






5-Achs-Bearbeitung, CAM-Programmierung, Automation – Euler Feinmechanik definierte präzise seine Wünsche. 2016 machte das Unternehmen Nägel mit Köpfen und strukturierte seine komplette Fräsabteilung um. „Es war quasi ein Neustart auf der grünen Wiese“, blickt Leonard Euler zurück. Der Wirtschaftsingenieur führt seit 2015 gemeinsam mit seinem Vater Hans das Unternehmen, das sein Großvater Erich in den 1960er-Jahren in Schöffengrund im hessischen Lahn-Dill-Kreis gründete.
„Vor knapp zehn Jahren waren wir hauptsächlich ein Drehbetrieb. Das Fräsen behandelten wir eher stiefmütterlich“, erinnert sich Leonard Euler. „Alles, was wir mit den Drehmaschinen nicht bearbeiten konnten, frästen wir mit einfachen Anlagen.“ Doch gerade bei komplexen Geometrien war diese Fertigung mit vielen Spannungen und damit mit hohem Aufwand verbunden. „Das wollten wir ändern und gleichzeitig unsere Prozesse automatisieren“, betont er. In der Fräsabteilung blieb kein Stein auf dem anderen, der komplette Maschinenpark musste weichen. „Das war für uns ein sehr großes Projekt und ging auch mit einer Technikerarbeit einher“, schildert der Geschäftsführer. 5-Achs-Bearbeitung war von Anfang an gesetzt und die neue Anlage sollte autonom laufen.
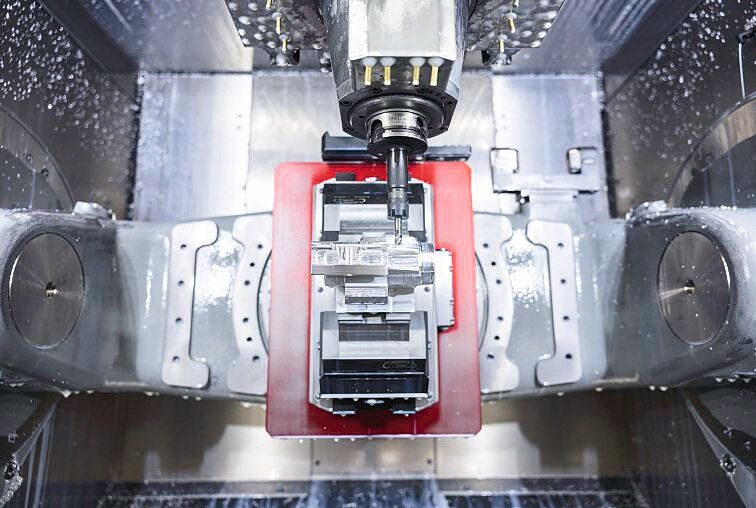
Da Leonard Euler die Bearbeitungszentren von Hermle schon im Studium geschätzt hatte und ein loser Kontakt zu Ralf Schleuning, Außendienstmitarbeiter der Hermle AG, bestand, holte sich das Unternehmen ein Angebot ein. „Wir entschieden uns aufgrund unserer Bauteilgrößen für die C 22 U, die vom Robotersystem RS 05 versorgt wird“, erklärt Geschäftsführer Euler. Ralf Schleuning ergänzt: „Das RS 05 war damals eine neue Lösung von Hermle. Die erste Anlage lieferten wir an Euler.“
Umfangreiche Schulungen am Hermle-Stammsitz in Gosheim und darüber hinaus im Hermle-eigenen Vorführzentrum in Kassel-Lohfelden machten die Fachkräfte von Euler mit der 5-Achs-Bearbeitung und der Steuerung TNC 640 von Heidenhain vertraut. „Diese Software war Neuland für uns, da unsere Drehmaschinen mit einer Siemens-Lösung gefahren werden“, berichtet der Wirtschaftsingenieur. „Die TNC 640 ist intuitiv bedienbar und besitzt auch kleine Gimmicks – das erleichterte die Umstellung.“ Daneben stand das Hermle Automation-Control-System (HACS) auf der Agenda. Die Automationssoftware steuert das Robotersystem.
