
Mit dem Gleason Power Skiving (Wälzschälprozess) können Verzahnungen mit Störkonturen sowie Innenverzahnungen zeitsparend und wirtschaftlich hergestellt werden. Um eine bestmögliche Werkstückversorgung und Auslastung der Maschine zu gewährleisten, bietet Gleason eine integrierte Automationslösung von EGS Automatisierungstechnik als Option zu der 100-PS-Maschine an.
Der Prozess Wälzschälen ist ein kontinuierliches Verfahren, um Zahnräder herzustellen. Dabei wird ein Wälzschäl-Werkzeug, ähnlich einem Wälzstoß-Werkzeug, mit einem Achskreuzwinkel zur Werkstückache über die Drehzahl synchronisiert und axial verfahren. Das Wälzschälen stellt durch moderne CNC-Technik mit Direktantrieben, neue Werkzeugkonzepte und fortschrittliche Prozesstechnologie eine konkurrenzfähige Alternative zu den Bearbeitungsprozessen Stoßen, Stanzen und Räumen dar und hat damit in den letzten Jahren an Bedeutung zugenommen.
Achshorizontale Bauweise
Die Gleason 100PS ist in achshorizontaler Bauweise ausgelegt und deckt das kleinere bis mittlere Teilespektrum bis Durchmesser 100 mm und Modul 2,0 ab. Für größere Bauteile bietet Gleason drei weitere Maschinen in achsvertikaler Bauweise an: die 300PS, 400PS und 600PS.
Zusammen mit der integrierten Automation von EGS kann die 100PS mit sehr hoher Autonomie betrieben werden. Dabei stellt die Automation die unterbrechungsfreie Versorgung der Maschine mit Werkstücken sicher. Das System basiert auf dem SUMO Ecoplex2, einer Standardautomationslösung von EGS. Das Werkstückhandling erfolgt durch einen Industrieroboter – in diesem Falle ein Kuka KR6R900sixx, der aufgrund seiner Traglast und Dynamik bei gleichzeitig kompakten Abmessungen die erste Wahl für diese Aufgabe ist.
Hohlräder für Planetengetriebe
Typische Werkstücke für die 100PS mit EGS Option sind Hohlräder für Planetengetriebe. Die unbearbeiteten Rohteile werden in Werkstückträgern, die auf Rollwagen gestapelt sind, in das System eingeschoben. Im laufenden Betrieb kann dies taktzeitneutral während des Automatikbetriebes durchgeführt werden. Im System gibt es zwei Wagenplätze für Werkstückträger-Stapel. Zu Beginn wird einer dieser Plätze mit einem leeren Wagen bestückt, der andere Platz mit einem Wagen der Werkstückträgerstapel mit unbearbeiteten Werkstücken enthält. Das System fördert nun einen Werkstückträger in den Arbeitsbereich des Roboters, der nacheinander Teil für Teil dem Maschinenlader übergibt und nach erfolgter Bearbeitung wieder übernimmt. Ist ein Werkstückträger abgearbeitet und vollständig mit bearbeiteten Teilen bestückt wird er auf dem Fertigteilwagen abgesetzt und ein neuer Werkstückträger mit unbearbeiteten Teilen dem Roboter zugeführt bis der komplette Rohteilwagen abgearbeitet ist.
Das System kann die Maschine also völlig autonom über die Kapazität eines Werkstückträgerwagens mit Werkstücken versorgen. Je nach Bearbeitungszeit und Werkstückdimensionen kann auf diese Weise eine Werkstückautonomie von bis zu einer kompletten Schicht erreicht werden.
Die Flexibilität des Roboters bietet – je nach Bearbeitungszeit der Maschine – die Möglichkeit zusätzliche Aufgaben in den Ablauf zu integrieren. Werkstücke können vor und/oder nach der Bearbeitung geprüft, orientiert, vermessen, gewaschen oder entgratet werden. Damit ergibt sich zusätzliches Wertschöpfungspotenzial, das die Wirtschaftlichkeit der Investition noch weiter verbessert. Auch nach erfolgter Inbetriebnahme bietet der flexible Industrieroboter die Möglichkeit solche Zusatzprozesse mit vertretbarem Aufwand nachzurüsten oder anzupassen.
Trägersystem vermindert die Komplexität
Bei der Auswahl der Werkstückträger sollte der vorhergehende bzw. nachfolgende Prozess berücksichtigt werden. Sind beim Anwender bereits Paletten, Körbe oder Behälter für die interne Logistik bzw. für den Teileaustausch mit Kunden oder Lieferanten in Gebrauch, wird das Gleason-EGS-System entsprechend angepasst. Werden die Bauteile im vorhergehenden oder nachfolgenden Bearbeitungsschritt auch in Werkstückträgern bereitgestellt, können diese möglicherweise genutzt werden, insofern sie automatisierungsgerecht gestaltet und stapelbar sind. Das vermindert die Komplexität durch ein einheitliches Trägersystem und spart dem Anwender zusätzliche Kosten.
Die Anpassung und Umrüstung des Systems auf unterschiedliche Werkstücke erfolgt durch die Auswahl am Bedienfeld. Das Greifwerkzeug des Roboters muss ggf. umgerüstet werden, was über entsprechende Einstellmöglichkeiten oder ein Greiferwechselsystem schnell und werkzeuglos möglich ist. Die Werkstückträger werden entweder durch unterschiedliche Inlays in den Standardbehältern angepasst oder es kommen werkstückspezifische Werkstückträger mit gleichem Außenmaß zum Einsatz.
Gleason-Pfauter Maschinenfabrik GmbH www.gleason.com
EGS Automatisierungstechnik GmbH www.egsgmbh.de
Unsere Webinar-Empfehlung

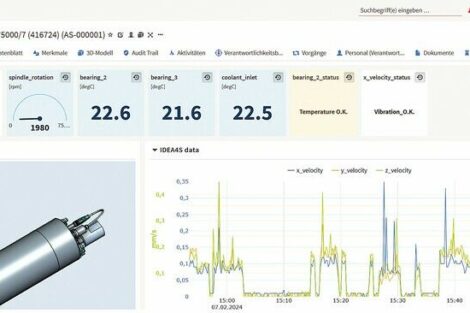
Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:



















{kind=link}