


mav: Jede Entwicklung erzählt ihre eigene Geschichte, heißt es. Welche Geschichte erzählt uns die neue INH-Baureihe, Herr Riedemann?
Riedemann: Zunächst ermöglichen Horizontal-Bearbeitungszentren den Brückenschlag zwischen Flexibilität und Produktivität – unter anderem durch die Möglichkeit zur Mehrseitenbearbeitung unter Mitwirkung eines integrierten Rundtischs. Dadurch können viele Werkstücke in einer Aufspannung fast vollständig oder sogar komplett fertig bearbeitet werden.
Zudem überzeugen die Horizontalzentren mit einem besseren Spänefall, wodurch bessere Oberflächenqualitäten und längere Standzeiten erreicht werden können. Hinzu kommt die einfache Automatisierbarkeit durch den im Standard verbauten Palettenwechsler und die dadurch harmonische Integrierbarkeit in flexible Fertigungszellen und Fertigungssysteme.
Die für mich faszinierendste Erkenntnis aus der noch jungen Geschichte der INH ist allerdings, wie wir innerhalb unserer Global One Company als interdisziplinäres und multikulturelles Team immer wieder in der Lage sind, über nationale Grenzen hinweg immer näher an die Grenzen der Physik zu rücken und so stetig zusätzliche Kundenmehrwerte zu generieren. Das gilt im Besonderen mit Blick auf das kompetente Wechselspiel der Exzellenzen aus Mechatronik, Elektronik und Automatisierungstechnik einerseits mit den neuen Informations- und Kommunikationstechnologien des digitalen Zeitalters andererseits. Ohne dieses kreative Zusammenwirken der Menschen und Möglichkeiten aus den verschiedenen Disziplinen wäre eine Entwicklung wie die INH nicht möglich gewesen.
Welchen Wert messen Sie der langen Erfahrung von 40 Jahren bei?
Riedemann: Zukunft entsteht auf den Bausteinen von Erfahrungen. Das gilt nirgendwo mehr als im Werkzeugmaschinenbau und ganz speziell auch für die INH. Wenn Sie aus einem Metallblock eine nahezu beliebig komplexe Werkstückgeometrie mit einer Präzision von wenigen 1000stel Millimeter prozesssicher und reproduzierbar herausarbeiten wollen, lässt sich das nicht aus einer Zeichnung „abformen“. Das gilt umso mehr, wenn man – wie im Fall der INH – das Upgrade auf die 5-achsige Simultanbearbeitung in die Gleichung einbezieht.
DMG Mori adressiert mit der INH 63 ein „breites Anwendungsspektrum in anspruchsvollen Branchen“. Was bedeutet das konkret?
Riedemann: Konkret im Blick haben wir hier insbesondere anspruchsvolle Bauteile für den Werkzeug & Formenbau, im Energiesektor, für alle Bereiche der Antriebstechnik, z. B. für Elektrofahrzeuge, oder auch komplexe Teile aus dem Aerospace-Bereich. Generell sehen wir die INH überall dort prädestiniert, wo maximale Präzision am Bauteil und höchste Produktivität im Prozess in Verbindung mit einer stabilen Dauergenauigkeit gefordert sind. Die INH 63 ist dazu kompromisslos stabil konstruiert. Das spiegelt sich insbesondere in der Verwendung und Kombination der jeweils herausragenden Konstruktionsmerkmale der NH DCG- und NHX-Baureihen wider, zudem in den Doppelkugelgewindetrieben und beiderseitigen, direkten Messsystemen in allen Achsen. Direkte smartScale-Messsysteme gewährleisten derweil die hohe Positioniergenauigkeit, während ein ganzheitlich optimiertes Kühlkonzept die Maschinenstruktur bestmöglich frei von thermischen Verschiebungen und Veränderungen hält.
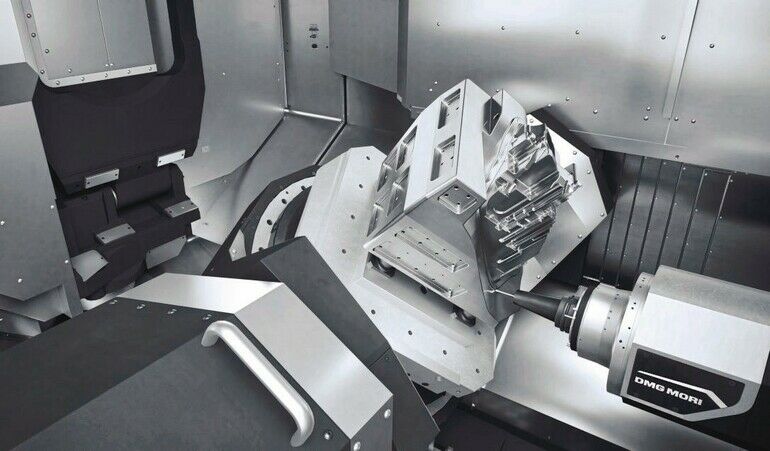
Und wie steht es um den Schwenk-Rundtisch?
