





Die Kaltumform-Verfahren Rundkneten und Axialformen sorgen bei der Herstellung von Lenkwellen, Crash-Elementen oder Antriebswellen für eine materialsparende Produktion. Die Experten der Felss-Gruppe mit Sitz in Königsbach-Stein bei Karlsruhe entwickeln diese Technologien seit Jahrzehnten erfolgreich weiter.
Es gleicht einer Herkulesaufgabe: In den nächsten 20 Jahren soll der Anteil von Leichtbau-Komponenten im Auto von 30 auf 70 Prozent ansteigen, so zumindest eine Studie der Unternehmensberatung McKinsey. Selbst millionenfach produzierte Massenbauteile müssen dabei noch deutlich an Gewicht verlieren, um dieses Ziel zu erreichen. Dass es dabei auf Maschinenbau-Innovationen entscheidend mit ankommt, verdeutlichen die Beispiele Rundkneten und Axialformen.
Unterschiedliche Möglichkeiten zur Gewichtsreduktion
Das Gewicht eines Autos lässt sich auf ganz unterschiedliche Weise reduzieren. So werden komplette Baugruppen immer kleiner gebaut, gleichzeitig kommen leichtere Werkstoffe wie Aluminium zum Einsatz. Nicht zuletzt sind es aber moderne Herstellungsverfahren, die große Einsparpotenziale eröffnen. Sie sorgen zum Beispiel dafür, dass ein massives Bauteil zukünftig aus einem dünnwandigen und damit leichten Rohr hergestellt wird, ohne dass dabei seine Stabilität leidet. In diesem Sinn sind die beiden Kaltumform-Verfahren Rundkneten und Axialformen idealtypisch. Beide kommen zumeist in großvolumigen Prozessen bei der Bearbeitung von Rohr-Rohlingen zum Einsatz – zum Beispiel zur Herstellung von Lenkstangen. Rund 90 Prozent aller Autos, die in Europa vom Band laufen, verfügen über eine rundgeknetete Lenkstange. Das Massenbauteil wird dabei einerseits hochpräzise hergestellt. Andererseits sorgen die Verfahren für eine besondere Stabilität, weil während der Kaltumformung der Werkstoff verfestigt wird. Ähnlich effizient ist die Rundknet-Produktion von Antriebswellen, Sicherheitsbauteilen, Stoßdämpfern oder Kolben. Dabei gewährt sie den Konstrukteuren ein hohes Maß an gestalterischer Freiheit. Selbst komplexe Innenprofile, Verzahnungen und anspruchsvolle Geometrien werden einbaufertig hergestellt.
Rundkneten: Schneller durch genau abgestimmte Prozessabläufe
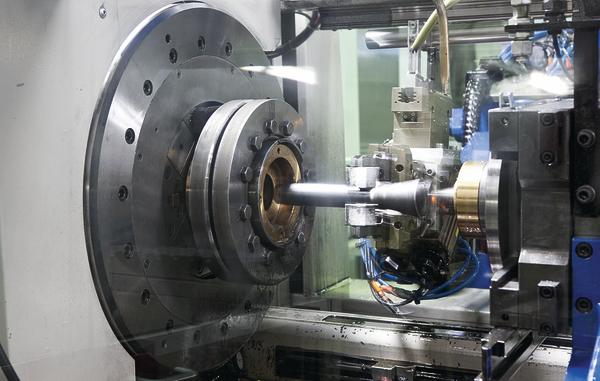
Das Grundprinzip der Verfahren ist dabei so einfach wie wirkungsvoll. Beim Rundkneten wirken mehrere Werkzeugsegmente mit über 1000 Hüben pro Minute auf ein zumeist rohrförmiges Werkstück ein. Dabei kommt der Werkstoff ins Fließen und die Umformung erfolgt in vielen kleinen Einzelschritten. Der eigentliche Hub beträgt nur 0,25 bis 1,5 Millimeter je Stößel. Der Prozessablauf in der Felss-Maschine gleicht dabei einem Uhrwerk, wie Martin Hork, Entwicklungsleiter bei Felss, herausstellt: „Entscheidend sind die Abläufe im Knetwerk. Dieses Knetwerk – ein rotierendes Wirksystem bestehend aus Wellen und umlaufenden Rollen – treibt hierbei mehrere Stößel mit Werkzeugen an. Das Ganze ist genau abgestimmt und äußerst prozesssicher.“ Dazu kommt, dass die Spezialmaschinenbauer von Felss diesen Prozess in den letzten Jahren immer weiter perfektioniert haben – zuletzt mit der Anlage Generation „e“. Anwender profitieren zum Beispiel von anpassbaren Losgrößen, Prozesskontrolle und einer modularen Bauweise, die sich an veränderte Bedingungen anpassen lässt.
Axialformen: Umformkräfte minimiert
Für Verzahnungselemente am Bauteil sorgt ein zweites Kaltumform-Verfahren: Beim Axialformen presst eine verzahnte Matrize die Außenverzahnungen von außen auf ein Bauteil auf. Neben Außenverzahnungen ist aber auch die Umformung von Profilformen sowie Innenverzahnungen möglich. Entscheidend für viele Anwendungsbereiche ist dabei die sogenannte Rekursivmodulation – ein von Felss patentiertes Verfahren. Hierbei erfolgt die Zustellung des Werkzeugs nicht in einer kontinuierlichen Vorwärtsbewegung, sondern mit kleinen, wiederkehrenden Vorwärts- und Rückwärtsbewegungen. Auf diese Weise werden die Umformkräfte minimiert. „Das erweitert die Möglichkeiten des Axialformens entscheidend. Es kann auch bei dünnwandigen Bauteilen zum Einsatz kommen, ohne dass dabei Stauchungen am Werkstück auftreten“, erklärt Hork.
