Messvorgänge wesentlich wirtschaftlicher gemacht“, sagt Beck. Zum einen fielen die Wege von der Maschine in den Messraum ebenso weg wie die Wartezeit dort. Zum anderen könne der Maschinenbediener nun vor Ort unmittelbar auf seine Messergebnisse reagieren, etwa durch Anpassungen an der Bearbeitungsmaschine.
80 Prozent Messzeit gespart
Vor etwas anderen Herausforderungen stand Pankl Racing Systems: Bei dem österreichischen Rennsportzulieferer laufen nicht Millionen Stückzahlen vom Band, sondern Kleinserien von beispielsweise 30 Teilen. Denn Formel 1, Nascar und Co. verlangen eine ständige Weiterentwicklung der Motor- und Antriebskomponenten. 12 oder mehr Maschinenarbeitsgänge pro Komponente erhöhen den Aufwand für die prozessbegleitenden Messungen bei Pankl zusätzlich. Für diese Messungen – häufig 100-Prozent-Kontrollen – setzte Pankl bis vor wenigen Jahren hauptsächlich Handmessmittel ein, von Messschiebern und Schnelltastern über Höhenmessgeräte und Mikrometer bis hin zum Konturmessgerät. „Das nahm viel Zeit in Anspruch und war zudem mitarbeiterabhängig“, erinnert sich Mario Pichler, Leiter Qualitätssicherung bei Pankl Engine Systems. Deshalb entschloss sich Pankl, das 3D-Koordinatenmessgerät Duramax zu testen. Diese kompakte Messmaschine wurde von Zeiss speziell dafür entwickelt, Handmessmittel in der Fertigungsumgebung zu ersetzen. Bei Pankl war sie schon nach kurzer Zeit nicht mehr wegzudenken.
80 Prozent der Messzeit spart Pankl heute bei bestimmten Messaufgaben ein, weil alle Messungen, die früher von Hand stattfanden, an Koordinatenmessgeräten in der Fertigungsumgebung vorgenommen werden. Laut Prüfplan sind beispielsweise im Anschluss an das Fräsen der Konturen eines Pleuels circa 80 Merkmale zu messen. Pichler: „Vor der Duramax-Ära benötigte man dazu sechs verschiedene Lehren und ein Höhenmessgerät mit fünf unterschiedlichen Aufspannungen.“ Eine Stunde und zwanzig Minuten habe dies in Anspruch genommen. Heute spannt der Mitarbeiter das Werkstück auf ein einziges Koordinatenmessgerät, das Zeiss Duramax. Auf Knopfdruck scannt der Messtaster das Bauteil automatisch und erfasst in gerade einmal einer Viertelstunde sämtliche benötigten Werte.
Maschinenbediener messen selbst
Sowohl bei Pankl als auch bei Erkert übernehmen heute die Maschinenbediener die Messungen an den Koordinatenmessgeräten in der Fertigungsumgebung. Das erforderte eine neue Arbeitsteilung zwischen Maschinenbedienern und Messtechnikern: Letztere erstellen bei Pankl an Offline-Programmierstationen die Messprogramme und bereiten die Vorrichtungen zur Aufspannung der Werkstücke so vor, dass die Produktionsmitarbeiter genau wissen, wie sie ihr Werkstück auf dem Koordinatenmessgerät zu positionieren haben. Mit Hilfe dieser Grundlagen können die Maschinenbediener dann einen Großteil der prozessbegleitenden Messungen selbst durchführen: Sie müssen nur noch das Programm auswählen und die Messung starten. Der jeweilige Schichtleiter ist darin geschult, im Fall von Komplikationen das Koordinatenmessgerät neu zu starten – was allerdings bislang selten vorkam.
Computertomograph für die Fertigungslinie
Während Koordinatenmessgeräte sich zunehmend in der Fertigungshalle etablieren, galt dies für Computertomographen bisher noch nicht – aus zwei Gründen: Messzeiten von einigen Minuten, wie sie bei Computertomographen bisher die Regel waren, ließen sich nicht mit dem Fertigungstakt vereinen. Zudem musste das empfindliche Gerät vor Temperaturschwankungen geschützt werden. Deshalb nutzen Unternehmen außerhalb des Messraums häufig die 2D-Radiographie, um Werkstücke zu durchleuchten und auf von außen unsichtbare Defekte, wie z. B. Lunker, zu prüfen. Bei diesem Verfahren durchleuchten ebenfalls Röntgenstrahlen die Werkstücke. Der Nachteil: Die zweidimensionalen Ergebnisse liefern lediglich eine Aussage darüber, ob ein Bauteil gut oder schlecht ist. Größe und Lage von Defekten lassen sich dagegen nur eingeschränkt erkennen.
Zeiss hat aktuell einen Computertomographen entwickelt, der dreidimensionale Volumenmodelle generiert und sich dennoch für die Fertigungsumgebung eignet: Er ist bei Temperaturen zwischen 15 und 40 Grad Celsius einsatzfähig und benötigt für die Messung zwischen 10 und 50 Sekunden. Um solch kurze Messzeiten zu erzielen, erhöhte Zeiss die Röntgenleistung, sprich die Lichtstärke, im Vergleich zu den bisherigen Tomographen-Modellen. Vergleichbar ist diese Weiterentwicklung mit der Automatik einer Kamera, die kürzere Belichtungszeiten erzielt, wenn durch eine weit geöffnete Blende mehr Licht auf das Bild fällt. Belädt der Anwender das Gerät mit mehreren Bauteilen gleichzeitig, lässt sich die Taktzeit sogar auf unter eine Sekunde pro Bauteil senken.
Carl Zeiss Industrielle Messtechnik www.zeiss.de/industrial_metrology
Teilen:





 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}