
Durch die immer bessere Performance von Sägewerkzeugen und dem daraus resultierenden Zeit- und Materialaufwand für Standzeituntersuchungen, muss für Tests im Rahmen der Werkzeugentwicklung zunehmend mehr Maschinen- und Personalkapazität aufgewandt werden. Dies erschwert auch Feldtests in Kooperation mit potenziellen Anwendern der Sägewerkzeuge, da diese dort ebenfalls Kapazitäten binden und immer mit Unsicherheiten bei der Planung einhergehen. Insgesamt besteht der Wunsch nach Möglichkeiten, mit denen Tests zu geeigneten Schneidstoffen, Beschichtungen, Zahnformen und weiteren Werkzeugmerkmalen in einer beschleunigten Form durchgeführt werden können.
Am Institut für Werkzeugmaschinen (IfW) der Universität Stuttgart ist die Sägetechnik seit vielen Jahren Gegenstand von Forschungsarbeiten zur Werkzeug- und Prozessentwicklung. Die Anwendungsbereiche reichen hier vom Trennen von Metall über Verbundmaterialien bis hin zu Holzwerkstoffen. Im Bereich des Sägens von metallischen Werkstoffen wird hier die Möglichkeiten Zerspanungstests durchzuführen, durch einen Leistendrehtest gemäß der VDI-Richtlinie 3324 [1] ergänzt.
Die entsprechenden Zerspanungsuntersuchungen werden hier nicht mit Kreissägeblättern sondern mit repräsentativen Einzahnprüflingen durchgeführt, die zuvor aus fertig bestückten, geschliffenen und beschichteten Sägewerkzeugen entnommen wurden. Mit dieser Vorgehensweise kann der Material- und Zeitaufwand für vergleichende Zerspanungsuntersuchungen an Prototypen wesentlich verringert werden, da der Standweg eines Einzahnprüflings deutlich geringer ist, als der eines Sägeblatts mit entsprechend vielen Einzelzähnen. Die Entnahme der Einzahnprüflinge aus dem Sägeblatt kann durch Laser- oder Wasserstrahlschneiden sowie durch Fräsen geschehen.
Der Leistendrehtest nach VDI 3324 wurde ursprünglich als Prüfverfahren für Schneidstoffe für das Drehen im unterbrochenen Schnitt vom VDI-Fachausschuss „Schneidstoffanwendungen“ erarbeitet, vor einigen Jahren jedoch zurückgezogen. In der Literatur ist eine Reihe von Arbeiten beschrieben, die sich mit vergleichenden Zerspanungsuntersuchungen zur Bewertung von Schneidstoffen und Beschichtungen unter Verwendung des Leistendrehtests befassen [2, 3].
