
An die digitale und vernetzte Industrieproduktion knüpfen sich große Hoffnungen. Eine ist, dass Prozesse effizienter werden und sich unnötige Kosten sparen lassen. Doch in vielen Betrieben ist das immer noch Zukunftsmusik, dort werden Entscheidungen gänzlich undigital und aus dem Bauch heraus getroffen. Die meisten gehen auf Nummer sicher und tauschen zum Beispiel Werkzeuge lieber zu früh aus oder bereiten sie häufiger wieder auf, manche drosseln sogar das Tempo der Maschine, um den Verschleiß gering zu halten. Das kostet Geld und Zeit und nagt an der Wettbewerbsfähigkeit des Unternehmens und des Standorts Deutschland.
Ein typisches Beispiel für dieses Dilemma ist die Hartfeinbearbeitung von Verzahnungen mittels Wälzschleifen. Die Zähne werden hierbei im Vorfeld in weichen Stahl vorgefräst, dann erfolgt eine Wärmebehandlung zum Härten der Zähne und zur Herstellung des Verschleißschutzes. Dabei ändert sich das Volumen des Werkstoffs und es treten Verzüge auf. Deshalb müssen die Zähne anschließend mit einem Schleifwerkzeug auf ihre finale Form geschliffen werden. Ohne diesen Feinschliff wäre das Geräusch – etwa eines Getriebes im Auto – merklich lauter und das Zahnrad würde schneller verschleißen. Mit dem Umstieg in die Elektromobilität steigen die Anforderungen noch einmal. Die Drehmomente sind höher, gleichzeitig sollen die Antriebe so leise wie möglich sein. Das erfordert geringste Fertigungstoleranzen, und die lassen sich nur erreichen, wenn der Schliff sehr präzise und kontrolliert erfolgt.
Zustand des Werkzeugs: unbekannt
Doch das ist heute nur bedingt der Fall. Während ein Fräser aus Metall eine exakt bestimmte Geometrie hat, ist der Zustand der Schleifscheibe beim Wälzschleifen mit ihrer typischen Schneckenform nie exakt bekannt. Während des Schleifens ändert sich der Zustand des Werkzeugs ständig, weil bei den enorm hohen Geschwindigkeiten Schleifkörner ausbrechen und abstumpfen – und das auch noch an verschiedenen Stellen des Werkzeugs unterschiedlich schnell. Das führt dazu, dass die Betriebe mit hohen Sicherheitsfaktoren arbeiten. Um sich vor Überraschungen zu schützen, drosseln sie das Bearbeitungstempo, tauschen die Schleifwerkzeuge früher aus oder konditionieren diese öfters als notwendig, wobei mehr Schleifmittel als nötig abgetragen wird.
Robin Krage vom Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik IWU in Chemnitz, das Partner im Fraunhofer-Cluster CCIT ist, möchte das ändern. Der Maschinenbau-Ingenieur ist Teil eines Teams, das ein Verfahren entwickelt hat, welches das Wälzschleifen von Zahnrädern deutlich effizienter macht. Dabei misst ein Akustiksensor im Mikrosekundentakt. Anhand der Geräusche kann in Millisekunden auf den Zustand des Werkzeugs geschlossen und die Bearbeitung blitzschnell angepasst werden. So genannte Acoustic-Emission-Sensoren gibt es bereits zu kaufen, das Konzept des Fraunhofer IWU ist allerdings neu. Es erlaubt erstmals Rückschlüsse auf den Zustand des Schleifkörpers und lässt damit eine Regelung zu.
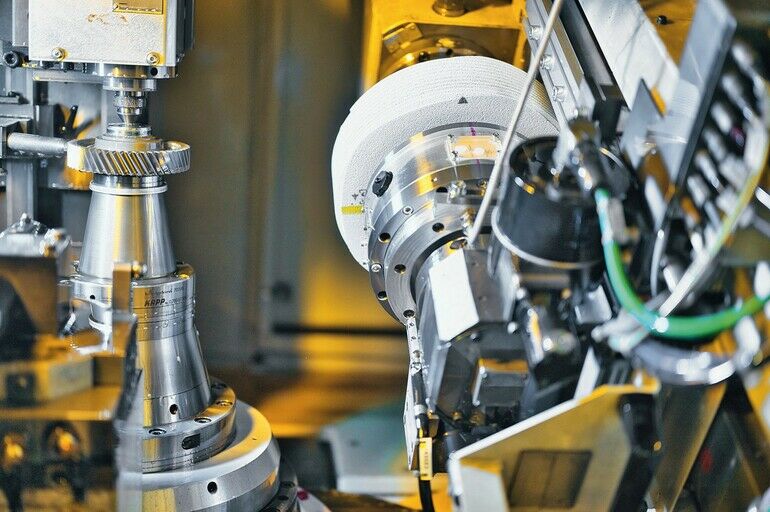
Das volle Frequenzspektrum – alle 1,3 Mikrosekunden
Krage arbeitet seit zwei Jahren an einem neuen Konzept, dabei hat er mehrere Demonstratoren entwickelt. Beim ersten war die Messvorrichtung so voluminös, dass das Team den Schleifkörper verkleinern musste. Beim aktuellen, seriennahen Demonstrator hat der Schleifkörper nun die volle Größe. Die Messvorrichtung ist zu einem schmalen Ring geschrumpft, der auf die Spindel gesteckt wird. Darin verbirgt sich ein Acoustic-Emission-Sensor direkt am Schleifkörper. Er wandelt die Vibrationen aus dem Schleifkörper mit einem Piezo-Kristall in elektrische Signale um. Alle 1,3 Mikrosekunden liefert er einen Messwert, mit dem ein Frequenzspektrum bis in den Ultraschallbereich von mehreren hundert Kilohertz abgebildet werden kann. Trotz der hohen Schnittgeschwindigkeit von 80 Metern pro Sekunde ergibt das einen Messwert pro 0,1 Millimeter in Umfangsrichtung der Schleifscheibe. Das ist deutlich schneller, als es für die Regelung der Maschine nötig ist. Diese regelt den Vorschub und die Zustellung des Werkzeugs in einem Takt zwischen vier und acht Millisekunden.
