
„Unsere Ingenieure sind schon lange Vordenker, wenn es darum geht, energieeffiziente Maschinen zu bauen“, sagt Tobias Schwörer, Leiter Entwicklung und Konstruktion bei der Maschinenfabrik Berthold Hermle AG. Denn das Thema ist nicht neu: In den 2000ern war es die „Total Cost of Ownership“, hinzugekommen sind in der jüngsten Zeit der Energieverbrauch und der CO2-Fußabdruck.
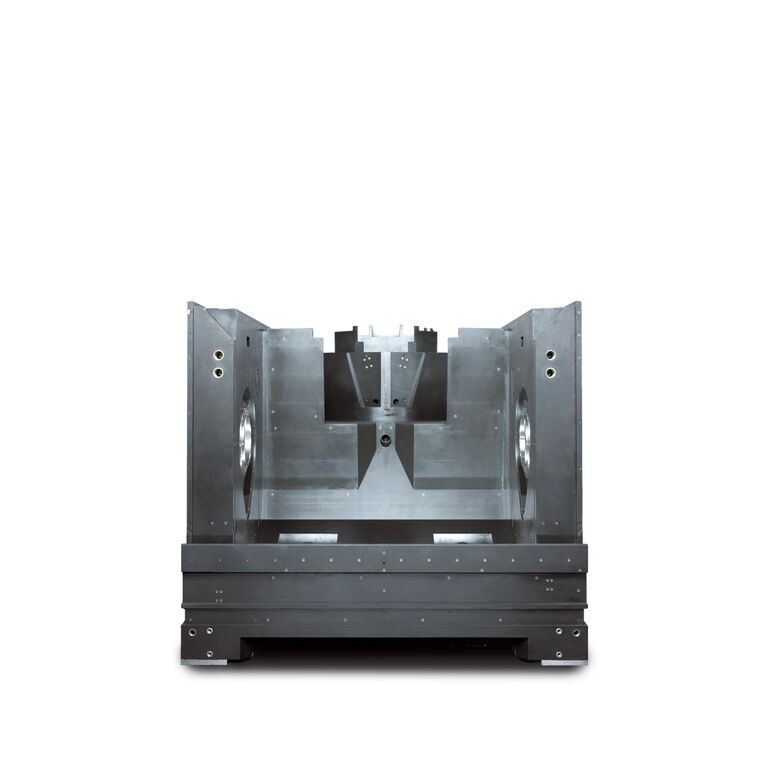
Nachhaltig bedeutet aber nicht nur sparsam, sondern auch langlebig. „25 oder 30 Jahre Betriebszeit sind keine Seltenheit für unsere Bearbeitungszentren. Auch das zeichnet unsere Produkte aus und macht sie ressourcenschonend“, ergänzt Schwörer. Dies zu erreichen, sei eines der Ziele bei der Maschinenentwicklung und -produktion. Dabei sei auch zu erwähnen, dass die Herstellung der Mineralgussbetten- und -bauteile, im Vergleich zu Grundkörpern in konventioneller Bauweise, besonders ressourcenschonend ist.
Die möglichst lange Nutzungsdauer bringt einige Herausforderungen mit sich – sowohl für die Entwickler als auch die Servicetechniker. „Wir müssen schon bei der Konzeption Reparaturszenarien im Kopf haben und daran denken, wie die Maschine in zehn oder zwanzig Jahren Instand gesetzt werden kann“, sagt Schwörer.
Die Teileverfügbarkeit ist dabei ein wichtiger Aspekt, bei dem der Service durchaus erfinderisch sein muss – besonders bei elektronischen Komponenten, da die Elektronikentwicklung, getrieben vom Consumermarkt, deutlich kürzeren Produktlebens- und Innovationszyklen unterliegt als der Maschinenbau. Hier ist technologisch in den vergangenen zwanzig Jahren zu viel passiert, als dass beispielsweise Bedienelemente oder Reglereinheiten langfristig als Original-Ersatzteile zur Verfügung stünden.
Hermle muss vielmehr in der Lage sein, diese durch Produkte neuerer Generation zu ersetzen. Dafür braucht es eine vorausschauende Strategie: Systeme, die schneller veralten, versucht der Hersteller zu adaptieren, statt sie zu integrieren, und ermöglicht damit später den möglichst problemlosen Austausch.
Prozess ist ausgereizt
Auf der Suche nach Einsparpotenzialen richten die Entwickler ihren Fokus mittlerweile auf die Peripherie. Denn hier entscheidet sich, wie energieeffizient ein Bearbeitungszentrum am Ende wirklich ist. „Mit der Antriebstechnik sind wir auf dem Stand der Zeit – und das eigentlich schon seit 20 Jahren. Auch die Rückgewinnung der Bremsenergie ist schon lange Usus bei Hermle“, sagt der Maschinenbauingenieur. So sind bei den Hauptantrieben schon längst hochwertige Servoantriebe Standard und Torqueantriebe in den Rundtischen keine Seltenheit mehr. Auch die Handlingsysteme der Automatisierung laufen überwiegend vollelektrisch.
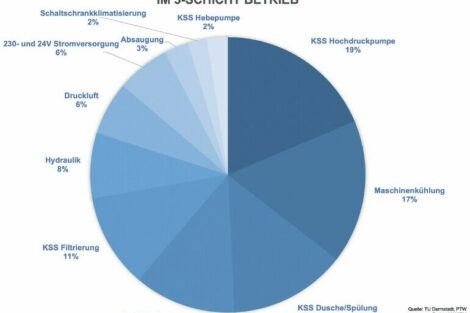
Einen großen Teil der Energie benötigen dagegen die Geräte, die in den vergangenen Jahrzehnten um den Bearbeitungsprozess herum entstanden sind – wie die Ölnebelabsaugung, die Späneförderung sowie der ganze Kühlmittelhaushalt inklusive Innenkühlung der Werkzeuge. Dies ist ein nicht zu vernachlässigender Energiebedarf, den auch die Energierückgewinnung nicht ausgleichen kann. Dennoch: „Betrachten wir den Bedarf im Verhältnis zur Produktivität, schlagen die modernen Anlagen die alten um Längen“, betont Schwörer.
