

Extrem hohe geometrische Flexibilität, eine große Werkstoffbandbreite und vergleichsweise kurze Prozesszeiten bei der hochpräzisen Fertigung kleiner Strukturen und Bauteile – diese Vorzüge machen das Mikrofräsen im Form- und Werkzeugbau sowie in der Dentaltechnik unverzichtbar. Mikrofräswerkzeuge bestehen typischerweise aus Fein- oder Ultrafeinkornhartmetall mit Durchmessern zwischen 0,1 und 1 mm. Die ultradünnen Schneidkanten bilden allerdings eine Schwachstelle für die Prozesssicherheit, denn sie verschleißen schnell. Um die Werkzeuge stabiler zu machen, arbeiten Wissenschaftler am Fraunhofer IPK an der Optimierung der Schneidkantengeometrie von Mikrofräsern.
Autoren: Prof. Dr. h. c. Dr.-Ing. Eckart Uhlmann, Armin Löwenstein, Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik IPK
Um die Prozesssicherheit und die Wirtschaftlichkeit beim Mikrofräsen zu erhöhen, verfolgen die Fraunhofer-Forscher den Ansatz, die Schneidkanten von Mikrofräsern mit einer gezielten und definierten Verrundung unter 10 μm zu versehen. So werden die Schneiden stabilisiert, und die Reibung zwischen Werkzeug, Werkstück und Span wird verringert.
Um das Mikrofräsen als Gesamtprozess zu verbessern, müssen allerdings zahlreiche Faktoren optimal aufeinander abgestimmt werden: die Schneidkantengeometrie, der zu bearbeitende Werkstoff, die Werkzeugbeschichtung sowie die Schnittparameter. Für eine solche Feinabstimmung muss gewährleistet sein, dass die Schneidkantengeometrie wiederholt gemessen und reproduziert werden kann. Außerdem muss bekannt sein, wie sich unterschiedliche Schneidkantenradien auf den Fertigungsprozess auswirken.
Messen mit System
Um eine Messanweisung für Mikrofräser zu definieren, stellten die Wissenschaftler zunächst ein Radiennormal mit vier unterschiedlichen Kantenradien her. In der anschließenden Kalibrierung zertifizierte das Metrologieinstitut Metas in der Schweiz Kantenradien zwischen 2,8 und 33,6 μm. Für die Messung wurde Infinit-Focus von Alicona ausgewählt, da es im Vergleich mit anderen Messgeräten sehr geringe systematische Fehler und Messunsicherheiten aufweist.
Eine umfangreiche Analyse aller Messgeräteeinstellungen zeigte darüber hinaus, dass die gewählte Auflösung einen signifikanten Einfluss auf das Messergebnis hat. Anhand dieser Erkenntnisse definierten die Wissenschaftler eine Messanweisung und übertrugen sie erfolgreich auf Mikrofräser.
Auf die Geometrie kommt es an
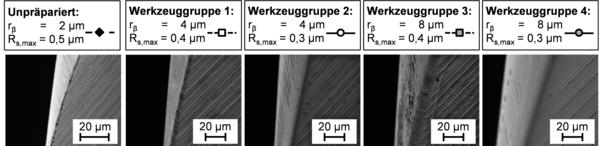
Um Mikrofräser durch eine applikationsoptimierte Schneidkantengeometrie verbessern zu können, mussten die Forscher den Prozess der Schneidkantenpräparation sehr genau verstehen und beherrschen. Auf der Basis ihrer Grundlagenforschung setzen sie heute erfolgreich Tauchgleitläppen bei der Schneidkantenpräparation ein. Die Untersuchungen ergaben, dass sich über die Wahl der Bearbeitungszeit die Größe des Schneidkantenradius prozesssicher einstellen lässt.
Die Wahl des Verfahrensmittels bestimmt die Schartigkeit der Schneidkanten. Werden verschiedene Bearbeitungszeiten und Prozessparameter mit unterschiedlichen Verfahrensmitteln kombiniert, kann eine Vielzahl unterschiedlicher Schneidkantengeometrien hergestellt werden. Eine fehlerfreie Schneidkante ohne Ausbrüche ist hierfür allerdings eine wichtige Voraussetzung. Aktuell weisen ca. zehn Prozent aller Mikrofräsen bereits im Neuzustand Mikorausbrüche an den Schneidkanten auf.
