
Kunststoffe sind als Werkstoff für viele Industriezweige von entscheidender Bedeutung. Durch den Einsatz von Faserverstärkungen und neuen Matrices nehmen die Verwendungsmöglichkeiten weiterhin zu. Im Rahmen eines DFG-geförderten Forschungsprojektes wird deshalb eine neuartige Kombination von verschiedenen faserverstärkten Kunststoffen untersucht.
In dem untersuchten Werkstoff werden Glas-Langfasern in Form von Sheet Moulding Compounds (SMC) mit Kohlenstoff-Endlosfasern in Form von unidirektionalen Tapes (UD-Tapes) kombiniert. Der Vorteil einer solchen Kombination liegt in den resultierenden Eigenschaften. SMC-Halbzeuge sind leicht zu verarbeiten und durch ihre Fließfähigkeit auch für die Herstellung von z. B. Bauteilen mit integrierter Rippenstruktur geeignet. Diese Halbzeuge werden in Pressen mit einem entsprechenden Werkzeug verarbeitet. UD-Tapes hingegen sind in der Komplexität limitiert, die im fertigen Bauteil erreicht werden kann. Dafür besitzen die mit Tapes verstärkten Kunststoffe wesentlich bessere mechanische Eigenschaften. Die Kombination dieser beiden Materialien soll die jeweiligen Vorteile miteinander kombinieren und damit einen leicht zu verarbeitenden Werkstoff darstellen, der durch UD-Tapes verstärkt auch höhere Belastungen aufnehmen kann.
Da Bauteile aus faserverstärkten Kunststoffen häufig in Kombination mit Metallen eingesetzt werden, kann i. Allg. nicht auf Fügemethoden wie Schrauben- oder Bolzenverbindungen verzichtet werden. Weiterhin erfolgt das Pressen meist nur endkonturnah, weshalb oft ein Grat entlang der Bauteilkante zu finden ist. Daher ist eine mechanische Bearbeitung dieser Werkstoffe weiterhin erforderlich. Mit der Kombination der Verstärkungsmethoden SMC und UD-Tapes ergeben sich neue Herausforderungen für die spanende Bearbeitung dieser Werkstoffe.
Material und Versuchsaufbau
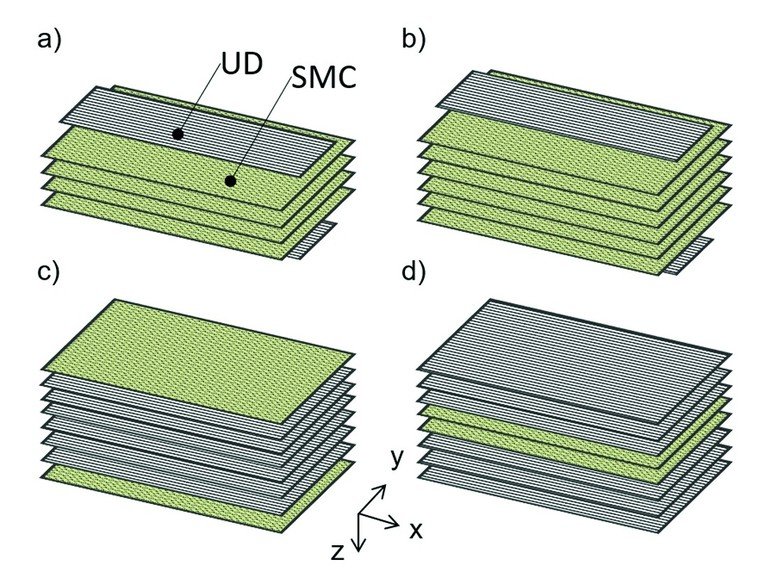
In Abbildung 1 ist der Schichtaufbau der untersuchten Materialien schematisch entlang der Vorschubrichtung abgebildet. Das Bild a) zeigt 4 SMC-Schichten, bei denen auf der Ober- und Unterseite jeweils ein UD-Tape mittig aufgebracht ist (Material 2). Es hat eine Dicke von 2 mm. Der Aufbau in Bild b) ist ähnlich zu Bild a) mit 6 SMC-Schichten und einer Dicke von 4 mm (Material 3). Material 4 ist in Bild c) dargestellt. Es hat 6 UD-Schichten mit einer SMC-Schicht oben und unten und eine Dicke von 4 mm. Bild d) zeigt 3 UD-Lagen auf der Ober- und Unterseite mit 2 SMC-Lagen in der Mitte und einer Dicke von 4 mm (Material 5). Zusätzlich zu diesen vier Kombinationswerkstoffen wurden jeweils eine reine SMC-Platte der Stärke 2 (Material 1) und 4 mm (Material 6) untersucht. Diese SMC-Proben dienen zum Vergleich der neuen Werkstoffsysteme mit konventionell verstärkten Materialien. Sowohl das SMC-Material als auch die UD-Tapes besitzen duroplastische Matrices. Die SMC-Platten haben ein Vinylester-Harz als Matrixmaterial, während die UD-Tapes über ein ungesättigtes Polyester-Polyurethan-Hybrid-Harz verfügen.
