
Die Firmengruppe LMT Tools präsentiert zur EMO zahlreiche Lösungen, mit denen die Performance bestehender Produktionsprozesse nachhaltig angehoben werden kann. Das betrifft Hochleistungsfräsen, Gewindebohren und Rollen ebenso wie Verzahnen, Bohren, Reiben und Drehen.
Besondere Aufmerksamkeit widmet LMT Tools dem Thema „Mass Customization“. Mit dem Konzept „Fast Lane 4U“ zeigen die Experten, wie durch maßgeschneiderte Werkzeugmodifikationen die Produktivität der Großserienfertigung deutlich gesteigert werden kann. Trochoides Fräsen fordert ein Umdenken beim Fräsen und eröffnet neue Leistungsdimensionen. Als Ergebnis können höhere Abtragsraten bei geringeren Schnittkräften genannt werden. Damit ist auch die vorteilhafte Zerspanung gehärteter und höherfester Werkstoffe bei reduzierten Bearbeitungszeiten hervorzuheben. LMT Tools folgt dieser Strategie und hat zum Beispiel mit dem Vollhartmetallfräser DHC Hardline die Bearbeitungszeit gegenüber herkömmlicher Frässtrategie um 70 % gesenkt bei signifikanter Erhöhung der Standzeit.
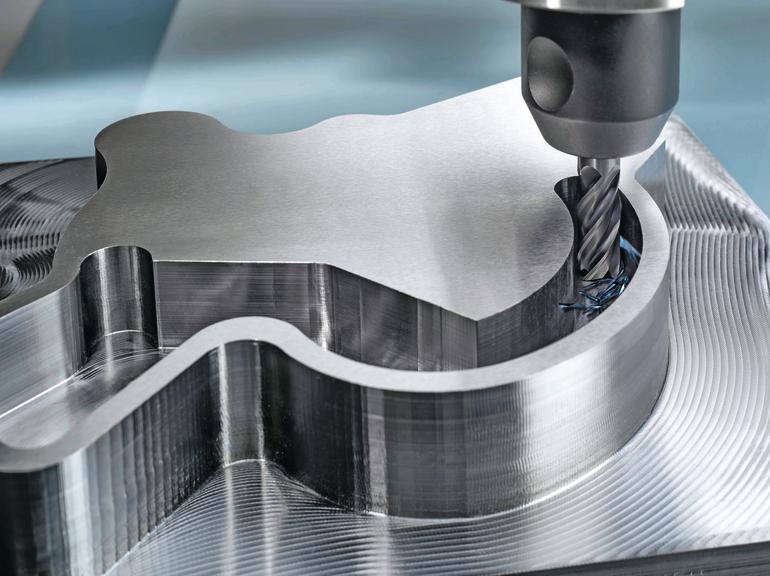
In diesem Anwendungsbeispiel wurden Taschen mit der Abmessung 130 x 55 x 22 mm in scheibenförmige Bauteile aus legiertem Chrom-Molybdän-Vanadium Werkzeugstahl mit einer Härte von 48 HRC gefräst. Zum Einsatz gelangten bisher Wendeplattenfräser, Durchmesser 20 mm, die nun durch einen für das trochoide Fräsen prädestinierten Vollhartmetall-Schaftfräser DHC Hardline von LMT Fette ersetzt wurden. Der Fräser hatte einen Durchmesser von 12 mm und 4 Schneiden. Die Schnittgeschwindigkeit betrug 300 m/min und die Schnitttiefe ap = 22 mm, also fast 2 x D. Der maximale Umschlingungswinkel b ergab sich zu 24° bei einer radialen Eingriffsgröße ae = 0,5 mm. Die Bearbeitungszeit konnte nun von 12 Minuten beim konventionellen Verfahren auf 3,7 Minuten beim trochoiden Fräsen reduziert werden.
Dabei rotiert der Fräser nach wie vor mit einer konstanten Drehzahl. Aber im Gegensatz zum konventionellen Nuten- oder Kantenfräsen führt das Werkzeug keine lineare Vorschubbewegung mit konstantem Zahnvorschub aus, sondern bewegt sich sehr schnell auf kurvenförmigen Bahnen, den sogenannten Trochoiden. Das Werkzeug zirkuliert also ständig, nähert sich der Werkstückkontur in einer kreisförmigen Bahn, erzeugt einen Span und positioniert sich im Eilgang an die nächste Kreisbahn. Durch die Überlagerung von Vorschubbewegung und Kreisbewegung werden die Eingriffsbedingungen positiv verändert. Der Zahnvorschub fz, die radiale Eingriffsgröße ae und der Umschlingungswinkel b ändern sich permanent. Das Programmiersystem programmiert diese Parameter so miteinander, dass die Mittenspandicke und somit die Belastung der Schneiden konstant bleiben. Dadurch wird eine übermäßige und ungleichmäßige Belastung der Schneiden und auch der Maschinenspindel vermieden. Auch dünnwandige Bauteile lassen sich mit hoher Maßgenauigkeit fertigen. Voraussetzung ist jedoch eine leistungsfähige CAM-Software und eine dynamische und schnelle Maschinensteuerung.
