




Seit der Elektronikkonzern Rohde & Schwarz das NC- Simulationstool Vericut an der Schnittstelle von Programmierung zu Fertigung im Werk Teisnach einsetzt, sind nicht nur programmbedingte Kollisionen passé. Auch Fehler bei der Eilgangzerspanung, beim Endschalter oder unvollständige Materialzerspanung gehören seit 2012 der Vergangenheit an. Mitte 2014 lautete das erste Zwischenfazit: 2 Jahre, 5 Monate und 27 Tage ohne einen einzigen Crash durch ein fehlerhaftes NC-Programm.
Mit 9800 Mitarbeitern und einem Umsatz von 1,75 Milliarden Euro im Geschäftsjahr 2013/2014 (Juli bis Juni) zählt das Familienunternehmen Rohde & Schwarz auf allen Feldern der drahtlosen Kommunikationstechnologie zu den weltweiten Premium-Adressen. Jedes zweite Handy oder Smartphone rund um den Globus wird mit Messtechnik von Rohde & Schwarz entwickelt und produziert. Die Bayern haben TV-Sender in mehr als 80 Ländern installiert, und auf über 200 Airports ist Funktechnik von Rohde & Schwarz im Einsatz. Mehr noch: Das Unternehmen liefert Geräte und Systeme zur Funküberwachung und -ortung in rund 150 Staaten. Mit den fünf Standbeinen Messtechnik, Rundfunk- und Medientechnik, Sichere Kommunika- tion, Cyber-Sicherheit sowie Funküberwachungstechnik adressiert das Unternehmen alle denkbaren Marktsegmente von Mobilfunk-, Rundfunk- und Elektronik-Industrie über Luftfahrt und Verteidigung bis hin zu Homeland Security und kritischen Infrastrukturen.
Fertigungskompetenz im Bayerischen Wald
1400 der 5900 Mitarbeiter in Deutschland arbeiten am Standort Teisnach im Bayerischen Wald. Auf einer Fertigungsfläche von über 62 000 m2 wird entwickelt, konstruiert und gefertigt – als Teil der Manufacturing Services der Rohde & Schwarz GmbH & Co. KG deckt das Teisnacher Kompetenzzentrum den unternehmensinternen Bedarf und übernimmt seit 1991 auch Fertigungsaufträge externer Kunden. Von Automotive über die Luft- und Raumfahrttechnik bis zur Medizintechnik entstehen elektromechanische Baugruppen, Systeme und Sonderanfertigungen jeder Art. TV- und Hörfunksender, kundenspezifische Kommunikationssysteme, mikromechanische Präzisionsteile sowie Leiterplatten, Gehäuse, Antennen und Stromtankstellen komplettieren das Produktspektrum.
3743 Programme simuliert – 1500 Fehler entdeckt
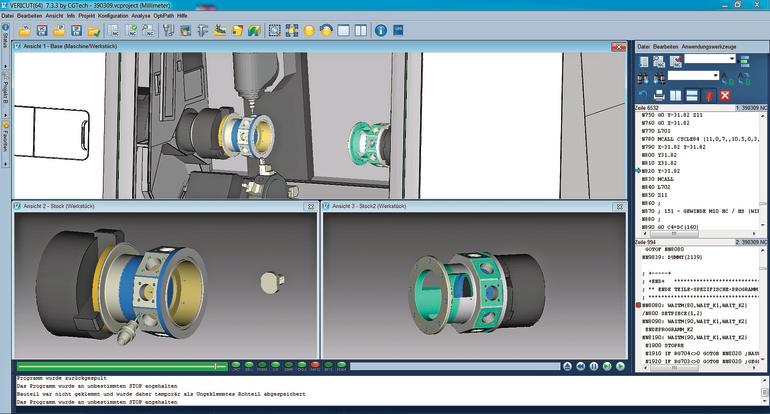
Angesichts der Produktvielfalt und Fertigungstiefe besteht ebenso kontinuierlicher wie umfangreicher Entwicklungs-, Konstruktions- und Programmierbedarf. Allein seit Einführung der drei Vericut-Lizenzen Anfang 2012 wurden 3743 Programme für drei-, vier- und fünfachsige Fräsbearbeitung sowie die Dreh-Fräs-Fertigung geschrieben. Zum Einsatz kommen in der Konstruktion Siemens NX, in der Programmierung Topsolid CAM. Für die NC-Code-Simulation nach dem Postprozessor-Lauf ist Vericut zuständig. „Insgesamt führten wir in den zweieinhalb Jahren 9335 Simulationen mit Vericut durch“, so Konrad Früchtl, Leiter der Programmierabteilung für die spanabhebende Fertigung. Zwar wiesen 2833 Programme keine Kollisionen aus, allerdings detektierte Vericut bei den verbleibenden 901 NC-Programmen Kollisionen beziehungsweise über 1500 Fehler.
