
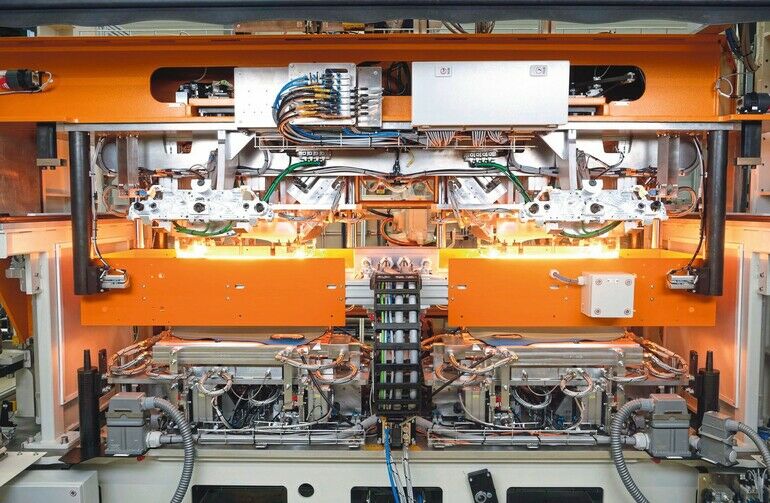




Im Februar 2022 war eine der ersten Aufgaben von Fabio Neukirch, dem neuen Fertigungsleiter von Greidenweis, Fertigung und Maschinenpark zu modernisieren. Mit seinen 11 Jahren Erfahrung im Muster- und Protoypenbau und als gelernter Zerspanungsmechaniker war das für den Industriemeister Neukirch eine willkommene Herausforderung. Aber was galt es hier eigentlich zu modernisieren und mit welchen Zielen? Dazu muss man wissen, dass so eine Kaschieranlage, wie Greidenweis sie seit gut 25 Jahren in die Automobilbranche zu den Tier 1 liefert, komplexe und immer individuelle Anlagen sind, sprich 100 % Turnkey. Und so ein komplettes Kaschierwerkzeug, das bei Neukirch in der Fertigung in Auftrag gegeben wird, kann neben der Kernkomponente Formteil gerne mal aus 300 Einzelteilen bestehen. Dazu gehören die Formteilaufnahme, zahlreiche Umbugschieber, Rippenplatten, Pneumatikteile, etc. Geht es um große Serien, hat man zwei, vier oder sogar acht solcher Kaschierwerkzeuge, die dann auf einer eigens dafür entwickelten Anlage, in einem komplett automatisieren Prozess ihre Aufgabe erfüllen – nämlich all das, was man nicht sehen will, zu kaschieren.
In mehr eigene Fertigungstiefe investieren, und …
Neukirch hatte sich einen Überblick verschafft, was an aktuellen Aufträgen durch jetzt ja „seine“ Fertigung läuft. 30 % Eigenfertigung zu 70 % Lohnfertigung war für Neukirchs Verständnis kein wirtschaftlich und fertigungstechnisch optimales Verhältnis. Aber gut für ihn zu wissen, um seinen Auftrag der Maschinenparkmodernisierung von Beginn an richtig aufzugleisen. Dabei hat ihn Jens Rauser, seit fünf Jahren Verkaufsleiter von Greidenweis, mit seiner Expertise unterstützt und ihn über die Kunden mit ihren Herausforderungen im Markt und den Anforderungen an Greidenweis ins Bild gesetzt. Ein paar Runden mit Kapa- und Stückkostenkalkulationen, Arbeitsvorbereitungsanalyse, Fertigungsstrategie und natürlich Gesprächen mit Mitarbeitern und Lieferanten später wusste man, welche Art von Maschine und wie viele davon die passende Lösung sein würde.
