
Mit dem piezo-unterstützten Strukturfinishen greift Supfina aktuelle Tendenzen in der Motorenentwicklung auf, die Lageroberflächen hinsichtlich einer verbesserten Tribologie mit kleinen Vertiefungen zu versehen. Die Vertiefungen dienen als zusätzliches Ölrückhaltevolumen, die den Schmierspalt gezielt mit Öl versorgen können. Auf Basis der überarbeiteten Cen-Flex 1 wurden noch weitere neue Systeme zur Verbesserung der tribologischen Eigenschaften und zur Erhöhung der Prozesssicherheit entwicklet.
Ein ähnliches Prinzip kommt bereits mit dem Laser-Honen an Zylinderlaufbuchsen zum Einsatz. Hierbei werden mittels eines Lasers in den oberen Bereich der Laufbuchse sogenannte Taschen eingeschmolzen, in denen sich das Motoröl beim Betrieb festsetzen kann. Aufgrund des Schmelzprozesses beim Lasern müssen die Zylinderlaufbuchsen im Nachgang konventionell gehont werden, womit das Laser-Honen einen zusätzlichen Schritt in der Fertigungskette darstellt. Supfina kombiniert mit dem Strukturfinishen das Einbringen von Vertiefungen in die Oberfläche mit einem klassischen Finishprozess, wodurch hier keine zusätzliche Arbeitsfolge in der Fertigung entsteht.
Beim Finishen von Kurbelwellen wird das Finishband (üblicherweise ein Polyesterfilm, auf dem einseitig elektrostatisch ein Abrasiv – AlOx oder SiC – aufgebracht ist) mittels zweier Halbschalen (Bearbeitungsschalen) auf die Oberfläche gepresst. Unter Rotation und kurzhubiger axialer Oszillation des Werkstücks werden die Lagersitze bearbeitet. Hierbei entstehen durch die Körner des Werkzeugs auf der Oberfläche des Lagers umlaufende, sinusförmige Spuren, die sich kreuzen. Bedingt durch die immer schmaler bauenden Lagersitze heutiger Motoren sind die Freiräume für eine angemessen hohe Oszillationsamplitude stark eingeschränkt. Der somit reduzierte Sinusanteil der umlaufenden Spur und dadurch auch geringere Kreuzschliffanteil erhöht die Drainagewirkung der Oberfläche, was sich auf die tribologischen Eigenschaften nachteilig auswirkt.
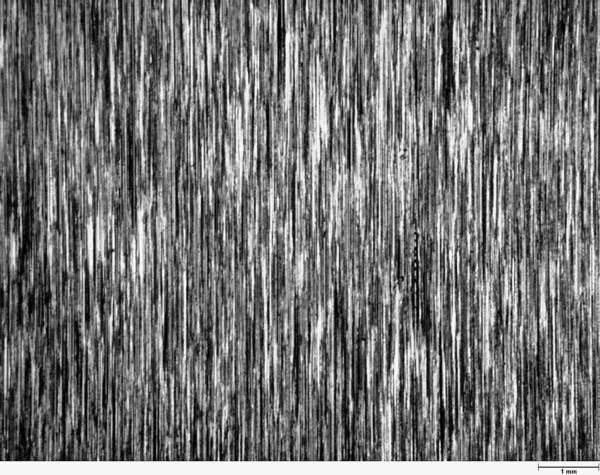
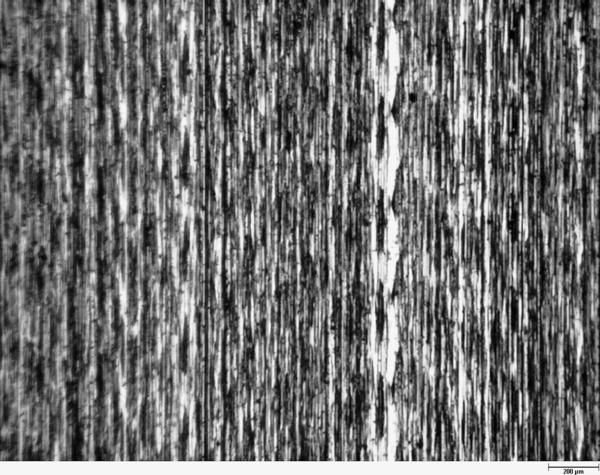
Öltaschen entstehen durch radial unterbrochenen Schnitt
Beim Strukturfinishen wird in der Bearbeitungsschale ein über Blattfedern angehängtes Element eingelassen, welches mit einem Piezo-Aktuator verbunden ist. Der Piezo-Schwinger oszilliert während der oben beschriebenen Bearbeitung in vertikaler Richtung und drückt so abwechselnd das eingelassene Element oder die Halbschale selbst auf die Oberfläche. Durch das Abheben und Andrücken des Finishbandes mit einer hohen Frequenz wird der Schnitt in radialer Richtung ständig unterbrochen, wodurch die bereits erwähnten Öltaschen entstehen.