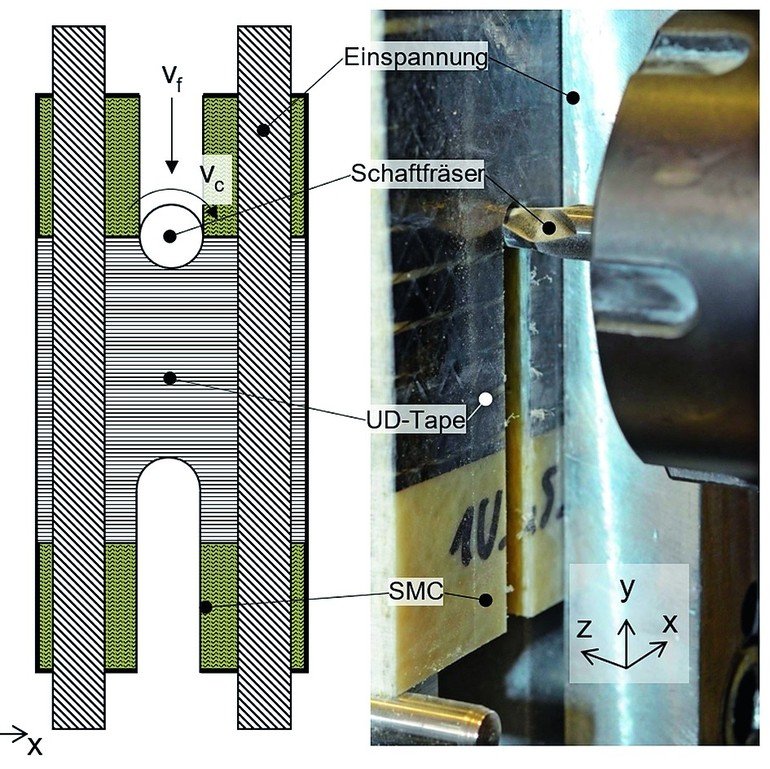
In einem ersten Schritt wurden mittels eines Schaftfräsers von außen Langlöcher mit einer Länge von ca. 50 mm in die Proben gefräst. Es wurde ein Schaftfräser der Firma Walter AG mit einem Durchmesser von 6 mm verwendet. Der Fräser ist unbeschichtet und besteht aus Vollhartmetall. Die zwei Schneiden haben einen Spiralwinkel von 30°. Während des Fräsvorgangs wurden mit einer Kraftmessplattform vom Typ Kistler 9255SP und einem rotierenden Schnittkraftdynamometer vom Typ Kistler 9125A11 die resultierenden Kräfte und das Schnittmoment aufgenommen.
In Abbildung 2 ist die Ausgangsstellung in dem verwendeten Bearbeitungszentrum MC16 der Firma Heller zu sehen. Die Kraftmessplattform wird dabei so ausgerichtet, dass alle ihre Achsen parallel zu den jeweils entsprechenden Achsen der Maschine sind. Die Einspannung für das Material wurde für vorangegangene Experimente von Klotz et al. (Klotz14) erstellt und so modifiziert, dass sie möglichst keine Schwingungen des Materials zulassen. In Abbildung 2 ist sowohl der schematische Ablauf als auch ein Standbild des Fräsvorgangs dargestellt.
