





Mehr als 18,5 Millionen Euro Jahresumsatz, 17 SW-Maschinen und das bei gerade mal 65 Mitarbeitenden: Das ist die HAL Automotive GmbH in Plauen. Das mittelständische Unternehmen bearbeitet Aluminiumgussteile für die Automobilindustrie. Täglich verlassen tausende Fahrzeugteile wie Ölwannenoberteile oder Zylinderkopfhauben das Werk im Vogtland. Kurze Projektdurchlaufzeiten und kurze Taktzeiten sind an der Tagesordnung. Um die enormen Anforderungen der Automobilindustrie mit so wenig Personal bewältigen zu können, setzt das Unternehmen wo immer möglich auf Vollautomatisation und starke Partner aus dem Maschinenbau.
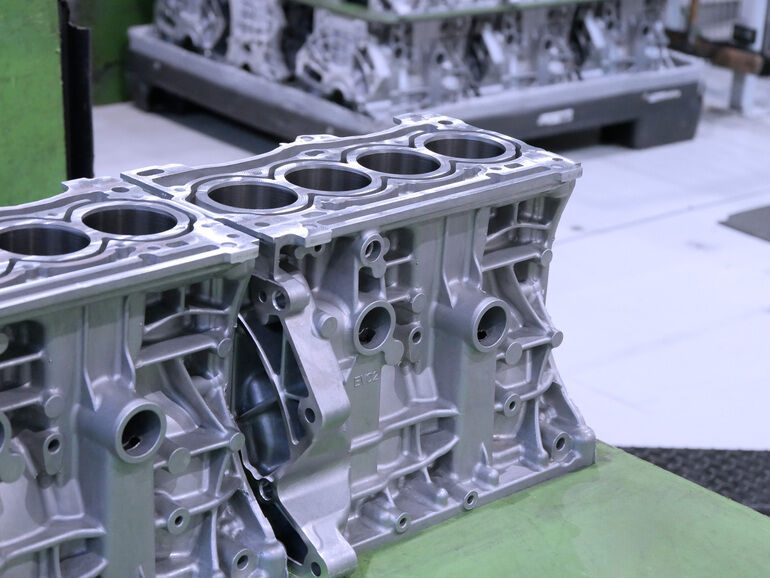
So auch 2019, als sich ein namhafter Automobilkonzern mit einem Großauftrag an HAL wandte: Es ging um die Produktion von jährlich mehr als 600 000 Zylinderkurbelgehäusen, die ein zentrales Bauteil jedes Verbrennungsmotors darstellen. „Hohe Präzision bei hoher Stückzahl und maximaler Geschwindigkeit“, fasst HAL-Geschäftsführer Bodo Bäsler die Anforderungen an die Produktion des Werkstücks zusammen. Dabei war Höchstgeschwindigkeit aber nicht nur bei der Bearbeitung der Teile selbst gefordert, sondern auch beim Aufsetzen der neuen Linie. Das gesamte Projekt musste innerhalb eines Jahres umgesetzt sein. Bis dahin sollten sowohl die passenden CNC-Bearbeitungsmaschinen ausgewählt, geliefert, getestet und in Betrieb genommen sein als auch die zugehörige Automation vollständig entwickelt und installiert werden – ein knapper Zeitrahmen für ein Projekt dieser Größe. „Uns war von Anfang an klar, dass die Anlagen und die Automation aus einer Hand kommen sollen“, betont Bäsler. „Das ist uns wichtig, weil es einerseits garantiert, dass alles aufeinander abgestimmt ist, und andererseits für mehr Effizienz im Projektablauf sorgt. Gerade bei so einem eng getakteten Projekt ist das essenziell.“
Mehrspindligkeit sorgt für benötigte Taktzeit
Gesucht wurde also ein Maschinenbauer, der Bearbeitungszentren mit der nötigen Taktzahl und Präzision innerhalb weniger Monate stellen und vollständig automatisieren konnte. „Wir haben direkt an die Schwäbische Werkzeugmaschinen GmbH gedacht„, erzählt Bäsler. „Mit SW verbindet uns eine sehr gute und langjährige Geschäftsbeziehung.“ Schon seit 2014 stehen in der Plauener HAL-Halle drei SW-Anlagen für die vollautomatische Bearbeitung von Ölwannen-Oberteilen. In puncto Leistung und Langlebigkeit sind die Maschinen unschlagbar, so Bäsler: „Mit den Anlagen sind wir hochzufrieden. Darin stecken noch immer die gleichen Spindeln wie bei der Anlieferung 2014, und das nach über jeweils 20.000 Stunden Laufzeit.“
Für die neue Produktionslinie der Kurbelgehäuse fiel die Wahl schnell auf fünf Maschinen des Typs BA W06–22 sowie auf fünf BA W08–22. „Als Zweispindler mit Linearmotor erreichen diese Anlagen auf geringem Platzverbrauch die Präzision und Geschwindigkeit, die für die Bearbeitung der Zylinderkurbelgehäuse benötigt wird“, erklärt Bäsler. „Zudem hätten wir für den zweiten Bearbeitungsschritt bei anderen Maschinenanbietern riesige Sondermaschinen wählen müssen, während bei SW die BA W08 unsere Ansprüche erfüllte. Das hat uns schon in der Anschaffung Platz und Geld eingespart und später die Instandhaltung vereinfacht.“
