


Was Bart van Ruth vor genau 50 Jahren bei der Gründung seines Konstruktionsbüros antrieb, war das Bestreben, technologische Lösungen für Produktivitätsverbesserungen zu finden. Mit der Entwicklung des ersten eigenen Produkts, einer vertikalen, säulenbeweglichen CNC-Bohrmaschine mit festem Maschinenbett, kam der Erfolg vor allem auf dem deutschen Markt. 1988 wurde die erste Portalfräsmaschine für die 5-Seitenbearbeitung von Werkstücken präsentiert.
Heute gehen Portalfräsmaschinen, Fahrständermaschinen und Multitask-Bearbeitungszentren von Unisign an Logistik- und Energieunternehmen, an Nutzfahrzeughersteller und den allgemeinen Maschinenbau in aller Welt – ein großer Teil davon als Sondermaschinen. Zum Teilespektrum gehören Lkw-Vorder- und Hinterachsen, Fahrgestell-Längsträger, Hubmastprofile, Baggerrahmen, Kranbalken und Eisenbahn-Drehgestellrahmen, die auf Unisign-Maschinen oft in einer Aufspannung gefertigt werden. Die Bearbeitungslänge der Maschinen geht – angesichts dieser Werkstücke verständlich – oft über 25 m hinaus.
„Unser Maschinen steigern die Produktivität“
„Wir können hier eindrucksvoll demonstrieren, was unsere Maschinen können“, sagt Operations Manager Paul Lennaerts, der Konstruktion, Fertigung, Einkauf und Montage verantwortet. „Wir zeigen den Kunden, wie unsere Maschinen die Produktivität in einer Fertigung steigern können“, führt Lennaerts aus und ergänzt: „In unserer eigenen Fertigung bearbeiten wir die Komponenten für unsere Maschinen natürlich hauptsächlich auf Unisign-Modellen, zumindest was die Prozesse Drehen, Fräsen und Bohren anbelangt. Für andere Bearbeitungen greifen wir auf Maschinen von Herstellern zurück, deren Qualitätsbewusstsein dem unseren gleicht, wie wir es beispielsweise bei der Firma Kellenberger erleben.“
Für Schleifbearbeitungen an hochgenauen Teilen wie Zugstangen, Dornen und Distanzringen wurde bereits 2003 eine Kellenberger Kel-Varia mit Heidenhain-Steuerung gekauft.
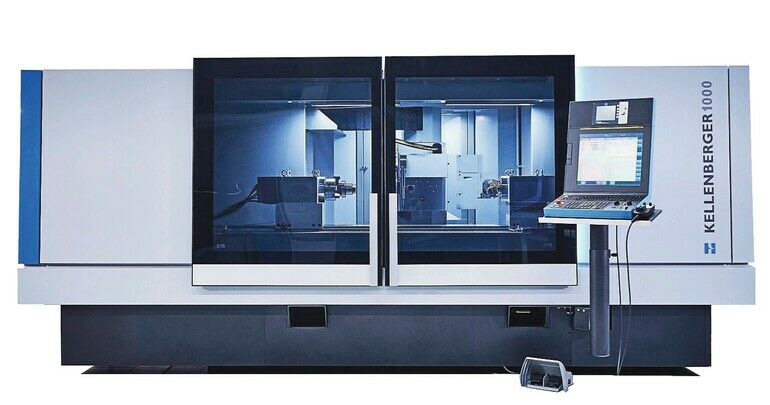
2021 erfolgte, zum einen aus Kapazitätsgründen, zum anderen aufgrund der wachsenden Leistungsanforderungen, die Anschaffung einer weiteren Kellenberger-Schleifmaschine, einer Kellenberger 1000. Beratend tätig war in diesem Fall René van der Peet von der Vertriebsgesellschaft BMT Machine Tools BV, die seit Jahren in den Niederlanden die zum US-amerikanischen Hardinge-Konzern gehörenden Marken Kellenberger, Hardinge und Bridgeport vertritt.
Aus den für die Kellenberger 1000 optional erhältlichen Spitzenweiten von 1000/1600 mm und Spitzenhöhen von 200/250 und 300 mm entschied man sich für eine Maschine mit 1600 mm Spitzenweite und 250 mm Spitzenhöhe. „Auch unsere alte Kellenberger hat diese Abmessungen. Wir nutzen beim Schleifen von langen Dornen den Arbeitsraum voll aus,“ sagt Paul Lennaerts. Von den über 30 unterschiedlichen Schleifkopfvarianten mit Außen- und Innenschleifspindeln, die für die Kellenberger 1000 im Standard verfügbar sind und jeden Bearbeitungsbedarf abdecken, wählte man bei Unisign die Schleifkopfanordnung UR 1-6-7 mit einer Außenschleifspindel und zwei Schnellfrequenz-Innenschleifspindeln mit Drehzahlen von max. 42 000 min-1 bzw. 60 000 min-1.
Kauf mit Schleifversuchen vorbereitet
Der Kauf der Kellenberger 1000 wurde mit diversen Schleifversuchen im Kellenberger-Werk in St. Gallen gut vorbereitet. Zu den Abnahmeteilen gehörten unter anderem Capto-C8-Aufnahmen. Diese Aufnahmen gehören zu den Teilen, die Unisign im eigenen Haus fertigt. Das erforderliche Schleif-Know-how für die Capto-Aufnahmen wurde nach den Schleifversuchen von Kellenberger mit der Maschine mitgeliefert. „Das hat uns zu Beginn sehr geholfen“, sagt Paul Lennaerts. „Auch AVN, unser Partner für Schleifmittel, hat sich in der Sache sehr eingebracht.“
„Wir sind sehr zufrieden mit der neuen Maschine“, resümiert Paul Lennaerts. „Sie hat uns die geforderte Leistungssteigerung gebracht.“
Kellenberger
europe.hardinge.com/de/product-brand/kellenberger/








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}