



Bei dem Sondermaschinenbauer Optima wird der Herstellung maschinenbautechnischer Erzeugnisse eine hohe Bedeutung beigemessen. Darauf begründen sich auch die engen Beziehungen zur Deutschlandzentrale des heutigen DMG Mori Konzerns im nicht weit entfernten Leonberg. Autor: Hans-Peter Schossig
Die Optima-Maschinenfabrik wurde 1922 von Otto Bühler in Schwäbisch Hall gegründet. Heute gehört Optima zu den Weltmarktführern bei Verpackungsmaschinen von Produkten der Hygiene, Lebensmittel, Medizin, Pharmazie und weiteren Produkten. Beispiele dazu bieten die Optima-Maschinen für Verpackungen von Windeln oder Erzeugnissen der Nahrungs- und Genussmittelindustrie wie z. B. Kaffee- Pads.
Spanende Fertigung ist extrem wichtig
Volker Freisinger, Optima Manufacturing Director, erläutert die Bedeutung der eigenen spanenden Fertigung: „Alle wichtigen Kernbauteile, und das sind immerhin etwa ein Viertel des gesamten Teilespektrums, werden vor allem im Schwäbisch Haller Stammsitz von unseren 120 Mitarbeitern des Bereiches Zentrale Fertigung produziert.
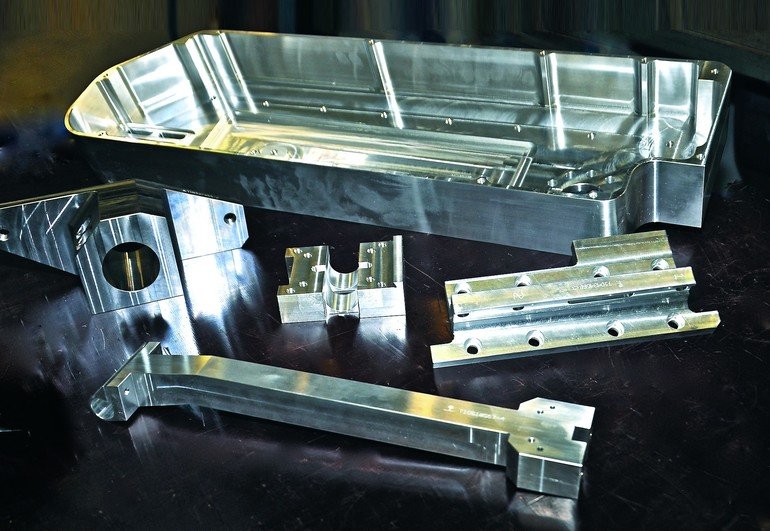
Die durchweg kompliziert gestalteten Werkstücke bestehen meist aus hochlegiertem, korrosionsbeständigem Stahl oder Alu- Legierungen und weisen ergänzend sehr geringe Maß- und Formtoleranzen als auch hohe Anforderungen an die zu erzeugenden Oberflächen auf. Dabei sind die benötigten Stückzahlen gering, sie betragen ab Prototyp im Durchschnitt etwa 5 Werkstücke im Längenbereich bis 1000 Millimeter. Bei unseren Zerspanungsprozessen dominiert inzwischen das Fräsen. Dessen Anteil liegt bei den angewendeten Fertigungstechnologien bei etwa 2/3, knapp 1/3 beträgt der Anteil für das Drehen, Drehfräsen und anderen Operationen.
Ergänzend praktizieren wir einige spezielle Verfahren wie das Drahterodieren oder besonders anspruchsvolle Feinstbearbeitungen wie zum Beispiel das Honen. Seit dem Jahre 2000 löste bei uns das 5-Achs- Positionierfräsen die bis dahin übliche 3-Achs-Bearbeitung ab. Die auf den damals vorherrschenden Konsolfräsmaschinen zum Beispiel von Maho aus Pfronten ausgeführte Bearbeitung von Teilen wurde in mehreren Aufspannungen vorgenommen. Seit 1988 gab es bei uns mit der Maho MH 700S auch schon eine Konsolfräsmaschine mit H/V- Kopf, Werkzeug und einem NC-Rundtisch.“
Einstieg ins 5-Achs-Fräsen
Mit der Einführung des 5-Achsfräsens intensivierten sich die Kontakte nach Leonberg zum heutigen DMG Mori Deutschland-Vertriebszentrum. In den letzten 15 Jahren erwarb Optima einen Bestand von 15 DMG-Fräs- und Drehzentren. Davon kamen allein 9 Deckel Maho-Bearbeitungszentren aus Pfronten, wobei seit 2002 diese 5-Achs-Universalfräszentren mittels B-Achse die Zielrichtung präzises Komplettfräsen bei minimierten Aufspannungen in unserer Zentralen Fertigung vorgeben.
