

Grate, kleine Überbleibsel aus der Fertigung, können große Schäden verursachen, beispielsweise wenn sie sich während der späteren Nutzung eines Produkts lösen. Neben funktionellen erfordern auch ergonomische und ästhetische Gründe die Entfernung von Graten. Wie effizient und prozesssicher dies erfolgt, hängt von der eingesetzten Technik ab.
Autorin: Doris Schulz
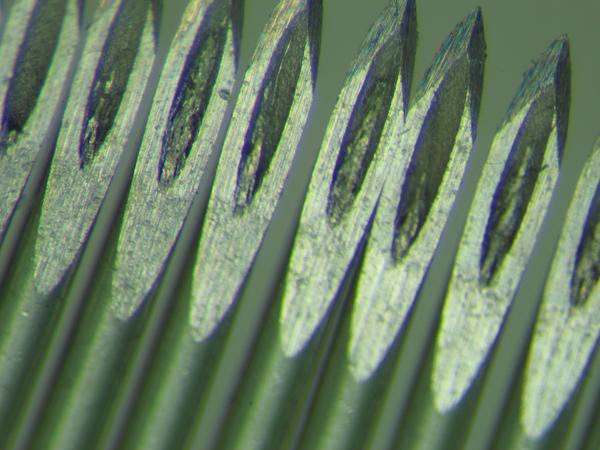
Bei nahezu allen Fertigungsverfahren kommt es zu einer Gratbildung. In Urform- und Umformprozessen ist sie durch den Herstellungsprozess – Grat und Werkstück sind Abbild einer negativen Form – relativ gut vorhersehbar. Dies ist auch beim Stanzen aufgrund der eindimensionalen „Schneidbewegung“ zwischen Werkzeug und Bauteil der Fall. Ganz anders dagegen beim Spanen: Hier erweist sich die Gratbildung aufgrund der räumlichen Relativbewegung zwischen Schneide und Werkstückoberfläche als deutlich komplexer. Die Gratbildung hängt hier von verschiedenen Parametern wie Materialeigenschaften, Qualität des Schneidwerkzeugs, Vorschubgeschwindigkeit, Schnitttiefe, Teilegeometrie, Schneidkantenradius, Schnitt- und Kantenwinkel ab.
Gratvermeidung spart Kosten
Der Anteil der auf das Entgraten entfallenden Herstellungskosten ist abhängig von der Bauteilpräzision und -komplexität. Bei Präzisionsbauteilen wie beispielsweise Triebwerkskomponenten liegt er durchschnittlich bei 30 Prozent, bei Bauteilen aus der Automobilbranche sind es immerhin noch zwischen 15 und 20 Prozent. Angesichts der nicht unerheblichen Kosten für das Entgraten, lohnt es sich, Grate zu vermeiden oder zumindest zu verringern. Dies beginnt bereits in der Bauteilkonstruktion, beispielsweise durch die Vermeidung beziehungsweise Verringerung enger Radien und spitzer Winkel.
Bei der Prozessplanung gibt es ebenfalls einige Ansätze: Dazu zählen neben einem regelmäßigen Werkzeugwechsel zum Beispiel Bohrer mit größeren Spitzenwinkeln, durch die sich die zu erwartende Grathöhe an Ein- und Austrittsstellen verringern lässt. Empfehlenswert sind auch Radienanschliffe zur Gratverringerung. Bei Querbohrungen lassen sich Grate verringern, wenn ein Neigungswinkel von über 45° im Verhältnis zum Lot vermieden wird. Auch die Bearbeitungsreihenfolge große Bohrung vor kleiner Bohrung wirkt sich positiv auf die Gratentstehung aus.
Beim Fräsen können die meisten Grate durch eine Optimierung der Verfahrenswege verringert oder sogar vermieden werden. So ist es günstig, Bearbeitungsschritte an weniger wichtigen Kanten zu beginnen und zu beenden sowie Werkzeugaustritte über den Rand hinaus zu vermeiden. Werden nach langen Frässequenzen schnelle Austritte über die Kante hinweg vermieden und der Vorschub an Kanten und beim Austritt verringert, trägt dies ebenfalls zu einer Reduzierung der Gratbildung bei wie eine starke Kühlung während des Fräsvorgangs.