Beim Fräsen der Langlöcher wurden die Schnittgeschwindigkeit vc und der Vorschub pro Zahn fz jeweils variiert: Schnittgeschwindigkeiten vc in m/min = 100; 200; 300 und Vorschub pro Zahn fz in mm = 0,01; 0,03; 0,05.
Als Versuchsplan wurde eine vollfaktorielle Versuchsdurchführung gewählt. Durch die dabei aufgenommenen Daten soll ermittelt werden, welchen Einfluss der Materialaufbau auf die resultierenden Kräfte besitzt. Gleichzeitig soll auch hier der Einfluss des Schichtaufbaus auf das Schädigungsverhalten des Materials untersucht werden. Als Ansatzpunkt kann die Arbeit von Hintze et al. herangezogen werden, bei der gezeigt werden konnte, dass der Winkel zwischen den Fasern der obersten Schicht und der Fräsrichtung das Delaminationsverhalten stark beeinflusst (Hintze11).
Ergebnisse
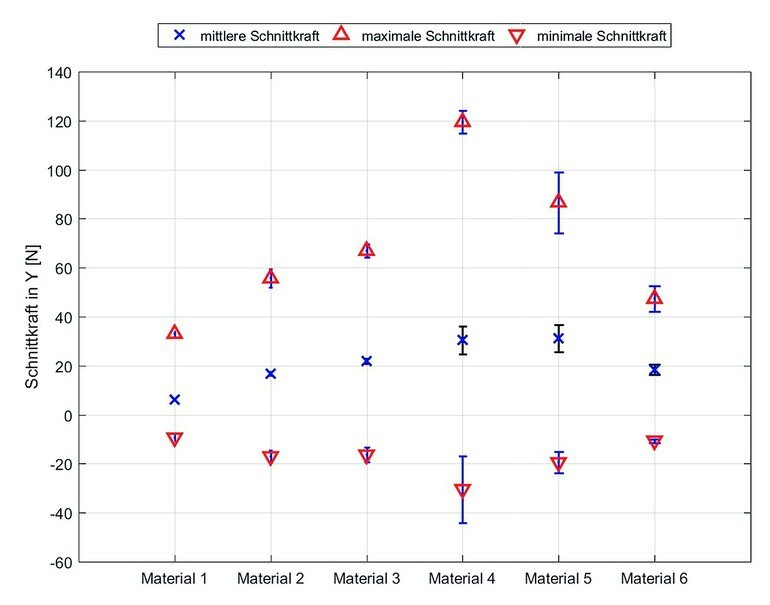
Die Ergebnisse aus der Untersuchung werden nachfolgend am Beispiel der Parametereinstellung vc = 200 m/min und fz = 0,01 mm gezeigt. In Abbildung 4 ist die resultierende Kraft in Vorschubrichtung für alle Materialien abgebildet. Das gemessene Kraftsignal entspricht einer periodischen Schwingung. Dabei ändert sich bei verschiedenen Einstellungen der Parameter nicht nur die mittlere Fräskraft, sondern auch die Amplitude der Schwingungen. In der Abbildung sind von allen Materialien die mittlere Fräskraft und die Mittelwerte der Extrema der Schwingungen abgebildet.
Es ist zu sehen, dass die mittlere Fräskraft bei dem 2 mm starken reinen SMC am geringsten und bei den Proben mit dem höchsten Kohlenstofffasergehalt am größten ist. Dies liegt an der erhöhten Festigkeit dieser Fasern, die mehr Widerstand gegen das Werkzeug bieten. Gleichzeitig ist zu erkennen, dass die maximale Kraft zwischen den beiden Materialien mit dem höchsten Kohlenstofffasergehalt stark schwankt. Diese Schwankung ist auf die Struktur des Materials zurückzuführen. In Abbildung 4 ist die maximale Kraft bei Material 4 rund 38 % höher als bei Material 5. Das ist darauf zurückzuführen, dass bei Material 4 die sechs UD-Lagen zusammenliegen und damit einen höheren Widerstand gegen das Fräswerkzeug bieten. Das ist bei anderen Parametereinstellung in der gleichen Größenordnung zu sehen.
