





Überlegt eingesetzt vervielfachen Spanntürme und Spannpyramiden die Zahl der Werkstücke im Maschinenraum. Damit bieten sie gute Voraussetzungen, um Nebenzeiten zu reduzieren und bei hoher Flexibilität die mannlosen Maschinenlaufzeiten zu erhöhen – vorausgesetzt die Spannmittel sind darauf abgestimmt.
Inhaltsverzeichnis
1. Nebenzeiten eliminieren
2. Schwingungsdämpfende Hohlkörperbauweise
3. Zahlreiche Varianten von Spanntürmen und -pyramiden
4. Flexibilität bei Aufspannfläche und Spannmitteln
5. Vorfkonfigurierte Spanntürme
6. Anwendungsspezifische Sonderlösungen von Schunk
4-Achs-Horizontalbearbeitungszentren mit integriertem Palettenwechsel sind seit jeher die Domäne von Aufspanntürmen. Die Grundidee ist dabei immer gleich: Der Spannturm multipliziert die maschineneigene Spannfläche, sodass eine hohe Maschinenauslastung erreicht und Nebenzeiten minimiert werden. Geschickt geplant, kann mit einem spannturmbestückten Werkstückspeicher zum Teil über mehrere Tage hinweg vollautomatisiert produziert werden – beispielsweise in Geisterschichten am Wochenende.
Der gleichen Grundüberlegung folgen Spannpyramiden, die zuletzt vor allem auf 5-Achs-Maschinen eingesetzt werden. Ohne Zugeständnisse bei der Zugänglichkeit lässt sich mit ihnen die mannlose Maschinenlaufzeit nach oben schrauben – erst recht, wenn die Beladung aus maschineneigenen oder externen Palettenspeichern erfolgt. Aus gutem Grund baut der Greifsysteme- und Spanntechnikspezialist Schunk daher sein Spannturm- und Spannpyramiden-Portfolio seit Jahren aus. Ausgangspunkt ist ein umfassender Baukasten aus Basispaletten, Grundprofilen und Aufspannflächen, die mit einer Vielzahl an Spannmitteln kombiniert und über eine breite Auswahl an Standardspannbacken effizient nutzbar gemacht werden.
Nebenzeiten eliminieren
Das Grundprinzip ist einfach: Je Turmseite lassen sich ein oder im Idealfall sogar mehrere Werkstücke aufspannen, die dann unmittelbar nacheinander bearbeitet werden. Mithilfe moderner CAD/CAM-Systeme ist es auf diese Weise möglich, selbst kleinste Losgrößen bis hin zu Einzelteilstücken effizient und automatisiert zu fertigen.
Gerüstet wird anhand werkstückspezifischer Rüstpläne, im Idealfall außerhalb des Maschinenraums an maschineneigenen oder externen Rüstplätzen. Die Beladung der Maschine mit dem Aufspannturm oder der Spannpyramide erfolgt anschließend über maschineneigene Transfersysteme, alternativ per Kran oder Roboter. Unproduktive Nebenzeiten, wie Umspannen, Ausrichten oder die Bestimmung des Nullpunkts werden mithilfe der Türme und Pyramiden aus der Maschine verbannt. Das Nullpunktspannsystem Schunk Vero-S verkürzt den Werkstück-, Spannmittel- oder Palettenwechsel, wo besonders flexibel agiert wird oder die Zahl der Türme oder Pyramiden nicht ausreicht.
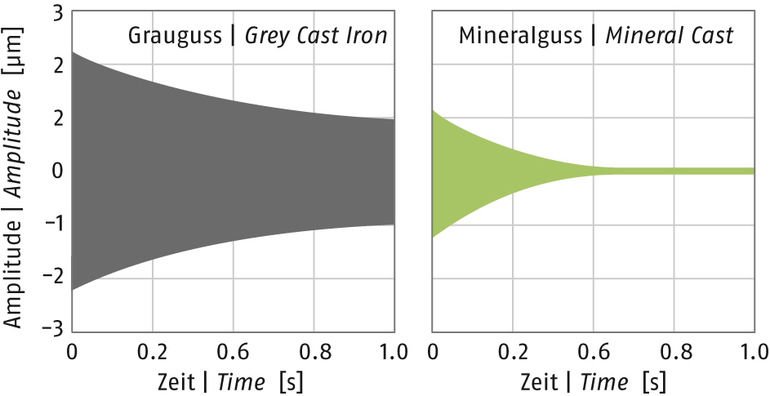
Schwingungsdämpfende Hohlkörperbauweise
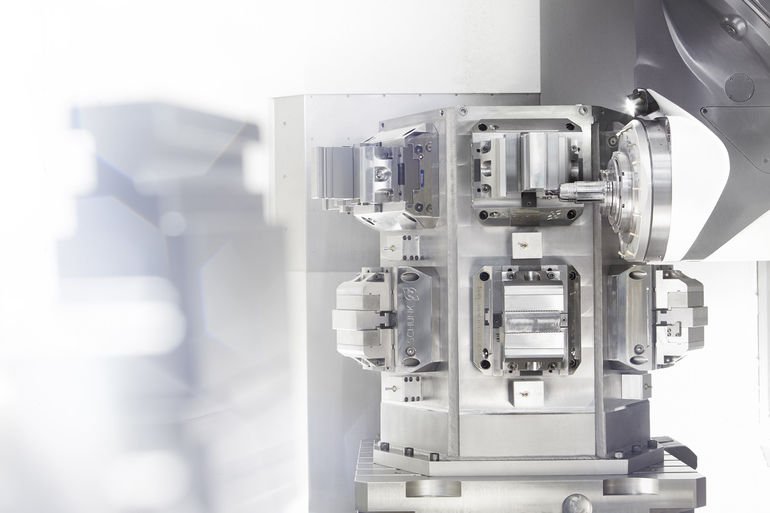
Schunk-Kontec-Aufspanntürme sind in der Regel einteilig aufgebaut: Grundplatte und Aufspannsäule sind als Monoblock aus Guss EN-GJL-250 gefertigt und gewährleisten mit ihrer stabilen Hohlkörperbauweise die nötige Steifigkeit, Schwingungsdämpfung und Grundgenauigkeit, sodass sie vor dem Einsatz nicht mehr überfräst werden müssen. Es gibt sie im Standard mit zwei Grundplattengrößen (400 x 400 mm, 500 x 500 mm) für alle gängigen Standardmaschinenpaletten Typ DIN 55 201 und JIS 6337-1980. Daneben sind auch individuelle Schnittstellen möglich.