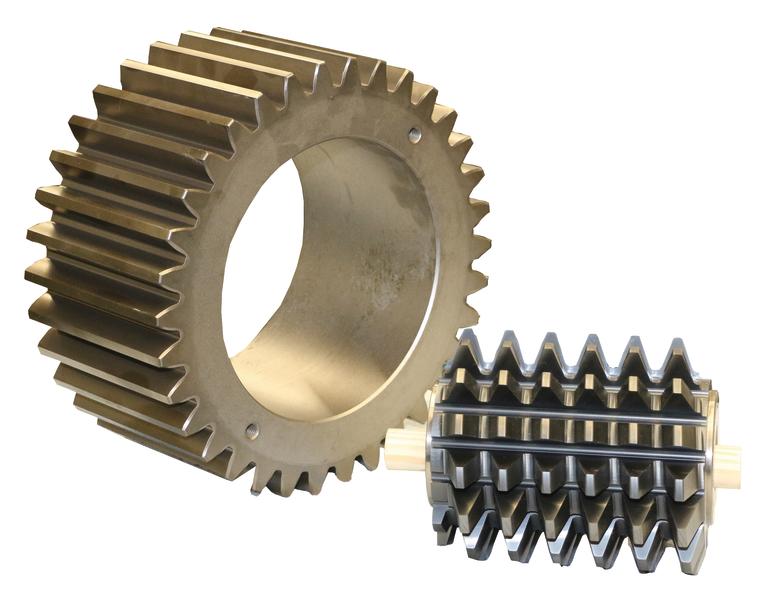
Leistungsstärkere Wälzfräser
Als besonderes Beispiel zur leistungsorientierten Fertigung von Zahnrädern unter anderem für Pkw-Getriebe hat sich der Speed-Core-Wälzfräser von LMT Fette etabliert. Er ist aus einem ganz neuen Schneidstoff hergestellt, dessen Gebrauchseigenschaften zwischen PM-Schnellstahl und Hartmetall einzuordnen sind. Sein besonderes Merkmal ist die hohe Warmhärte, wodurch wesentlich gesteigerte Schnittwerte realisiert werden konnten.
Die sehr gute Leistung dieser Werkzeuge wurde nun auch auf größermodulige Verzahnungen übertragen. Als Entwicklungsergebnis stehen inzwischen Wälzfräser bis Modul 20 (Durchmesser 250 mm) zur Verfügung, wie sie zum Beispiel für Getriebe in Nutzfahrzeugen, im Schwermaschinenbau oder in Windenergieanlagen benötigt werden. Zusätzlich gelang eine höhere Evolutionsstufe für die bisherige Beschichtung Nanosphere 2.0 zur weiteren Steigerung der Temperaturbeständigkeit. Die neue Beschichtung mit der Bezeichnung „HT“ (high temperature) verringert nochmals den Abstand der Wälzfräser zum Vollhartmetallwerkzeug bezüglich seiner Zerspanungseigenschaften.
Schneller Gewinderollen
Gewinderollsysteme gehören zu den bedeutenden Kernkompetenzen der Firmengruppe LMT Tools. Die bewährten Vorteile des Gewinderollens gegenüber den spanenden Verfahren sind sehr kurze Fertigungszeiten bei sehr hoher Gewindefestigkeit, konstanter Maßhaltigkeit und sehr guter Oberflächenqualität. Erst vor kurzem wurde der bedienerfreundliche Axialrollkopf Evoline von LMT Fette in den Markt eingeführt. Nun folgt schon der nächste Entwicklungsschritt: Die kühlmittelbetriebene Schließeinrichtung (KSE), die die gesamte Prozesszeit zum Schließen des Rollkopfes in die Nebenzeit der Maschine verlagert. Das Schließen per Kühlmittel (oder auch Druckluft) mit einem Betriebsdruck zwischen 8-16 bar kann über eine einfache Funktion in das Maschinenprogramm integriert werden.
LMT Tool Systems GmbH www.lmt-tools.de EMO Halle 10 Stand D12/E11
Trochoides Fräsen

Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}