Aufwendige Automation für komplexes Produkt
Nach der Wahl der Maschinen musste es dann schnell gehen. Der regionale Vertriebsleiter Erik Pfeiffer erinnert sich: „Die Bestellung ging im Dezember 2019 ein. Danach zählte bei uns jeder Tag.“ Nach nur drei Monaten wurde das erste Maschinenpaar aus BA W06–22 und BA W08–22 nach Plauen geliefert, anschließend folgten im Wochentakt die weiteren Maschinenpaare. Parallel zur Produktion der restlichen acht Maschinen zeigte sich SW auch für die komplette Automation verantwortlich – von der Fördertechnik über die Entwicklung der Greifertechnik bis hin zur Software.
Eine besondere Herausforderung in der Entwicklung der Automation bildete die hohe Varianz an Teilen, denn die Linie musste insgesamt sechs verschiedene Varianten von 3– und 4-Zylinderkurbelgehäusen bearbeiten können. Der Roboter musste jedes dieser unterschiedlichen Teile greifen können, ohne sie zu beschädigen. Gleichzeitig war die korrekte Erkennung der Teilvariante essenziell, damit keine inkorrekten Bearbeitungsschritte vorgenommen werden. Um die Herausforderung zu meistern, setzte SW auf das Scannen von Data-Matrix-Codes und entwickelte zusätzlich einen eigenen Greifer für HAL. „Für so eine aufwendige Automation war die Zeitschiene sehr knapp. Wir hatten durchgängig mehrere Programmierer im Einsatz, um rechtzeitig fertig zu werden“, erklärt Pfeiffer. „Dabei hat es sich ausgezahlt, dass wir häufig vor Ort in Plauen waren: Dadurch konnten wir die Abläufe der Automation live testen und den Produktionsprozess noch weiter optimieren.“
Produktionslinie steht niemals still
Nach gerade einmal sechs Monaten hatten alle zehn Bearbeitungszentren ihren Bestimmungsort in Plauen erreicht. Dabei wurde die neue Produktionslinie in Zellen aufgeteilt: Je eine BA W06 und eine BA W08 bilden eine solche Zelle gemeinsam mit einem Roboter, der erhöht vor den Maschinen sitzt. „Wir arbeiten in all unseren Produktionslinien mit Zellen und Redundanzen„, erklärt Bäsler. „Fällt eine Zelle durch Probleme oder Instandhaltungsmaßnahmen aus, können die anderen Zellen weiterarbeiten. So stellen wir sicher, dass die gesamte Produktionslinie niemals stillsteht.“
Für die Bearbeitung der Zylinderkurbelgehäuse stehen insgesamt fünf solcher Zellen in der Linie hintereinander, verbunden durch zwei Förderbänder – eines für Roh- und eines für Fertigteile. Die vom Kunden angelieferten Rohteile werden auf das Rohteileband gelegt, wo automatisch der Data-Matrix-Code eingescannt und die Teilevariante bestimmt wird. Um den Versand zu vereinfachen, werden nur Rohteile der aktuell bearbeiteten Variante in die Linie eingeschleust, die Produktion bleibt immer sortenrein. Anschließend laufen Rohteile der korrekten Variante weiter über das Förderband zu den Maschinen. Ein Algorithmus berechnet dabei automatisch, wann das nächste Bearbeitungszentrum frei wird, und schleust das Rohteil zur entsprechenden Zelle. Ein zusätzlicher Vorrat wird automatisch zwischendurch aufgefüllt und stellt sicher, dass auch bei Pausen der Mitarbeitenden die Produktionslinie vollautomatisch weiterlaufen kann.