Riedemann: Der Schwenk-Rundtisch in der INH 63 überzeugt mit groß dimensionierten Lagern und zwei Hochleistungs-Torquemotoren in der A-Achse, wodurch jegliches Umkehrspiel eliminiert ist. Entscheidend waren für uns die freie Zugänglichkeit zum Werkstück und der in der Relation zur 5-Achsigkeit große Arbeitsraum – um so selbst ausladenden Werkzeugen genügend Raum zur Entfaltung zu geben. Und auch bei der Flexibilität sind wir keine Kompromisse eingegangen. So kann der Kunde bei der INH unter anderem mit negativen Winkeln arbeiten, was essenziell ist im Bereich des Werkzeug- und Formenbaus. Zudem lässt sich der Tisch komplett durchschwenken auf 180°, was Bearbeitungen „über Kopf“ ermöglicht und auch im Hinblick auf einen möglichen Einsatz der Fräs-Dreh-Technik immense Vorteile bietet.
Welche Werkstückdimensionen sind hierbei möglich?
Riedemann: Der Arbeitsbereich umfasst bei der Weltpremiere Ø 1070 x 1000 mm bzw. 1300 mm bei 4-Achs-Ausführung, die Paletten messen 630 x 630 mm und tragen Werkstückgewichte bis 1000 kg (respektive 1500 kg bei 4-Achsbearbeitung). Im Zusammenspiel mit dem großzügigen Schwenkbereich von + 45° bis – 195° präsentiert sich die INH extrem vielseitig. Das Zentrum kann sowohl bei der Leichtzerspanung mit hohen Schnittgeschwindigkeiten als auch beim High-Performance-Cutting schwer zerspanbarer Materialien eingesetzt werden.
Im Standard verfügt die INH 63 über eine powerMaster-Spindel mit 12 000 min-1 Drehzahl und 808 Nm Drehmoment. Optional gibt es eine Spindel mit 16 000 min-1 sowie eine powerMaster-Ausführung mit 1414 Nm Drehmoment, bei Drehzahlen bis 8000 min-1. Die lange Gewährleistung von 36 Monaten ohne Laufzeitbegrenzung gilt natürlich in allen drei Fällen.
Bei den technischen Merkmalen fallen vor allem auch die Dimensionen der Werkzeuge auf, oder täuscht der Eindruck?
Riedemann: In der Tat bietet die INH 63 genügend Raum für vergleichsweise große Werkzeuge mit Längen bis 700 mm, Durchmessern bis max. 320 mm und Gewichten bis 35 kg (optional sind sogar 50 kg möglich). Dabei kennzeichnen diese Dimensionen nicht einfach nur die Kapazität der Maschine – sie erhöhen auch die Möglichkeiten, bereits im Standard eine große Varianz an Werkzeugen einzusetzen. Damit adressieren wir perfekt die vorher erwähnten Zielmärkte und möglichen komplexen Werkstückgeometrien. Die Prozesszeiten lassen sich reduzieren, indem z. B. mehr Kombiwerkzeuge eingesetzt werden.
Im Standard bietet das kompakte Radmagazinsystem nun Platz für bis zu 363 Werkzeuge. Darüber hinaus reicht das Spektrum hinsichtlich der Werkzeugbereitstellung bis hin zur Einbindung in zentrale CTS-Werkzeugmagazine (Central Tool Storage). Durch modulare Rack-Module mit jeweils 180 Werkzeugplätzen (bei HSK100) lassen sich damit, abhängig von den vorhandenen Platzverhältnissen, beliebige Kapazitätsanforderungen erfüllen.
Zur EMO war neben den Weltpremieren das Machining Transformation Konzept aus den vier Säulen Prozessintegration, Automation, Digitale Transformation und Grüne Transformation eines der Topthemen. Wie fügt sich die INH in diesen Rahmen?