Das Beispiel Hybridwelle zeigt die Möglichkeiten
In Kombination eröffnen die Verfahren den Anwendern große Möglichkeiten. „Es lassen sich sogar hochkomplexe Antriebswellen für Hybridmotoren produzieren, deren Außenseite eine Art von Lamellenoberfläche aufweist“, verweist Hork auf einen konkreten Anwendungsfall. Zusammen mit einer Außenverzahnung wird die Geometrie während verschiedener Rundknet- und Axialformprozesse aufgebracht. Weitere Produktionsschritte wie Drehen, Härten und Schleifen sind im Gesamtablauf integriert. Die Herstellung der Welle ist nicht nur hochgenau und schnell. Zugleich verringert sich auch in diesem Fall das Gewicht des Bauteils entscheidend – vor allem im Vergleich zu einem spanenden Produktionsprozess. Dabei ist das Beispiel auch in anderer Weise interessant: Um die Stärken der Verfahren wirkungsvoll einbringen zu können, sitzen die Maschinenbauer von Felss häufig schon bei der Konstruktion eines Bauteils mit im Boot. Im konkreten Fall entwickelten Konstrukteure von Felss Shortcut Technologies gemeinsam mit den Ingenieuren des Kunden eine Hybridwelle, die sich aus einem Rohr herstellen lässt. „Wir verstehen uns als Entwicklungspartner“, bestätigt Chief Market & Technology Officer Dr. Burghard Schneider. „Manchmal kämen Konstrukteure sonst nie auf die Idee, dass eine solche Form aus nur einem Rohr heraus entstehen kann.“
Leicht, belastbar, ressourceneffizient
Auf der anderen Seite nutzen die Spezialisten ihr Erfahrungswissen, um bereits gewichtsoptimierte Bauteile noch materialsparender zu produzieren. So kann ein deutscher Zulieferer Lenkwellen noch einmal um 30 Prozent leichter herstellen, nachdem Felss-Spezialisten den vorhandenen Rundknetprozess modifizierten. Die Wanddicke des Bauteils wird dabei weiter ausgedünnt und Material eingespart. Das spektakuläre Ergebnis: Für jedes Bauteil werden circa 400 Gramm Stahl weniger benötigt. Insgesamt spart der Kunde auf diese Weise rund 365 Tonnen Stahl pro Jahr.
Effizient und wirkungsvoll sind beide Verfahren auch abseits des Themas Leichtbau – zum Beispiel mit Blick auf die Herstellung von Sicherheitskomponenten in und am Auto. Dann kommt es auf eine andere Stärke des Rundknetens an: seine extreme Genauigkeit und Prozesssicherheit. Ein besonders interessantes Beispiel ist die Herstellung eines sogenannten Crashrohrs, an dem die vordere Stoßstange aufgehängt ist. Das Bauteil sorgt dafür, dass bei einem Aufprall Teile der Karosserie und des Antriebs vor Beschädigung geschützt werden. „Für die innovative Gesamtkonstruktion sind die Wandstärke und Maßhaltigkeit des Rohrs von herausragender Bedeutung. Seine Maße sind extrem präzise vorgegeben“, so Eckhard Morlock, Geschäftsführer von Felss Rotaform Deutschland. Bei dem Komponenten-Fertiger innerhalb der Felss-Gruppe wird das Bauteil in einem großvolumigen Prozess hergestellt. Dabei ist das Fließverhalten des Werkstoffs während des Verfahrens genau auf das Bauteil abgestimmt. Etwaige Mikrorisse oder Ungenauigkeiten sind ausgeschlossen.
Große Marktchancen
Leichter, schneller, präziser – welche Marktchancen haben die Verfahren angesichts dieser Vorteile? „Wir sind überzeugt davon, dass die Produktionsplaner im Automobilbau vor Herausforderungen stehen, die perfekt zu unserer Technologie passen“, erklärt CMTO Dr. Schneider. „Denken Sie zum Beispiel an den verstärkten Einsatz von hochfesten Werkstoffen. Beim Rundkneten können alle Materialien hochgenau bearbeitet werden, die umformbar sind – also auch niedrig – sowie hochlegierte Stähle und Nichteisenmetalle wie Aluminium. Diese Werkstoffe spielen in der Leichtbau-Zukunft eine wichtige Rolle.“ – Rundkneten wurde vor mehr als 100 Jahren entwickelt. Allerdings scheint es so, als würden seine entscheidenden Vorteile immer wichtiger werden.
Über die Felss Shortcut Technologies
Felss Shortcut Technologies produziert für die Automobilindustrie und andere Branchen sowohl Maschinen zur Metallbearbeitung als auch Komponenten. Technisch stehen die Kaltumform-Verfahren Rundkneten, Axialformen, Biegen und Endenbearbeitung im Mittelpunkt. Die Felss-Gruppe ist eine global aktive Unternehmensgruppe mit Hauptsitz in Königsbach-Stein. Neben zwei weiteren deutschen Standorten in Bretten-Gölshausen und Nesselwang ist das Unternehmen in Wujiang (China), New Berlin (USA) und Triengen (Schweiz) ansässig. Der Umsatz lag 2011 bei rund 96 Millionen Euro. Weltweit beschäftigt Felss etwa 500 Mitarbeiter, 290 davon in Deutschland.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}