Welche Schneidkante überzeugt?
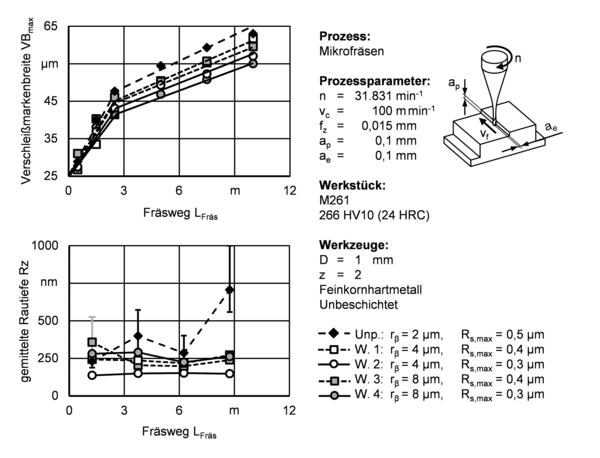
Ziel der Forschungsgruppe war es, den Einfluss der verschiedenen Schneidkantengeometrien auf den Mikrofräsprozess zu untersuchen und anschließend anwendungsspezifische Empfehlungen geben zu können. Zu diesem Zweck wurde am Fraunhofer IPK ein spezieller Versuchsstand aufgebaut. In eine Mikrofräsmaschine der Firma Wissner vom Typ Gamma 303 High Performance wurden eine Kraftplattform von Kistler vom Typ 9256C2 sowie eine μ-Eye-Kamera mit Pentax-Objektiv zur Verschleißerfassung integriert.
Im Anschluss an die Bearbeitung wurde die Oberflächenrauheit der gefrästen Bauteile analysiert. Dazu wurden Werte an drei Messstellen mit je drei Profilschnitten mit einem Hommel Messgerät vom Typ Nanoscan 855 nach DIN EN ISO 4287 aufgenommen und ausgewertet. Der geringste Werkzeugverschleiß ließ sich nach einem Fräsweg von 10 m bei einem Kantenradius von 8 μm und einer maximalen Schartigkeit von 0,3 μm feststellen. Mit dieser Schneidkantengeometrie sank der Werkzeugverschleiß im Mittel um 14 Prozent, maximal sogar um bis zu 30,5 Prozent.
Mit der so behandelten Schneidkante konnten die Wissenschaftler nicht nur die Verschleißmarkenbreite, sondern auch die Streuung der Ergebnisse im Vergleich zu unpräparierten Werkzeugen um bis zu 95 Prozent reduzieren. Derart zuverlässige Resultate tragen in der Fertigung dazu bei, die Prozesssicherheit und die Prognose von Bearbeitungsergebnissen signifikant zu verbessern.
Die präparierten Werkzeuge erzeugten darüber hinaus alle eine deutlich konstantere Oberflächenrauheit über den gesamten Fräsweg. In weiteren Versuchen stellten die Forscher fest, dass sie den Schneidkantenradius erhöhen konnten, ohne dass sich die Oberflächenqualität signifikant verschlechterte. Das gilt besonders für Schneidkanten mit geringer Schartigkeit. Werkzeuge mit einem Kantenradius von 4 μm und einer Schartigkeit von 0,3 μm zeigten dabei die geringste Oberflächenrauheit. Die Messungen ergaben auch, dass die Werkzeuge durch die Schneidkantenpräparation nicht wesentlich mehr belastet wurden als vorher.
Mikrofräsen optimiert
Die FuE-Ergebnisse der Fraunhofer-Ingenieure tragen dazu bei, Mikrofräsen als Fertigungsverfahren langfristig sicherer und wirtschaftlicher zu gestalten. Mit Hilfe kalibrierter Radiennormale unter 10 μm wurde eine Messanweisung definiert, die nur geringe systematische Messabweichungen und minimale Messunsicherheit gewährleistet.
Die Wissenschaftler konnten zeigen, dass mittels Tauchgleitläppen sehr kleine und variable Schneidkantengeometrien prozesssicher hergestellt werden können. Die auf diese Weise behandelten Werkzeuge waren den unpräparierten Mikrofräsern im Test überlegen. Sie konnten durch wesentlich geringere Verschleißschwankungen und gleichmäßigere Oberflächenqualitäten überzeugen.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}