Bei der Auswahl des optimalen Entgratverfahrens spielen folgende Faktoren eine Rolle: der Verwendungszweck des Bauteils, die Länge des Grats vor der Entgratung und der maximal zulässige Restgrat, die Losgröße der zu entgratenden Werkstücke sowie die erforderliche Entgratqualität. Bei Letzterem geht es unter anderem darum, ob eine definierte Kantenverrundung beispielsweise für Kabeldurchführungen erforderlich ist oder wie häufig bei Komponenten für die Hydraulik und Pneumatik eine gratfreie, scharfkantige Oberfläche erzielt werden muss.
Den Grat an der Wurzel packen
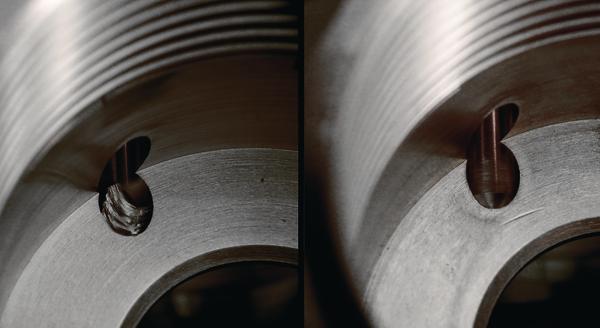
Für das Entgraten haben sich verschiedene klassische Verfahren wie Senken, Fräsen, Schleifen, Gleitschleifen oder Strahlen mit unterschiedlichen Medien etabliert. Insbesondere bei spanenden Entgratverfahren ist mit Sekundärgraten an der Ein- und Austrittsstelle des Werkzeugs zu rechnen. An Grenzen stoßen die teilweise manuell ausgeführten Methoden außerdem, wenn eine sehr hohe Prozesssicherheit gefordert wird oder sehr viele Entgratstellen an einem Bauteil vorhanden sind, sowie bei innenliegenden Entgratbereichen. Solche Aufgaben lassen sich mit Verfahren wie dem thermischen Entgraten (TEM), elektrochemischen Entgraten (ECM), Hochdruckwasserstrahlentgraten (HDW), Strömungsschleifen sowie dem chemischen Badentgraten effizient und prozesssicher erfüllen.
Themisches Entgraten
Das TEM-Verfahren, das auch für Schüttgut geeignet ist, kommt zum Einsatz, wenn sich die Fertigungsüberbleibsel aus spanenden Fertigungsprozessen an schwer zugänglichen Stellen befinden und „Gratfreiheit“ in gleichbleibend hoher Qualität gefordert wird. Für das Entgraten werden die Teile in der Anlage platziert, die verschlossen wird. Über ein Gasdosiersystem wird ein genau definiertes Gasgemisch in die Entgratkammer geleitet und durchströmt das gesamte Bauteil beziehungsweise die komplette Charge. Nach der Zündung kommt es zu einer Verbrennung, bei der Temperaturen von 2500 bis 3300 °C entstehen. Die Grate erreichen dabei ihre Zündtemperatur und reagieren mit dem überschüssigen Sauerstoff. Dies führt innerhalb von 20 ms zu einer vollständigen Verbrennung aller Grate, wobei die Gratwurzel versiegelt wird.
Das Verfahren lässt sich für Bauteile aus nahezu allen metallischen Werkstoffen sowie aus Thermoplasten einsetzen, wobei die Bauteilgeometrie eine untergeordnete Rolle spielt. Mit dem TEM lässt sich die Entgratqualität „scharfkantig/gratfrei“ erzielen. Eine leichte Kantenverrundung ist abhängig vom Werkstoff ebenfalls möglich. Limitiert ist der Einsatz des Verfahrens einerseits durch die Bauteilgröße, andererseits wenn eine gezielte Kantenverrundung beim Entgraten zu erreichen ist.