Die Entwickler fokussieren sich daher darauf, die Nebenverbraucher zu optimieren. Wenn sie beispielsweise mit einer Frequenzregelung den Kühlmitteldruck für die Innenkühlung von Werkzeugen variabel gestalten, kann der Anwender in seiner Fertigung Energie sparen. Dazu muss er allerdings seinen Prozess genau kennen und die Drücke den Werkzeugen und der jeweiligen Bearbeitungssituation eindeutig zuordnen. „Ohne Aufwand – also einfach auf Knopfdruck – geht das nicht“, kommentiert der Entwicklungsleiter.
Viel Energie liegt in der Luft
Neben dem Stromverbrauch haben die Gosheimer auch den Druckluftbedarf der Maschinen im Blick. Einen besonders hohen Einfluss hat die Reinigungs- und Sperrluft, zum Beispiel für den sauberen Werkzeugwechsel oder die Labyrinth-Dichtungen der hochdrehenden Motorspindeln. Hier sparen die Entwickler Druckluft ein, indem sie die Abdichtungen und Strömungsverhältnisse optimieren.
Darüber hinaus versuchen sie, wo immer es geht, auf Komponenten zu setzen, die möglichst gar keine Reinigungs- oder Sperrluft mehr brauchen. Hermle vermeidet zudem pneumatische Antriebe in seinen Automationssystemen und setzt stattdessen konsequent auf elektrische Antriebe, wo immer dies sinnvoll umzusetzen ist.
„Ein zukünftig steigender Trend wird auch die Vernetzung der Maschinen mit der Gebäudetechnik sein“, greift Schwörer ein Thema auf, das über die Grenzen der Fräszentren hinausblickt. Denn eine Energieform, die heute in größeren Mengen an den Maschinen anfällt, ist bis dato fast ungenutzt: die Abwärme. Kälteaggregate kühlen unter anderem die Motorspindel oder den NC-Tisch und geben die Wärme einfach an die Hallenumgebung ab. Diese muss wiederum über Klimaanlagen temperiert werden.
„Sinnvoller wäre es, diese Form der Energie über Wärmetauscher in den Wärmekreislauf der Gebäudetechnik zu leiten. Auch wenn alle Beteiligten hier noch am Anfang stehen, birgt dieser Ansatz ein enormes Potenzial, die Energieeffizienz in Fertigungsbetrieben weiter zu steigern“, verrät Schwörer. Nicht zu vergessen sei auch das softwareseitige Energiemanagement einer Fertigungsanlage. „Aufgrund des hohen Energiebedarfs der Peripheriegeräte sind Programme wie die Feierabendabschaltung – also ein gestufter Stand-by-Betrieb eines Bearbeitungszentrums – mehr als sinnvoll“, ergänzt der Entwicklungsleiter.
Die Auswirkungen der hardware- und softwareseitigen Eingriffe bemerkt der Anwender zunächst beim Blick auf seine Stromrechnung. Darüber hinaus sind öffentliche Investitionsförderungen für Bearbeitungsmaschinen zunehmend an deren Energieeffizienz gekoppelt. Hierbei spielt auch die CO2-Last eine Rolle, mit der die Bearbeitungszentren beim Anwender eintreffen.
Um diese möglichst gering zu halten, setzt Hermle auf eine moderne Gebäudetechnik und möglichst kurze Lieferketten. So kommen die Mineralgussbetten sowie die Blechumhausungen aus dem eigenen Werk in Zimmern ob Rottweil, das keine 20 km von Gosheim entfernt ist. Für Materialien und Kaufteile sucht sich der Maschinenbauer bewusst lokale Bezugsquellen im deutschsprachigen Raum und im nahen Europa. Ein gasbetriebenes Blockheizkraftwerk versorgt die Fertigung mit Strom und Wärme, während das integrierte Melde- und Leitsystem der Klimaregelung und Lichtsteuerung mit Pausen- und Nachtabschaltung für ein effizientes und zugleich angenehmes Arbeitsklima sorgt.
Effizienz vor dem ersten Span
Bei der Zerspanung geht es nicht mehr nur um die Produktivität, sondern eben auch um die Ressourceneffizienz. Dies bedeutet wiederum zuverlässige Fertigungsabläufe über lange Zeiträume. Auch hier sorgen das softwareseitige Management des Fertigungsprozesses wie die interne Kollisionsüberprüfung und moderne CAD/CAM-Programme mit aussagekräftiger Simulation dafür, dass am Ende der Anwender ein perfektes Werkstück in seinem Bearbeitungszentrum vorfindet – möglichst ohne Einfahren, Testläufe und Ausschuss. Denn auch das spart Energie. Wie nachhaltig eine Maschine arbeitet, hängt also nicht mehr allein von der Mechanik ab, sondern auch vom Einsatz intelligenter Softwaretools, dem Know-how des Bedieners und – in naher Zukunft – von der Vernetzung mit der Gebäudetechnik.
Hermle AG
www.hermle.de
Mehr zum Thema Nachhaltigkeit




















{kind=link}