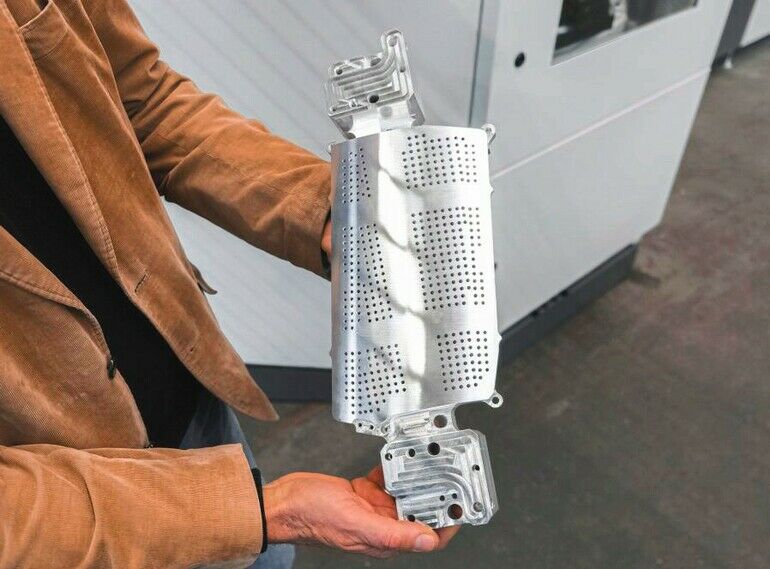
Das Lastenheft bringt Neukirch in Kürze auf den Punkt: „Was die Maschine erwartet, sind Losgrößen von 1 bis 10, komplexe Formteile, Anspruch hoher Oberflächengüte, immer aus dem Vollen gefertigt, größtenteils fünfachsig, Werkstoff Alu zu 70 % und Stahl zu 30 % sowie Laufzeiten von 2 bis 6 Stunden pro Teil. Und das Ganze mit der Anforderung einer Automationslösung für einen 3-Schichtbetrieb.“ Das Ziel, das Greidenweis mit dieser Investition erreichen will, formuliert Rauser aus Vertriebssicht so: „Wenn wir das gemeinsam mit dem Werkzeugmaschinenhersteller auf die Beine gestellt bekommen, werden wir unsere Fertigungstiefe mehr als verdoppeln und im Ergebnis flexibler, schneller und wettbewerbsfähiger sein.“ Auch wenn man allein mit der physischen Nähe (20 Minuten Fahrtzeit) zu Greidenweis und der Tatsache, auch noch der Mutterkonzern einer neu erworbenen Tochter zu sein, einen klaren Heimvorteil hatte, schmälerte das nicht die Energie und Motivation von Dirk Schmid, Leiter Technischer Vertrieb D/A/CH der Chiron Group – ganz im Gegenteil. „Projekt ist Projekt“, sagt Schmid überzeugt, „und wie bei allen anderen auch gilt es, die beste Lösung für den Anwender zu finden.“
Kraftvoll und dynamisch zerspanen,
prozesssicher automatisieren
Als er die Anfrage im Frühjahr 2022 auf den Tisch bekam, war ja ganz offensichtlich, dass hier eine klassische Werkzeug- und Formenbau-Lösung gefragt war. Wie aber sich gegen Branchenprimus und ebenso erfahrene Werkzeug- und Formenbau erfahrene Mitbewerber durchsetzen? Welche Chiron-Maschine ist für die Ziele von Greidenweis die richtige? Und wie den Prozess sicher und mit dieser hohen Autonomie automatisieren? Ein Ortstermin, um die Fertigung in Spaichingen zu spüren, und ein tieferes „fertigungsphilosophisches“ Gespräch zu Teilespektrum und Fertigungsstrategie mit Rauser und Neukirch mussten her. Mit derMaßgabe, dass „der erste Schuss immer sitzen muss, sprich Oberfläche und Maßhaltigkeit der Formteile den engen Toleranzanforderungen entsprechen, sowohl bei Alu als auch bei Stahl“, war für Dirk Schmid klar, wohin die Reise maschinenseits geht: Robustheit, hohe Dynamik und stabile Bedingungen im gesamten Arbeitsraum – besonders in Hinblick auf die dynamischen Nachgiebigkeiten – sind ein absolutes Muss an Maschineneigenschaften. Und damit waren in seinem Konzept zwei fünfachsige Einspindler der Baureihe 16 gesetzt.