Elektrochemisches Entgraten
In diesen Fällen kann das berührungslos arbeitende elektrochemische Entgraten seine Stärken ausspielen. Mit ECM lassen sich Kanten und Bohrungsverschneidungen an genau definierten Werkstückbereichen präzise entgraten. Gieß-, Press- und Schmiedegrate können ebenfalls entfernt werden. Für den Entgratprozess wird das Bauteil als Anode (positiv) und das Werkzeug als Kathode (negativ) geschaltet, der Ladungstransport erfolgt durch eine Elektrolytlösung. Die Grate werden durch den Elektronenstrom vollständig aufgelöst. Ein weiterer Vorteil des Verfahrens ist die gezielte Bearbeitung von Bauteilen. Es lassen sich damit gratlos beispielsweise Konturen, Strukturen oder komplette Bohrungen in das Bauteil einbringen, und dabei kann sogar „um die Ecke“ gebohrt werden.
Strömungsschleifen
Das Strömungsschleifen, auch Druckfließläppen genannt, kommt zum Entgraten, Polieren und Kantenverrunden von schwer erreichbaren Teilegeometrien wie beispielsweise sich kreuzenden Bohrungen zum Einsatz. Während des Prozesses werden in eine hoch viskose Paste eingebettete Schleifkörper unter definiertem Druck in wechselnder Richtung durch den zu entgratenden Bauteilbereich gepresst. Zu den Vorteilen dieses Verfahrens zählt auch die mit Ra 0,1 µm hohe Oberflächengüte der entgrateten Bereiche. Bearbeitet werden mit diesem Verfahren unter anderem Bauteile in der Automobilindustrie, der Luft- und Raumfahrt, biomedizinische Produkte sowie Extrusionswerkzeuge für Aluminium- und Plastikprofile.
Hochdruckwasserstrahlen
Typische Anwendung des Hochdruckwasserstrahlens ist die gleichzeitige Entgratung und Reinigung von Werkstücken in der Fahrzeug- und Zulieferindustrie, dem Maschinenbau und der Hydraulikindustrie. Der, je nach Anwendung auf 2000 bar und mehr beschleunigte, Wasserstrahl wird mit Hilfe von speziellen Werkzeugen wie Düsen und Lanzen gezielt auf die zu bearbeitenden Stellen des Bauteils gelenkt. Dadurch lassen sich auch schwer zugängliche Bereiche wie Verschneidungen und Bohrungen erreichen. Die hohe kinetische Energie des Wasserstrahls trägt dabei nicht nur die Grate an den Bearbeitungsstellen schnell und zuverlässig ab, sie entfernt auch Späne und sonstige am Bauteil anhaftende Verunreinigungen zuverlässig. Die Reinigungswirkung lässt sich durch hochdruckfähige Reinigungsmedien verstärken.
CO2-Schneestrahlen
Gleichzeitiges Reinigen und Entgraten ermöglicht auch das Strahlen mit CO2-Schnee, das bei Bauteilen aus Leichtmetallen und Kunststoffen zunehmend an Bedeutung gewinnt. Das flüssige Kohlendioxid wird mit Druckluft beschleunigt. Beim Auftreffen der minus 78,5 °C kalten Schneekristalle auf die zu bearbeitende Werkstückoberfläche kommt es zu einem mechanischen, thermischen und Sublimationseffekt. Die Entgratwirkung basiert einerseits auf dem mechanischen Effekt, der durch die kinetische Energie beim direkten Auftreffen der Schneekristalle ausgelöst wird. Andererseits entsteht an der zu entgratenden Stelle eine turbulente Strömung, die den Grat einer Biege-Wechselbelastung aussetzt, unter der er abbricht. Dabei werden auch an der Oberfläche befindliche Partikel entfernt. Das CO2 sublimiert unter Umgebungsdruck, wobei es zu einer kurzen Flüssigphase kommt, in der es als Lösemittel wirkt und organische Verschmutzungen wie beispielsweise Fette, Öle und Polierpasten abreinigt. Zurück bleiben durch die vollständige Sublimation nur die entfernten Grate und die abgereinigten Verschmutzungen.
Teilen:



















{kind=link}