„Anfangs wurde mir von der Werksleitung die durchaus berechtigte Frage gestellt, warum wir Vericut überhaupt benötigen würden und wie sich das System amortisieren solle“, erinnert sich Früchtl. „Klare Zielmarken waren für mich die prozesssichere Produktion von Neuteilen und minimierter Einfahraufwand.“ Denn de facto wurde bis zur Vericut-Einführung jedes Teil, auch Wiederholer, mit reduzierter Geschwindigkeit und hohem Personalaufwand eingefahren. Früchtl: „Die Simulation auf dem CAM-System erwies sich als unzureichend, da unvollständig. Der Bezug zur Maschine – Stichworte Achsendpunkte und Werkzeugwechselprozesse – fehlte. Der Vergleich von Fertigteil zum durch CAM erzeugten Teil war fehlerhaft, auch waren die Kollisionen auf Mehrfachspannsysteme auf dem CAM nicht ersichtlich.“
Gleiche Fehlerquote bei 3- und 5-Achs-Bearbeitung
Markant seit dem Einsatz von Vericut: Das System zeigte bei Rohde & Schwarz in gleichem Umfang Programm-Fehler sowohl bei der drei-, vier- als auch fünfachsigen Fräs-Bearbeitung auf, wobei sich Dreh-Fräs-Applikationen als besonders fehleranfällig erwiesen. Rund zwei Drittel der entdeckten Programmfehler gehen auf die Kollision von Werkzeug und Werkstück (41 Prozent) sowie Probleme bei der Zerspanung im Eilgang (24 Prozent) zurück. Key-User Thomas Schötz, Programmierer bei Rohde & Schwarz, ergänzt: „Um auch Beschädigungen oder Restmaterial am Teil zu erkennen, setzen wir das Vericut-Modul Auto-Diff ein. Es erkennt Unterschiede zwischen dem CAD-Modell und dem simulierten Werkstück automatisch. Und das auch bei innenliegenden Problemstellungen.“ Angesichts des Produktspektrums ein unschätzbarer Vorteil, schließlich fertigt das Werk Teisnach neben zum Beispiel Antennenadaptern auch Mikropräzisionsteile via Präzisionsfräsen auf der fünfachsigen Kern Pyramid Nano mit Genauigkeiten von ± 0,002 mm am Werkstück.
100 Prozent Vorschub
Präzision ist nur die eine Seite der Medaille, wirtschaftliche Fertigung die andere. Beides gehört zusammen und macht erst im Verbund eine optimierte Lösung aus. Vericut als integraler Baustein beim Übergang von digitaler zu realer Werkstück-Bearbeitung hat das Werk Teisnach diesbezüglich ein gutes Stück vorangebracht. „Jetzt werden Erstläufer weitestgehend mit 100 Prozent eingefahren, die Anfahrpunkte der Werkzeuge überprüft, zudem laufen die Vorschubbewegungen nach Programm ab“, konstatiert Früchtl. Im Hinblick auf die automatisierte Hermle RS2-Anlage – an das Robotersystem sind mehrere Bearbeitungszentren auch mit unterschiedlichsten Bearbeitungsaufgaben adaptierbar – konnte Rohde & Schwarz ebenfalls Produktivitätsvorteile generieren. Früchtl: „Neuteile werden bei 100 Prozent Vorschub mit Begleitung eingefahren, Wiederholer inzwischen ohne.“
CG Tech Deutschland GmbH www.cgtech.de
Rohde & Schwarz GmbH & Co. KG www.teisnach.rohde-schwarz.com
Teurer Maschinenpark
1500 von Vericut detektierte Fehler – vorrangig realisiert über die Maschinensimulation zur Kollisionsüberwachung – bedeuten an dieser Stelle auch den Schutz wertiger Infrastruktur. Rohde & Schwarz verfügt im Werk Teisnach über
zehn 3-achsige Bearbeitungszentren (2 x Chiron Mill 3000, 2 x Chiron Mill 800, 1 Chiron Mill 1250, 2 x Chiron DZ18, 2 x Stama MC326, 1 x Stama MC334),
zwölf 4-achsige Heller Bearbeitungszentren (M 16i, MC 25, H2000),
acht 5-Achs-Maschinen (2 x Hermle C30, 1 x Hermle C42, 3 x Kern Pyramid Nano, 1 x DMU 70VL, 1 x DMU 50V) sowie
4 Dreh-Fräszentren (1 x DMG GMX400L, 1 x DMG CTX2000 gamma TC, 2 x Index G160).
Teilen:







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}