Zwei produzierte Teile pro Minute
Kommt ein Rohteil bei der ausgewählten Zelle an, greift der Roboter dieses vom Band und gibt es für den ersten Bearbeitungsschritt an die vierachsige BA W06–22, die zunächst die Seiten des Werkstücks vorbearbeitet. Anschließend gibt der Roboter das Werkstück für die weitere Bearbeitung an die BA W08–22. Hier steht das Werkstück hochkant in der Maschine und wird 5-achsig bearbeitet. Bei beiden Bearbeitungsschritten sorgen zwei Spindeln für eine Halbierung der Stückzeit; ein Doppelschwenkträger erlaubt jeweils hauptzeitparalleles Be- und Entladen der Anlagen. Insgesamt 9,4 Minuten dauern beide Bearbeitungsschritte zusammen. Bei fünf Zellen und jeweils zwei Spindeln pro Maschine werden so alle 57 Sekunden zwei Teile fertiggestellt. Die fertigen Werkstücke kommen auf das entsprechende Förderband, das sie direkt zur Peripherie inklusive Waschmaschine am Ende der Produktionslinie führt. Anschließend kann das fertige Produkt verpackt und versandt werden.
Seit ihrer Inbetriebnahme im Sommer 2020 läuft die gesamte Produktionslinie rund um die Uhr in drei Schichten. Dank der Vollautomation werden dabei in jeder Schicht gerade einmal drei bis vier Mitarbeitende benötigt, sonst wären zehn bis fünfzehn nötig gewesen. Ein Mitarbeitender legt die Rohteile auf das Band, zwei führen Sichtkontrollen während des Prozesses durch, ein letzter ist für die Verpackung verantwortlich.
Zusammenarbeit auf Augenhöhe
Im Rückblick auf das gesamte Projekt und die Zusammenarbeit mit SW resümiert Bäsler: „Wir sind insgesamt wirklich sehr zufrieden. Gemeinsam mit SW haben wir das Projekt sogar schneller umgesetzt als gedacht: Noch vor Ablauf der Frist konnten wir unserem Automobilkunden die ersten serienreifen Teile präsentieren. Auch die Maschinen und die Automation leisten hervorragende Arbeit und erfüllen unsere Ansprüche voll und ganz.“
Der wichtigste Erfolgsfaktor aus seiner Sicht ist die langjährige partnerschaftliche Zusammenarbeit mit SW. „Schon seit vielen Jahren schätzen wir SW genau deshalb sehr als Geschäftspartner. Wenn es Schwierigkeiten gibt, können wir uns darauf verlassen, dass schnell ein Experte da ist, sich das Problem vor Ort anschaut und pragmatisch mit uns nach Lösungen sucht.“ Pfeiffer bestätigt die gute Zusammenarbeit: „HAL als ehemaliges Maschinenbauunternehmen bringt eine enorme Kompetenz im Bereich Elektronik und Maschinenbau mit. Wir arbeiten wirklich auf Augenhöhe zusammen.“
Nächstes Gemeinschaftsprojekt bereits umgesetzt
Angesichts des erfolgreich umgesetzten Projekts für die Zylinderkurbelgehäuse ist es kein Wunder, dass HAL sich auch mit seinem nächsten Auftrag direkt an SW wandte: Für die Produktion von Zylinderkopfhauben setzt das Unternehmen erneut auf SW-Lösungen. Vier weitere BA W06–22 wurden Anfang 2023 an HAL geliefert; erste Fertigteile gingen schon im Frühjahr an die Motorenwerke des Kunden. „Noch mehr als bei anderen Automobilteilen geht es bei Zylinderkopfhauben um Präzision: Hier kommt es in der Bearbeitung wirklich auf jedes μ an“, so Bäsler. „Da ist es ein gutes Gefühl, dass wir uns auf die Zuverlässigkeit von SW verlassen können, sowohl im Hinblick auf die Anlagen als auch in der Zusammenarbeit.“
Schwäbische Werkzeugmaschinen GmbH
www.sw-machines.com









 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}