Schon die erste dieser Universalzentren besaß eine B-Achse für SK40-Werkzeuge mit Drehzahlen bis 12 000 U/min und 28 kW Leistung. Außerdem lieferten die Leonberger in den letzten Jahren zwei DMG-CTX-Universaldrehzentren, ein DMG-NEF-Drehzentrum und Mitte 2007 ein DMG Dreh-Fräszentrum GMX 400.
Volker Freisinger beurteilt „seinen“ Maschinenpark: „Alle diese DMG-Maschinen erfüllen bis heute im harten Praxisalltag ihre komplexen Fertigungsaufträge zur Zufriedenheit der Optima-Zerspanungsspezialisten, die in internen Workshops ständig weitergebildet werden. Deren Zerspanarbeiten, die übrigens ohne Leiharbeiter-Beschäftigung ausgeführt werden, genießen eine hohe Wertschätzung. Eine Fluktuation in der Belegschaft ist bei Optima kein Thema und mit einer Azubi-Quote von 10 Prozent der Mitarbeiterschaft wird permanent für den passenden Nachwuchs gesorgt.“
Verpackungs- und Abfüllmaschinen
Die Gesamtheit der komplizierten Verpackungs- und Abfüllmaschinen wird bei Optima selbst entwickelt und konstruiert, mittels modernsten CAD/CAM-Anlagen werden die verschiedenen NC-Programme in die zentrale Fertigung direkt überstellt.
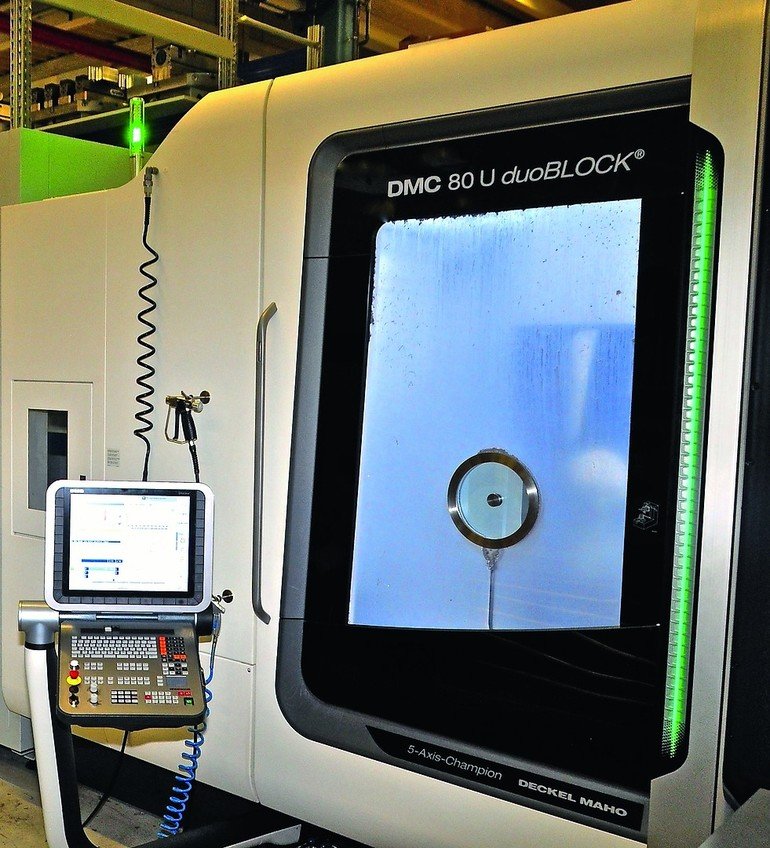
Der dort für das 5-Achs-Positionierfräsen sehr erfolgreich eingesetzte Maschinenpark aus sieben Deckel Maho duo Block Universalbearbeitungszentren wurde Ende 2014 durch die Inbetriebnahme eines Universalfräszentrums DMC 80 U duo Block erweitert. Das Fräszentrum aus der nun 4. Generation dieser Erfolgsbaureihe wird als Fertigungszelle im Dreischichtbetrieb von einem Schuler-Palettenspeicher Load Master Compact 900 für 20 Zusatzpaletten mit Aufträgen zur automatischen Abarbeitung versorgt.
Freisinger erläutert die für seine Fertigungsaufgaben bestens geeignete Konfiguration der Deckel Maho-Maschine aus der 4. duo Block-Generation, die stirnseitig an einen Linearpaletten-Speicher mit 4 Etagen gekoppelt ist.
„Bei einer konkurrenzlos kleinen Maschinen-Grundfläche ist trotz vergrößertem Arbeitsraum von 800/1050/850 Millimeter der versprochene Steifegewinn von etwa 30 Prozent als Produktivitätsgewinn messbar. Das optimierte Maschinengestell aus GGG60, die weiter verstärkten Linearführungen und Kugelgewindetriebe sowie vergrößerte Lagerungen in der B- und C-Achse ermöglichen uns eine noch effizientere Komplettbearbeitung. Für die kompliziert gestalteten Werkstücke bietet auch die 35 Kilowatt starke Motorspindel mit HSK A63-Aufnahme, nun maximalen 18 000 Umdrehungen und 130 Newtonmeter Drehmoment sehr flexible Einsatzmöglichkeiten.