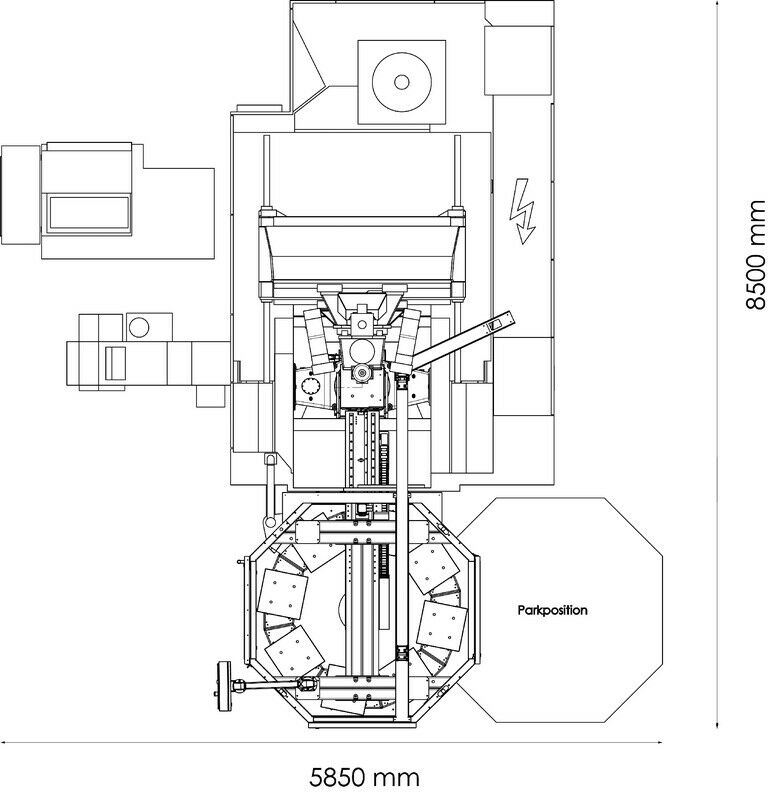
Mit ihr hatte die Chiron Group bereits in anderen Branchen wie Aerospace und spezialisierter Lohnfertigung ähnliche Aufgabenstellungen erfolgreich gemeistert. Die Maschinendynamik einer 16er ermöglicht extrem schnelle Richtungswechsel beim 5-achsig simultanen Abzeilen, was sich bei Millionen von Programmsätzen in einer deutlich kürzeren Bearbeitungszeit bemerkbar macht. In einem direkten Vergleich waren das 25 %! Bei den Schruppbearbeitungen, sei es mit High Feed oder Heavy Duty, kann man mit der Leistung und Stabilität der 16er guten Gewissens an die Grenzen bei den Schnittdaten der Werkzeughersteller gehen und das maximale Zerspanvolumen Q fräsen. Mitverantwortlich für das Mehr an Produktivität war auch das Ziehen einer Option, nämlich eine Spindel mit 20 000 min-1 einzusetzen. Mit 57 kW Leistung und 140 Nm Drehmoment würde sie in der täglichen Zerspanpraxis aus dem Vollen mit 70 % Alu und 30 % Stahl optimal performen. So weit zu den beiden Maschinen. Mit Blick auf die Losgrößen, die Jahresproduktion, Bearbeitungszeiten von 2 bis 6 Stunden/Teil und Zerspanvolumina von bis zu 80 %, gibt es in Schmids Vorstellung für den geforderten 3-Schicht-Betrieb genau eine Lösung – eine der FZ 16 bekommt eine Palettenautomation mit Portallader auf Basis der Variocell.