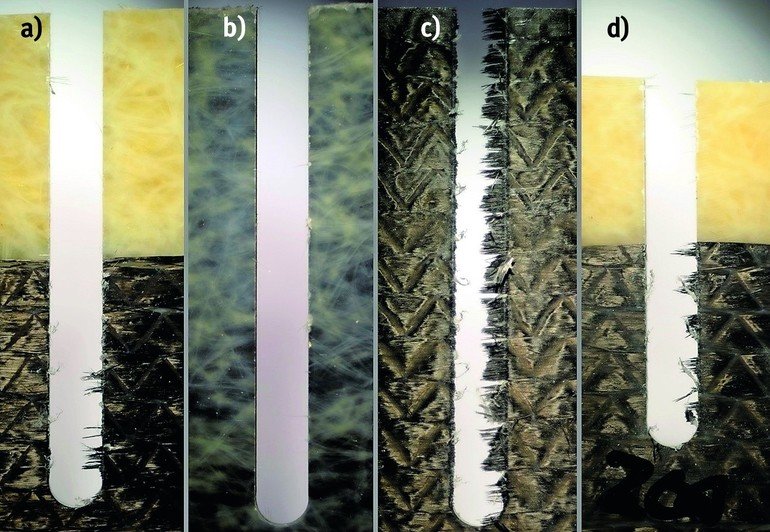
Sehr interessant ist auch das Schädigungsverhalten der untersuchten Materialien. Insgesamt zeigen alle Materialien bei den eingestellten Parametern keine Delamination, d. h. Schädigungen in das Gutbauteil hinein. Dafür ist die Neigung zum Ausfransen erhöht. Reines SMC zeigt die geringste Neigung wie in Abbildung 5 a) und d) in der oberen Hälfte zu sehen ist. Gleichzeitig ist erkennbar, dass die Proben, die eine Außenschicht aus UD-Lagen besitzen, teilweise sehr stark ausfransen. Die ausgefransten Fasern müssen in einem weiteren Fertigungsschritt entfernt werden. Das geringste Schädigungsverhalten zeigt das Material, bei dem die 6 UD-Schichten von SMC-Schichten eingeschlossen sind. Dort sind teilweise keine Schäden zu entdecken. Damit ist der Nachbehandlungsbedarf am geringsten. Ein überraschendes Ergebnis ist, dass die Unterseite bei fast allen Proben schädigungsfrei war unabhängig von der Standzeit des Werkzeugs und den eingestellten Parametern. Vermutlich spielt hier der Einfluss des Spiralwinkels des Fräsers eine wichtige Rolle.
Weiteres Vorgehen
Aufbauend auf diesen Ergebnissen sollen weitere Schichtungsvarianten und Parameterkombinationen untersucht werden. Mit diesen Ergebnissen soll ein Zusammenhang zwischen Schichtaufbau und Fräskraft hergestellt werden und optimale Bearbeitungsparameter identifiziert werden. Außerdem wird in einem weiteren Schritt der Werkzeugverschleiß an diesen Materialien überprüft. Weiterhin muss untersucht werden, inwiefern die Werkzeuggeometrie das Ausfransen und andere Schadensbilder begünstigt.
Danksagung
Die Autoren bedanken sich für die finanzielle Unterstützung der Deutschen Forschungsgesellschaft (DFG) im Rahmen des Internationalen Graduiertenkollegs „Integrierte Entwicklung kontinuierlich-diskontinuierlich langfaserverstärkter Polymerstrukturen“ (GRK 2078). ■
Karlsruher Institut für Technologie (KIT)wbk Institut für Produktionstechnikwww.wbk.kit.edu
Zukunftsideen in Serie

Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.
Die Autoren
Anton Helfrich, Stefan Klotz, Volker Schulze, wbk Institut für Produktionstechnik am Karlsruher Institut für Technologie (KIT).
Quellen:
(Klotz14) Klotz, S., Zanger, F., Schulze, V.: Influence of Clamping Systems during Milling of Carbon Fiber Reinforced Composites, Procedia CIRP, Band 24, 2014
(Hintze11) Hintze, W., Hartmann, D., Schütte, C.: Occurrence and propagation of delamination during the machining of carbon fibre reinforced plastics (CFRPs) – An experimental study, Composites Science and Technology, Band 71, Ausgabe 15, Oktober 2011
Teilen:






 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}