Durch die besondere Struktur, die dieser Prozess erzeugt, kann die Drainagewirkung der Oberfläche reduziert und gleichzeitig das Ölrückhaltevolumen erhöht werden. Allerdings muss man beim Einsatz dieses Verfahrens die Parameter oder Toleranzen der geforderten Oberflächenrauigkeit an die neue Struktur anpassen. Durch die gezielt hergestellten Vertiefungen erhöht sich die Rauigkeit, zum Beispiel gemessen als Ra oder Rz, zwangsläufig gegenüber demselben Finishprozess ohne Piezo-unterstütztes Strukturfinish.
Dies wird am deutlichsten durch die Messung des Kernrauheitsprofils: Während sich beim Strukturfinishen die für die Reibleistung relevanten Werte Rpk und Rk nur geringfügig verändern, zeigt der Rvk, der die Riefentiefe und damit das Ölrückhaltevolumen einer Oberfläche definiert, höhere Werte und damit dessen Wirksamkeit. Dieser Prozess lässt sich selbstverständlich nicht nur auf den Lagersitzen einer Kurbelwelle anwenden, sondern auch auf allen anderen zylindrischen Geometrien und mit allen bekannten Werkzeugen (Finish-Band und Finish-Stein).
Massenausgleich für die Hublager-Finisheinheiten
Eine sehr praxisnahe Entwicklung stellt der Massenausgleich für die Hublager-Finish- einheiten dar, der demnächst optional auf Supfina-Neumaschinen zum Einsatz kommt und auch als Nachrüstlösung für bestehende Maschinen angeboten werden soll.
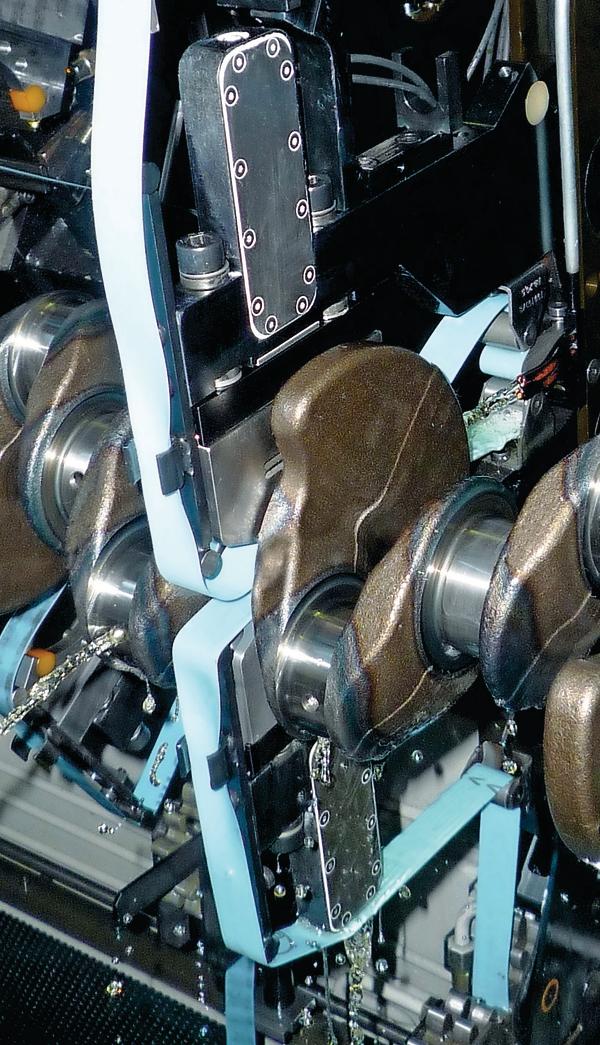
Beim Finishen der Pleuellagerzapfen der Kurbelwelle umschließt die Einheit mit ihrem Werkzeug das Lager ähnlich wie später das Pleuel im Motor und wird bei der Bearbeitung durch die Rotation des Werkstücks angetrieben. Dazu sind diese Finisheinheiten mit einem sogenannten Hubmodul ausgestattet, welches die benötigten Freiheitsgrade durch eine lineare und eine rotatorische Führungsebene ermöglicht.