Am Institut für Werkzeugmaschinen (IfW) wurde der Leistendrehtest für Untersuchungen im Bereich des Kaltkreissägens wieder aufgegriffen und angepasst.
Versuchsaufbau und -durchführung
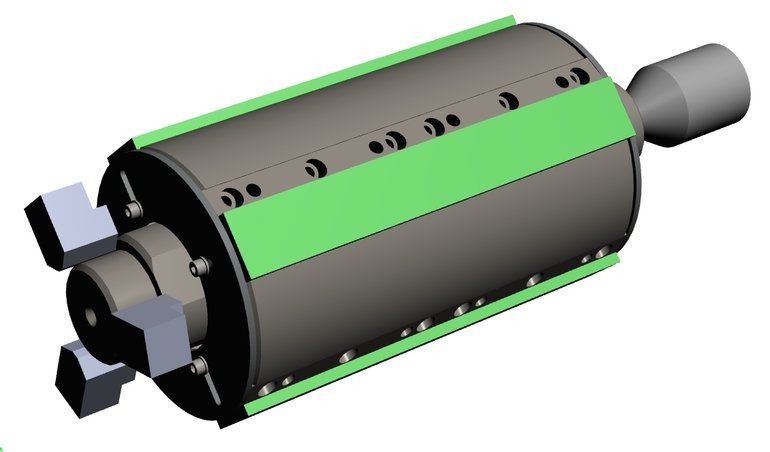
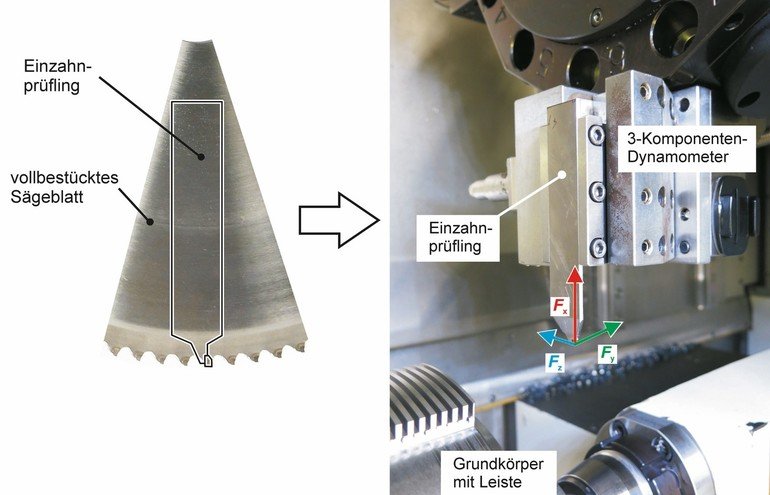
Hauptkomponente des Tests ist der im Bild 1 schematisch dargestellte Grundkörper, der als Welle mit vier durchgehenden Längsnuten ausgeführt ist. Mit schraubbaren Keilen können auf diesem vier Leisten (grün dargestellt) aus beliebigen Werkstoffen geklemmt werden. Das Bild 2 zeigt die Position eines Einzahnprüflings zur Entnahme aus einem Sägeblatt sowie den einsatzbereiten Leistendrehtest mit eingebrachten Einstichen in einem Drehzentrum (DMG CTX 420 linear) des Instituts für Werkzeugmaschinen (IfW).
Die Zerspanungsuntersuchungen am Leistendrehtest erfolgen in Form von einzelnen Einstechdrehoperation, die entlang der Leisten eingebracht werden. Durch radiales Ausstellen der Leisten mittels Abstandshaltern und anschließendes Überdrehen kann der Leistentest wieder für weitere Einstechversuche vorbereitet werden.
Der Einzahnprüfling wird mittels eines Stechdrehhalter in einem piezoelektrischen Dynamometer aufgenommen, mit dem sich die wirkenden Zerspankraftkomponenten erfassen lassen (siehe Bild 2).
Die gewonnenen Kraftsignale werden aufbereitet und können in bspw. Form von Kraftschrieben über mehrere Einstiche dargestellt werden. Aus den Kraftverläufen, die über der Anzahl der Einstiche bzw. dem resultierenden Schnittweg aufgetragenen sind, lassen sich Erkenntnisse zur Eignung einzelner, variierter Werkzeugmerkmale oder Prozessrahmenbedingungen bspw. der Kühlschmierstrategie gewinnen. Ergänzend können Analysen mit einer Hochgeschwindigkeitskamera oder einem Thermografiesystem durchgeführt werden.
Exemplarische Ergebnisse
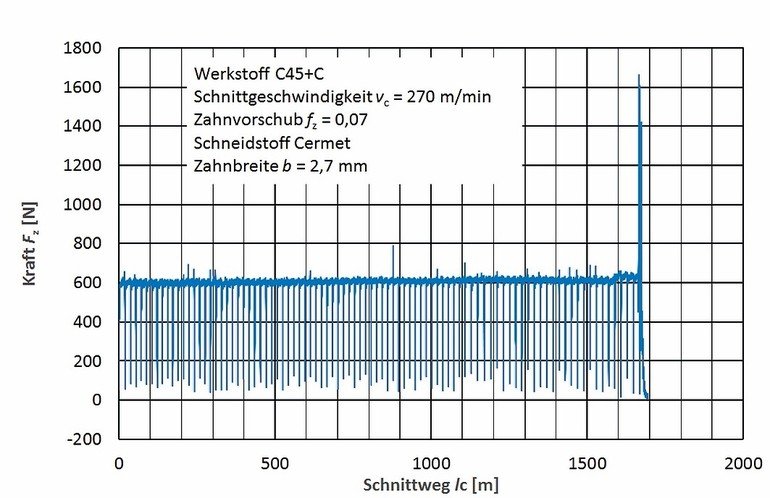
Im Bild 3 ist ein exemplarischer Verlauf für die Schnittkraft Fz dargestellt, der insgesamt 30 534 Einzeleingriffe im Verlauf von 93 Einstichen (Nuten) abbildet. Hierbei repräsentiert jeder Kurvenpunkt die mittleren Kraftwerte für einen Einzelschnitt. Der hier verwendete Einzahnprüfling wurde einem mit z = 100 Zähnen bestückten Kreissägeblätter des Durchmessers D = 350 mm und der Schnittbreite b = 2,7 mm entnommen. Der Zahn besteht aus dem unbeschichteten Schneidstoff Cermet.