Die Rechtwinkligkeit zur Grundplatte beträgt 0,01 mm auf 200 mm, die Oberflächen sind feinstgefräst und haben eine Rauheit von Ra 1,6. Damit ist eine exakte Positionierung der Spannmittel und Werkstücke gewährleistet. Über eine Zentrierung Ø 50 H6 lassen sich die Spanntürme schnell und präzise auf vorhandenen Maschinentischen montieren. Bei JIS 6337-1980-Grundpaletten (500 x 500 m) sind zudem Distanzplatten und Edge-Locator-Anschlägen verwendbar.
Zahlreiche Varianten von Spanntürmen und -pyramiden
Spanntürme und -pyramiden gibt es in einer Vielzahl an Varianten und Bauformen. Das Spannturmprogramm von Schunk umfasst fünf Grundprofile: Doppelwinkel mit zwei Spannflächen, Dreiecke mit drei Spannflächen, Würfel beziehungsweise Kreuze mit vier Spannflächen sowie Achtecke mit acht Spannflächen. Eine Sonderform ist zudem die Spannpyramide, die auf 5-Achs-Maschinen eine Mehrfachspannung mit hoher Zugänglichkeit ermöglicht und nicht zuletzt aufgrund der zunehmenden Zahl von Maschinen mit Werkstückspeichern an Bedeutung gewinnt. Über die Wahl der zum Werkstück und der Bearbeitung passenden Form lassen sich die Störkonturen und damit die Zugänglichkeit für Spindel und Werkzeuge optimieren. Die Höhe der Standardspanntürme liegt je nach Variante bei 710 mm beziehungsweise 1000 mm.
Flexibilität bei Aufspannfläche und Spannmitteln
Bei der Aufspannfläche kann zwischen vier Varianten gewählt werden: Das 50-mm-Bohrungsraster schafft eine hohe Flexibilität. Es eignet sich zur Aufnahme unterschiedlicher Spannmittel, aber auch zur konventionellen Aufspannung mittels Spannpratzen. Das reduzierte Raster wiederum ist speziell für Schunk-Kontec-Spannmittel ausgelegt. In beiden Fällen sind die Rasterbohrungen mit gehärteten Passbuchsen und verzinkten Gewindebuchsen ausgestattet. Mithilfe von Passschrauben Ø12/M12 können die Spannmittel direkt am Turm positioniert und befestigt werden.
Die dritte Variante, eine rohe Aufspannfläche, lässt sich individuell vom Anwender an die jeweilige Anforderung anpassen. Die größte Flexibilität bietet die vierte Variante, nämlich die Ausstattung mit Vero-S NSE-T-138-Nullpunktspannmodulen von Schunk. Diese fungieren als Schnellwechselsystem und ermöglichen einen hochpräzisen Spannmittelwechsel ohne aufwändiges Schrauben. Über einheitliche Vero-S-Spannbolzen lassen sich Nullpunktspannmodule mit unterschiedlichen Spannmitteln aus dem Schunk-Standardprogramm kombinieren.
Vorfkonfigurierte Spanntürme
Neben dem frei konfigurierbaren Modulprogramm hat Schunk auch vorkonfigurierte Spanntürme im Programm, die als Komplettsystem inklusive Spannmittel angeboten werden. Diese Spannturmsysteme umfassen in der Regel zwei oder vier stationäre Spanner aus dem Kontec-Programm, die entweder als Monoblock oder in Kombination mit einem Gusskern EN-GJL-250 zu Spanntürmen konfiguriert sind. Zur Auswahl stehen Spannturmsysteme aus den Einfachspannern Kontec-KSO in Monoblockbauweise, aus Doppelspannern Kontec-KSC-D, aus Mehrfachspannsystemen Kontec-KSM oder Kontec-KSM2, aus modularen Maschinenschraubstöcken Kontec-KSG sowie aus federbetätigten Kraftspannblöcken Tandem-KSF-plus. Letztere ermöglichen eine sichere Spannung ohne Medienversorgung.
Anwendungsspezifische Sonderlösungen von Schunk
Schunk realisiert auch anwendungsspezifische Sonderlösungen, beispielsweise vibrationsgedämpfte Aufspanntürme aus Grauguss GGG40 oder Spanntürme mit optimierter Innengeometrie, mit denen sich das Spannturmgewicht senken lässt. Auch hochsteife Spanntürme für anspruchsvolle Fräsoperationen sind möglich. Spezielle Kipptische, an denen die Spanntürme geschwenkt, rotiert und wahlweise stehend oder liegend beladen werden können, ermöglichen darüber hinaus eine ergonomiefreundliche Bestückung.
Heinz-Dieter Schunk GmbH & Co. Spanntechnik KG
www.schunk.com
Mehr zum Thema Spanntechnik








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}