Riedemann: Die erste Säule der Prozessintegration steht stellvertretend für den Anspruch der Komplettbearbeitung in möglichst nur einer Aufspannung. Dazu passen unbestreitbar die 5-Achs-Fähigkeiten der INH als erstes wichtiges Kriterium. Überdies eröffnet das modulare Grundkonzept der INH gleichfalls die Perspektive auf die funktionale Erweiterung, beispielsweise um das bereits erwähnte Drehen sowie für das Schleifen, Verzahnen oder das adaptive Messen – wobei als nächster Schritt erst einmal die 4-achsige Version im Vordergrund stand. Aber im Grunde ist alles möglich.
Diese Aussage dürfte wohl erst recht im Hinblick auf die zweite MX-Säule der Automation gelten.
Riedemann: Das gilt sogar ab sofort und für das variable Spektrum von der kleinen Losgröße bis zur Serienfertigung. Je nach erforderlicher Anzahl an Palettenplätzen und verfügbarer Produktionsfläche stehen sowohl lineare Systeme mit linearem Palettenpool (LPP) als auch Rundspeichersysteme (CPP) für die INH bis Palettengröße 630 x 630 mm bereit. Gleichzeitig bieten wir das Werkstück- oder Palettenhandling mittels Matros oder beim Handling von Werkstücken zukünftig auch Gantry-Lösungen an. Der intralogistische Einsatz unserer AMR-Systeme für das fahrerlose Paletten- bzw. Werkstückhandling und zukünftig sicher auch für das Werkzeughandling vervollständigt unser Automationspaket. Ein Highlight in diesem Kontext ist die neue Leitsteuerung LPS 4 für die Steuerung des Gesamtsystems, welches Palettenhandling aber auch AGVs beinhalten kann – einschließlich Produktionsplanung und Auftragsverwaltung sowie Fertigungssteuerung und Werkzeugmanagement.
Neben den wirtschaftlichen und technischen Dimensionen gelten inzwischen Nachhaltigkeit und Energieeffizienz zu wichtigen Kenngrößen in der Entscheidungsfindung. Womit kann die INH 63 punkten?
Riedemann: Wie alle Maschinen profitiert auch die INH von den nachhaltigen DMG-Mori-Greenmode-Maßnahmen. Der zero-sludgeCoolant pro Kühlmitteltank ermöglicht unter anderem eine einfache Trennung von aufschwimmenden Schmierstoffen und Restpartikeln in Kühlmitteln. Das erhöht die Haltbarkeit der Kühlmittel und reduziert die CO2-Emissionen um bis zu 7,5 t pro Jahr. Die Kühlmitteldüsen im Arbeitsraum verstopfen nicht und arbeiten mit dem optionalen AI-Chip Removal bedarfsgerecht, sprich abhängig vom Späneaufkommen. Weitere energiesparende Optionen sind der zeroFog-Emulsionsnebelabschneider sowie vor allem die adaptive und damit bedarfsabhängige Steuerung der Kühlmittelzufuhr mit bis zu 100 bar. Speziell hier sind Energieeinsparungen von bis zu 57 Prozent möglich.
Die vielen Produktnamen legen den Schluss nahe, dass bei der INH sehr viele hauseigene Entwicklungen eingesetzt werden. Deshalb die abschließende Frage: Täuscht der Eindruck oder forciert DMG Mori vehement die Inhouse-Fertigung?
Riedemann: Die Indizien stimmen, der Eindruck weniger. Die Inhouse-Fertigung hat bei DMG Mori seit eh und je einen hohen Stellenwert und gilt in allen Fällen, in denen der „freie“ Markt für unsere hohen Ansprüche keine oder zumindest keine adäquaten Angebote bietet. Wenn wir etwas selbst herstellen, ist das also kein Luxus, sondern es geht immer um Komponenten, die uns differenzieren. Ein exemplarisches Beispiel sind die Torqueantriebe im Schwenk-Rundtisch (A- und B-Achse), wo es durchaus Aggregate mit vergleichbaren Leistungskennzahlen zu kaufen gibt. Diese würden jedoch nicht in den verfügbaren Bauraum passen. Oder anders formuliert: Inhouse erreichen wir bei gleichem Bauraum bis zu 15 Prozent mehr Drehmoment. Das gilt im übertragenen Sinne gleichermaßen für unsere Master-Spindeln, für die smartScale-Maßstäbe von Magnescale und für alle weiteren Komponenten und Systeme mit eigener Produktbezeichnung.
DMG Mori
de.dmgmori.com









 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}