Zerspant wurde der Werkstoff C45+C (Werkstoffnummer 1.0503), ein nicht legierter Vergütungsstahl aus der Gruppe der Qualitätsstähle. Die Schnittgeschwindigkeit vc = 270 m/min und der Zahnvorschub fz = 0,07 mm wurden an praxisübliche Werte für die Bearbeitung des Werkstoffs auf stationären Kaltkreissägemaschinen angewandt. Die Bearbeitung erfolgte unter den Bedingungen der Minimalmengenschmierung mit Hilfe eines Schneid- und Umformöls.
Mit zunehmendem Schnittweg lc steigt die Schnittkraft leicht an. Eine Erhöhung des Kraftniveaus ab lc = 1600 m weist auf Schneidstoffausbrüche hin. In der Folge kommt es zum Werkzeugbruch, der sich in einer deutlichen Kraftspitze zeigt. Darüber hinaus weisen einzelne Spitzen im Kraftverlauf auf Spanklemmer hin.
Mit dem Einzahnprüfling wurde bis zum Bruch ein Schnittweg ls = 1694 m bzw. eine Gesamtschnittfläche As = 0,12 m2 erreicht. Im Vergleich hierzu hätte mit dem vollbestückten Sägeblatt ein Schnittweg von ls = 169 km bzw. eine Schnittfläche von As = 11,8 m2 erzeugt werden müssen.
Zusammenfassung
Zerspanungstests im Rahmen der Entwicklung von neuen Sägewerkzeugen sind zeit- und materialintensiv. Die Umsetzung neuer Sägewerkzeuge von der Konzeption bis zur Markteinführung unterliegt einem zunehmenden Zeitdruck. Mit Hilfe des Leistendrehtests lassen sich an Einzahnprüflingen vergleichende Zerspanungsuntersuchungen in Form des Stechdrehens mit variierten Werkzeugmerkmalen oder sonstigen Prozessrandbedingungen durchführen. Im Vergleich zu Tests an vollbestückten Sägeblättern ist hier ein großes Potenzial für ein beschleunigtes Vorgehen bei der Identifikation und Bewertung von geeigneten Modifikationen an prototypischen Sägewerkzeugen gegeben.
Institut für Werkzeugmaschinen an der Universität Stuttgart
www.ifw.uni-stuttgart.de
Literatur
[1] VDI 3324 Leistendrehtest, Prüfverfahren zur Beurteilung des Bruchverhaltens und der Einsatzsicherheit von Schneiden aus Hartmetall beim Drehen. Beuth-Verlag. 1999.
[2] Gerschwiler, K.; Klocke, F.: Entwicklung neuer Hartmetalle und Hartstoffschichten für die austenitischer Stahlwerkstoffe. In: Teilprojekt B: Untersuchung der Verschleißphänomene und Verschleißursachen in Zerspan- und Analogieversuchen. BMBF-Forschungsbericht. Bundesministerium für Bildung und Forschung * (2004) Seite 1-57.
[3] Schneeweiß, M.; Dietz, M.: Rissdetektion und -vermeidung in Hartmetall- und Keramik- Wendeschneidplatten- Prozesssichere Zerspanung. Abschlussbericht Förderung anwendungsorientierter Forschung und Entwicklung an Fachhochschulen des BMBF (2004) Seite 1-115.
Zukunftsideen in Serie
Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}