Mit seinem Prototyp hat Fraunhofer auch die Herausforderung der drahtlosen Übertragung von Energie und Daten gemeistert. Da der Ring mit dem Schleifkörper rotiert, sind Kabel tabu. Dazu enthält der Ring einen induktiven Koppler zur Energieübertragung, ähnlich wie bei einer drahtlosen Ladeschale fürs Smartphone. Die Datenübermittlung erfolgt kapazitiv.
Der Datenstrom aus dem Sensor wird in Xeidana verarbeitet, einer Software des Fraunhofer IWU zur automatisierten Qualitätssicherung in der Industrie. Man kann sich Xeidana wie einen Werkzeugkoffer zur Datenanalyse vorstellen, der sich durch Plug-Ins erweitern lässt. In diesem Fall erfolgt die Auswertung des Sensorsignals mittels Kurzzeit-Fouriertransformationen (STFT). Die Software zerlegt den Datenstrom in kurze Zeitbereiche und errechnet mittels Fast-Fourier-Transformation für jeden Zeitabschnitt das Frequenzspektrum. Daraus sowie aus dem Verlauf der Energie des Geräuschs lassen sich eine Menge an Informationen herauslesen: einzelne Zahneingriffe von Schleifschnecke und Zahnrad etwa oder Aufmaßschwankungen am Werkstück. Die Analyse bestimmter Frequenzbereiche gibt außerdem Hinweise auf Anomalien, etwa auf Schäden im Schleifkörper, einseitige Bearbeitung oder ähnliches.
Kein zusätzlicher Zeitaufwand
Das Aufbringen des Messrings ist ein zusätzlicher notwendiger Arbeitsschritt, dieser dauert aber lediglich etwa zehn Minuten. Der eigentliche Wechsel der Schleifschnecke dauert nur fünf Minuten – das Ab- und wieder Aufrüsten der Maschine würde sich also somit verlängern. Damit die neue Technologie nicht zum Bremsklotz wird, empfiehlt Krage, stets zwei Schleifdorne im Wechsel zu benutzen. Während der eine in der Maschine arbeitet, kann der Werker den zweiten bereits mit der neuen Schleifschnecke und dem Flansch bestücken. So dauert der Werkzeugwechsel nicht länger als bisher. Da die Datenübertragung drahtlos erfolgt, muss auch nichts verkabelt werden.
In der Massenfertigung zählt jede Minute. Deshalb hat sich Krage auch das Abrichten vorgenommen. Abhängig von der Größe des zu bearbeitenden Bauteils findet nach etwa 40 Schleifvorgängen ein Abrichtvorgang statt. Dabei fährt ein Diamantrad das verschlissene Schleifwerkzeug entlang und bringt dieses wieder in Form und schärft es. Üblicherweise erfolgen sechs bis acht solcher Abrichthübe hintereinander, dabei wird etwa ein halber Millimeter des Schleifkörperdurchmessers abgetragen. Fraunhofer-CCIT-Wissenschaftler Krage hat mit seinem Team einen Algorithmus mit Künstlicher Intelligenz entwickelt, der das Abrichten überwacht und es vorzeitig beendet, wenn der Schleifkörper die erforderliche Form bereits erreicht hat. Es zeigt sich, dass vier bis fünf Abrichthübe ausreichen und dass entsprechend weniger Schleifmittel abgetragen werden muss. Die Lebensdauer verlängert sich so um bis zu 40 Prozent.
Mehr als zehn Prozent Einsparung
Klingt nach einem enormen Fortschritt – aber lohnt sich das wirklich? „Eindeutig ja“, sagt Krage. Ein Schleifkörper koste zwar nur 300 bis 400 Euro und schleife bis zu 10 000 Zahnräder, was für jedes Zahnrad mit nur wenigen Cent zu Buche schlage. Doch die längere Haltbarkeit und die geringeren Stillstandszeiten zum Auf- und Abrüsten der Maschinen summierten sich zu einem spürbaren Kostenvorteil. „Die Ersparnis liegt über zehn Prozent“, so Krage. Ein Test unter realen Bedingungen in der Serienfertigung eines Lkw-Herstellers soll das nun bestätigen.
Parallel dazu entwickelt Fraunhofer ein Vertriebsmodell. Die Fraunhofer-Gesellschaft als Einrichtung der angewandten Forschung entwickelt lediglich Prototypen und vertreibt keine Serienprodukte. Angedacht ist, die Technologie als Lizenz zu vergeben, zum Beispiel an die Hersteller der Schleifmaschinen. Die haben das erforderliche Know-how, da moderne Maschinen ohnehin mit Sensoren gespickt sind.
Für Robin Krage ist das Wälzschleifen nur der Anfang, die Technologie eigne sich ebenso für andere Schleifprozesse. Kürzlich hat ein Automobilzulieferer bei Fraunhofer angefragt, ob man die Lösung auch für das Außenrundschleifen verwenden könne. „Auch das geht“, verspricht Krage. „Die Unternehmen haben das Problem erkannt und fragen vermehrt nach unserer Lösung.“
Fraunhofer CCIT
www.cit.fraunhofer.de
Mehr zum Thema Industrie 4.0









 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}