Bekannter Nachteil dieses Systems sind die bei den jeweiligen Umkehrpunkten auftretenden Beschleunigungskräfte, die zusätzlich durch die Massenkräfte der Finish- einheit überlagert werden. Diese beeinflussen die Anpresskräfte des Werkzeugs und somit auch die Qualität des Pleuellagers. Vor allem am OT sind dadurch die Qualitäten – also Oberflächenrauigkeit bzw. Traganteil und die Querform (Balligkeit) – tendenziell schlechter als am UT.
Bei den bisherigen Anforderungen an die Pleuellager hatten diese Unterschiede keine Auswirkungen auf die Lebensdauer des Motors, obwohl die höchste Belastung am OT entsteht. Bei der Kombination aus stets steigenden Verbrennungsdrücken, dennoch kleiner dimensionierten Lagern und dem Einsatz bleifreier Lagerschalen (mit erheblich geringerer Verschleißschichtdicke), können diese suboptimalen tribologischen Eigenschaften jedoch vorzeitigen Verschleiß zur Folge haben.
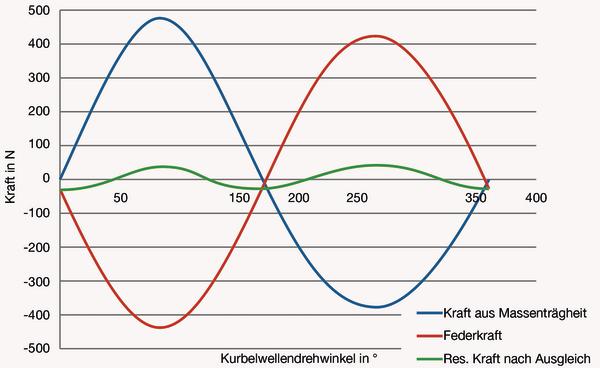
Deshalb wurde ein Ausgleichssystem entwickelt, das die Massen- und Beschleunigungskräfte dermaßen stark reduziert, dass sie keinen messbaren Einfluss mehr auf die Oberfläche und Form des Hublagers haben. Das Ergebnis sind rundum konstante Werte für Rauigkeit, Traganteil und Querform.
In-Prozess-Messung der Bearbeitungskräfte für mehr Sicherheit
Ebenfalls seriennah zeigt sich die Inprozess-Messung der Bearbeitungskräfte, die eine nochmals gesteigerte Sicherheit des Bandfinish-Prozesses bietet. Bislang wurden die qualitätsrelevanten Prozessparameter Bearbeitungszeit, Rotation, Oszillation (Amplitude und Frequenz) und Werkzeugbruch überwacht, seit einigen Jahren auch der Bandvorschub (der den Werkzeugverschleiß kompensiert).
Die Bearbeitungskräfte als ebenfalls qualitätsbeeinflussendes Merkmal wurden jedoch bislang nur von der Maschinensteuerung über den jeweiligen Kräften zugeordnete Hydraulikdrücke erzeugt. Diese Hydraulikdrücke werden zwar überwacht, was aber nicht garantieren kann, dass an jeder Bearbeitungsstelle auch tatsächlich die gewünschte Bearbeitungskraft anliegt.