Vorteilhaft ist ebenso der neue B-Achs-Fräskopf im steiferen Gehäuse mit integriertem Kabelschlepp und vergrößerter Kopflagerung. Ein gleichmäßig verteiltes Temperaturniveau der Maschine wird durch die verbesserte Flüssigkeitskühlung der Linear- Achsantriebe und des C-Achsmotors vom Rundtisch sowie dem B-Achs-Fräskopfbereich erreicht. Alle diese Maßnahmen sind für die hohen Anforderungen an unsere Präzisionswerkstücke hinsichtlich langzeitstabiler, enger Toleranzwerte und hoher Oberflächengüte besonders wichtig.“
Freisinger ergänzt dazu: „ Deckel Maho-Optionen wie die Machine Protection Control (MPC) für werkstück- und werkzeugbezogene Prozesskontrollen, Messtaster, Werkzeugbruchkontrolle, Werkzeugvermessung im Arbeitsraum oder 3D Quick Set sichern die Fertigungsstabilität im Mehrschicht-Automatikbetrieb der Fertigungszelle zusätzlich ab. So erreichen wir mittels MPC neben maximalem Maschinenschutz variable werkzeug- und prozessspezifische Abschaltlimits.
Das außerordentlich platzsparende Werkzeugmagazin mit 3 Rädern für 273 HSK A63-Werkzeugplätzen und die sehr kurzen Werkzeugwechselzeiten dienen ebenfalls einem sicheren Langzeitbetrieb. Die hinsichtlich Energieeffizienz erneut verbesserte Maschinenkonfiguration u. a. durch bedarfsgeregelte Aggregate beinhaltet eine frequenzgeregelte IKZ-980l-Anlage für Hochdruck bis 80 bar. Außerdem bevorzugten wir die TNC 640 mit Betriebsart 4 als werkstattfreundliche Steuerung.
Die TMC 640 wird im ,slave-Modus‘ von der Steuerung des Schuler-Palettenspeicher Load Master Compact 900 als ,master‘ nach vorgegebenen Prioritäten der Auftragsverwaltung angesteuert und initiiert die Abarbeitung der dazu gehörenden NC-Programme auf dem DMC 80U-Fräszentrum mit den dazu passend eingestellten Werkzeugen.“
Wiederholgenauigkeit und Kompatibilität
Die hohe Wiederholgenauigkeit und Kompatibilität beim Wechsel aller Paletten zwischen Linearspeicher und Maschine repräsentiert sich durch minimierte Abweichungen. Für alle Paletten betragen diese im Rundlauf 0,025 mm und Planlauf (auf Drm 500 mm bezogen) 0,03 mm, die Höhendifferenz zwischen allen Paletten liegt mit Kompensation durch die Auftragsverwaltung der Steuerungen bei 0,01 mm. Die Inbetriebnahme der separat angelieferten Maschine und des von Schuler beigestellten Linearspeichers verlief wie im „Plug and play- Modus“ reibungslos.
Was bringt nun die Fertigungszelle neben höherer Effizienz und Produktivität an weiteren Vorteilen in Bezug auf Durchlaufzeit und Liefertreue bei der Präzisionsteile-Produktion?
Freisinger und sein Manufacturing Group Leader Stefan Scheuerlein sind sich einig: „Generell erhöht sich beim Fertigungszellen-Betrieb die Spindellaufzeit bis dato um etwa das 3-fache. In der dritten Schicht werden vorrangig die erprobten NC-Programme im Dauerbetrieb abgearbeitet, und wir erreichen bisher eine Mindestspindellaufzeit der Anlage von 15 Stunden pro Wochentag.
Der störungsfreie Automatikbetrieb wird in unserem Bereich weiter ausgeweitet und dient unserer geplanten Umsatzsteigerung von 5 bis 10 Prozent. Denn unsere hauseigene Fertigung wird gemäß dem gesunden Augenmaß unserer Firmenleitung beim Firmenwachstum schrittweise ausgebaut.
Die wichtigen Zerspantechnologien wie das 5-Achs-Komplettfräsen oder Drehfräsen werden weiter eine wichtige Rolle im Fertigungsablauf spielen, unser lückenloses Qualitätsmanagement wird alle Teilabläufe überwachen. Die weitere Automatisierung unserer Fertigungsprozesse ist auch im Hinblick auf weitere Umsetzungen innerhalb des Industrie 4.0-Rahmenbegriffs ein wesentlicher Faktor.“ ■
DMG Morihttp://de.dmgmori.comAMB Halle 7 Stand A01
Mehr zum Thema Feinstbearbeitung
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}