Schon nach kurzer Zeit zahlte sich die Investition aus. „Dank der innovativen Lösung waren wir nun produktiver und konnten endlich die 5-Achs-Bearbeitung anbieten“, freut sich der Geschäftsführer. Das sei auf der Kundenseite wahrgenommen und geschätzt worden. „Auch das neue CAM-Programm, für das wir uns entschieden hatten, funktionierte von Anfang an sehr gut. Geometrisch anspruchsvolle Bauteile fertigen wir seither automatisiert und prozesssicher.“ Hauptsächlich zerspant der Lohnfertiger Aluminium, aber auch Bauteile aus Messing, Edelstahl und Kunststoff gehören zum Portfolio.
Vom Prototyp zur Serie
Inzwischen fertigt Euler auf acht Bearbeitungszentren von Hermle. Nur eines davon, die C 400, besitzt keine Automation. „Wir haben uns ganz bewusst für eine Maschine entschieden, an der unsere angehenden Zerspaner noch händisch programmieren“, verrät Leonard Euler. Außerdem habe er festgestellt, dass manche Bewerber etwas eingeschüchtert seien, wenn sie vor den automatisierten Anlagen stehen. „Das ist ihnen erstmal zu kompliziert und zu komplex. Dank der C 400 können wir neue Beschäftigte langsam an die hohe Qualität und Geometrieanforderungen heranführen. Und irgendwann sind sie in der Lage, auch eine Anlage wie die RS 05 prozesssicher einzufahren und zu programmieren“, schildert er.
Als reiner Lohnfertiger mit 85 Mitarbeitenden ist Euler Feinmechanik vor allem in den Branchen Vakuum- und Medizintechnik, Optik und Defense zuhause. „Unsere Losgrößen liegen zwischen 1 und 5000, und diese Lose legen wir meist mehrmals im Jahr auf“, verdeutlicht der Geschäftsführer. Dabei beziehen Kunden das Unternehmen oft schon in der Konstruktionsphase mit ein, Prototypen und Vorserien laufen auf den Bearbeitungszentren von Hermle. „Ob 1 oder 5000 – wir haben immer die gleiche Vorgehensweise und sind damit schnell in der Serie. Ein aufwendiger Musterbau und anschließende Anpassungen an die Serienfertigung entfallen komplett.“
Ausreichende Reserve
Der neueste Zugang in der Fräsabteilung besteht aus zwei 5-Achs-Bearbeitungszentren C 32 U, die das Robotersystem RS 1 mit Werkstückrohlingen versorgt. „Mit dieser Lösung haben wir uns den nötigen Puffer geschaffen, um die zugesagten Mengen immer pünktlich liefern zu können“, betont Leonard Euler. Ein weiterer Vorteil des Kollegen Roboter: Die Komplexität für den Maschinenbediener sinkt, da er keine Bauteile mehr manuell spannen muss. Leonard Euler: „Jede unserer Fachkräfte betreut zwei Anlagen und damit mindestens sechs verschiedene Werkstücke, die parallel laufen und mal links und mal rechts angeschlagen werden.“
Dank der Automation fertigt Euler in der Nachtschicht oder am Wochenende personenlos. „Wir zerspanen beispielsweise komplexe Bauteile, die jeweils zwei Stunden lang bearbeitet werden. Dafür läuft die Anlage das gesamte Wochenende durch“, verdeutlicht der Geschäftsführer. Die Zusatzmagazine ZM 216, die die 36 Werkzeuge in der C 32 U um jeweils 216 weitere, darunter auch Schwesterwerkzeuge, ergänzen, sorgen für lange Bearbeitungszeiten.
Ganz besonders schätzt Leonard Euler den Service von Hermle: „Jede Maschine weist eine Telefonnummer aus, mit der ich bei einem kompetenten Techniker lande und nicht etwa in einem Callcenter. Dadurch konnten wir schon viele Probleme selbst beheben.“ Dazu trage auch die Standardisierung der Bearbeitungszentren bei. „Das Bedienkonzept und der Aufbau der einzelnen Maschinen unterscheiden sich wenig. Deshalb können wir unsere Fachkräfte flexibel einsetzen und bei kleineren Reparaturen Ersatzteile selbst tauschen.“
Maschinenfabrik Berthold Hermle AG
www.hermle.de








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}