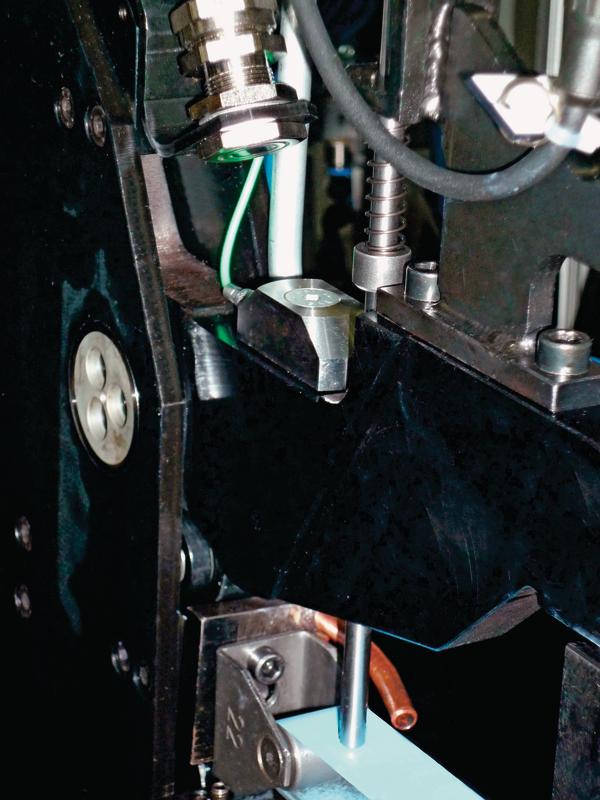
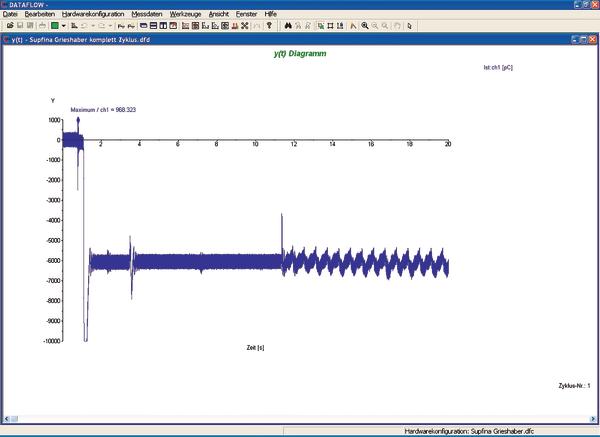
Supfina hat aus diesem Grund ein System entwickelt, welches an jeder Finisheinheit die anliegende Bearbeitungskraft aufnimmt und an die Steuerung rückmeldet. Damit werden mechanische Defekte einer Einheit oder auch versteckter Verschleiß, z. B. an den hydraulischen Elementen, rechtzeitig erkannt und NIO-Teile aufgrund falscher Bearbeitungskräfte verhindert. Hierzu werden Oberflächen-Dehnungssensoren an den Zangenhebeln der Finish- einheiten angebracht. Über die plastische Verformung der Hebelarme kann auf die anliegende Bearbeitungskraft zurückgerechnet werden, und somit findet ein Abgleich zwischen Soll- und Istwert noch vor der Bearbeitung des Werkstücks statt.
Die In-Prozess-Kraftmessung ergänzt wirkungsvoll die bereits eingesetzten Systeme zur Prozesskontrolle, und somit bietet Supfina bei den Bandfinish-Maschinen aktuell als einziger Anbieter eine vollständige, werkstückbezogene Überwachung aller qualitätsrelevanten Prozessparameter. Während das Potenzial des Struktur-Finishens noch mit namhaften Kunden evaluiert wird, befinden sich der Massenausgleich für die Hublager-Geräte sowie die Inprozess-Kraftmessung bereits in der Felderprobung bei der Automobilindustrie. Beide Systeme erlangen voraussichtlich Ende 2013 ihre Serienreife.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}