Geschaffene Kapazitäten voll ausgeschöpft –
Insourcingquote erreicht
Für die Verfahrwege einer FZ 16 S five axis von X/Y/Z = 660 x 660 x 500 mm stellt die VariocellPallet für in große oder kleine Schraubstöcke gespannte Werkstück-Kubaturen acht Plätze bereit. Die Bearbeitung auf der Maschine und das Bestücken der Automationszelle mit den Werkstückrohlingen über Nullpunktspannsystem laufen hauptzeitparallel ab. Wenn ein Anwendungstechniker ein Werkstück einfährt, steht die Zelle an ihrer Rüstposition, wo sie ein weiterer Anwendungstechniker be- bzw. entlädt. Namentlich sind das Lars Flaig und Sascha Franke, die seit gut 15 Monaten mit den zwei FZ 16 und der VariocellPallet arbeiten – übrigens geht das auch, wenn die Maschine bearbeitet und die verfahrbare Automationszelle direkt vor der Position des Arbeitsraumes steht. Was die beiden „so als Anwendungstechniker“ am meisten schätzen, sind die „Bedienerfreundlichkeit von Maschine und Automation, die beeindruckende Dynamik, sprich Schnelligkeit, sprich Produktivität, und vor allem die Qualität, die am Werkstück ankommt.“ Flaig und Franke wissen ja schließlich um die Maßgabe, dass „der erste Schuss immer sitzen muss!“ Als die Anlage bei Greidenweis im Dienst antrat, hat sich durch Konstruktion, Programmierung und Fertigung ein konsequenter Lern- und Weiterentwicklungsprozess ob der neuen Möglichkeiten und einhergehenden Herausforderungen automatisierter Fertigungsprozesse in Gang gesetzt.
Heute durchlaufen alle CAD-/CAM-Programme eine NC-Simulation und werden durch das Kollisionsvermeidungs-Tool ProtectLine zusätzlich abgesichert. In der Arbeitsvorbereitung wird so gedacht und geplant, dass jede dritte Schicht sowie von Freitagabend bis Montag früh ein Maximum an mannloser Fertigung ablaufen kann. So ein Plan ist klasse, geht aber (und das wissen wir alle) nicht immer auf: Eine Durststrecke von ein paar Wochen musste das Fertigungsteam von Fabio Neukirch wieder aufholen, als spezifisch definierte Zulieferkomponenten der Werkstückaufnahme nicht den Vorgaben entsprachen und die Automation immer mal wieder lahmlegte. Den Fehler hatte das Service-Team der Chiron Group zwar schnell herausgefunden, aber wenn Weihnachtszeit, krankheitsbedingt fehlende Kapazität beim Zulieferer und noch ein/zwei klassische Kommunikationsschleifen zusammenkommen, ja, dann geht’s leider auch mal länger. „Stand heute sind die Durchlaufzeiten unserer Formteile bis zu 25 % kürzer und aus den ehemals 30 % Eigenfertigungstiefe 90 % geworden. Unsere Strategie und unsere Wahl hat sich als richtig erwiesen, die Rechnung von Wertschöpfungssteigerung und Amortisation geht auf“, stellt Fabio Neukirch sichtlich erfreut fest. Für Jens Rauser ist die Welt ebenfalls in Ordnung, „jetzt, wo doch das Know-how und die Kapazität wieder vollumfänglich in unserem Haus sind“. Schließlich freut sich auch Dirk Schmid. Sein Fazit zu diesem Projekt: „Aus Sicht des Verkäufers ist der rein wirtschaftliche Erfolg immer gut. Ich sehe aber auch den Lerneffekt, den wir über teilweise neue, fertigungstechnisch wichtige Erkenntnisse aus erster Hand von einem erfahrenen Team bei Greidenweis hatten. Das bringt uns wieder ein Stück voran. Und letztlich ist dieses Anwendungsbeispiel für die Chiron Group eine Bestätigung aus der Praxis, dass die Baureihe 16 definitiv auch im Werkzeug- und Formenbau angekommen ist.“
Mehr zur Erfolgsgeschichte im Video:
Greidenweis GmbH
www.greidenweis-sondermaschinen.de
Chiron Group
www.chiron-group.com







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}