
Lange Zeit galten möglichst hohe Dynamikwerte gepaart mit vermeintlich steifer Konstruktion nach dem Motto „viel hilft viel“ als die kaufentscheidenden Argumente für spanabhebende Werkzeugmaschinen. Gerade die Steifigkeit ist häufig nur statisch gegeben und nicht dynamisch. Detailanalysen und nicht zuletzt die mittlerweile allgemein etablierten Lean-Bemühungen vieler Anwender zeichnen ein deutlich differenzierteres Bild der Aspekte, die die Leistungsfähigkeit einer Werkzeugmaschine und somit die Stückkosten beeinflussen. Einige Beispiele sind in diesem Artikel beschrieben.
„Liflex“ ist in diesem Kontext mehr als ein Markenname. Liflex repräsentiert laut Hersteller einen breiten Baukasten, in dem alle relevanten Module beinhaltet sind, die die Leistungsfähigkeit einer Werkzeugmaschine bestimmen. Ein- und insbesondere zweispindlige Bearbeitungszentren können bedarfsgerecht konfiguriert werden. Liflex soll auch für Nachhaltigkeit und einen ganzheitlichen Ansatz mit dem Ziel stehen, maximalen Einfluss auf die Minimierung der Stückkosten zu nehmen.
Solide Module ergeben nicht automatisch eine solide Werkzeugmaschine
Neben der permanenten Optimierung der Module selbst steht bei Licon deshalb die Kenntnis der Wechselwirkung zwischen den Modulen innerhalb der Werkzeugmaschine an höchster Stelle. Konsequenterweise entwickelt Licon alle in einer Liflex Maschine verbauten Hauptkomponenten selbst. Die Entwicklungen sind zielgerichtet auf einen möglichst großen und dauerhaften Beitrag hinsichtlich der Leistungsfähigkeit des Bearbeitungszentrums. Dieses kontinuierliche Streben nach Optimierung ist das Umfeld, in dem die Licon-Entwickler permanent Innovationen umsetzen.
Bei genauer Betrachtung ergeben sich deutliche Leistungsunterschiede zwischen den Maschinen unterschiedlicher Hersteller trotz vermeintlich ähnlicher Funktionsprinzipien und ähnlicher technischer Daten. Beim Auto kann der Kunde das Fahrverhalten der Fahrzeuge verschiedener Hersteller bei einer längeren Probefahrt ermitteln. Bei Werkzeugmaschinen braucht es den intensiven, detaillierten Feldvergleich. Bei der Kaufentscheidung ist dem Anwender häufig nur theoretisch bekannt, zu welchen Stückkosten sich seine Werkstücke mit der Maschine fertigen lassen. Um nochmals den Vergleich zum Auto zu bemühen: Die PS müssen auf die Straße gebracht werden. Zudem müssen Auto wie Maschine alltagstauglich sein. Diese Aspekte neben anderen begrenzen den Einsatz von Linearantrieben in Bearbeitungszentren. Deshalb verfügen Liflex Maschinen über hohe, aber nicht die höchsten Dynamikwerte. Die Entwickler haben bewusst der Dynamik und der Robustheit, Langlebigkeit und Prozesssicherheit den gleichen Stellenwert eingeräumt.
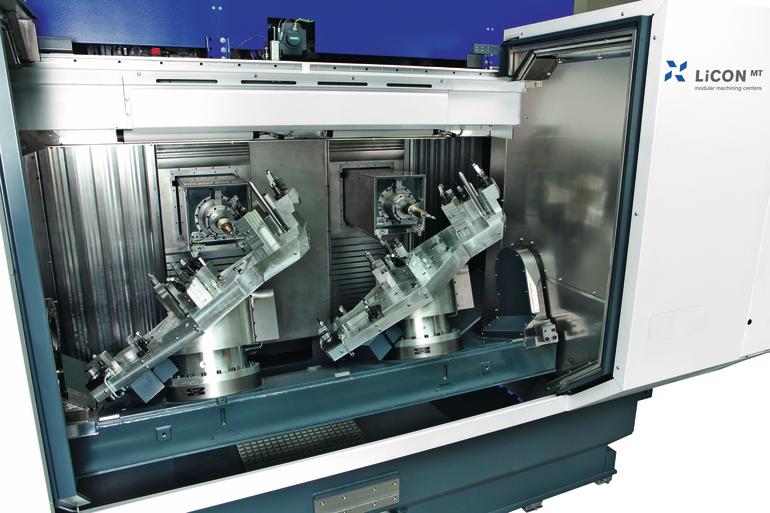
Actio gleich Reactio
Beispielhaft für Robustheit einer Werkzeugmaschine steht die Auswahl der Spindel. Eine HSK 100-Spindel wird als ein sicheres Zeichen dafür angesehen. Weiterhin sind Leistung und Drehmoment kaufentscheidende Kenngrößen. Die meisten Lösungen am Markt zeigen recht gute statische und dynamische Steifigkeitswerte in den Verfahrachsen der Spindelseite auf. Es stellt sich jedoch automatisch die Frage nach den Steifigkeitswerten auf der Werkstückseite (Actio gleich Reactio). Infolge seiner zwei Spindeln stellt der sehr effiziente Doppelspindler hohe Ansprüche an die Konstruktion des Schwenkbrückensystems. Eine Unterschätzung der Steifigkeitsanforderungen würde einen erhöhten Werkzeugverschleiß und die Ratter-Neigung zur Folge haben. Aus diesem Grunde kann der Projektingenieur unterschiedliche Schwenkachstypen aus dem Liflex Konfigurator wählen. Auch mit einem relativ hohen Spannvorrichtungsaufbau leisten Liflex Maschinen prozesssichere Zerspanung bei 500 Nm Drehmoment je Spindel. Dies entspricht einer Gesamtzerspanleistung bei 1000 Nm auf der Brücke – fünfachsig.
Schwenkträgersysteme für unterschiedliche Anforderungen
Hohe Anforderungen an das System sind von Stahl und Guss hinlänglich bekannt, aber selbst in der Aluminiumzerspanung gibt es Fälle, bei denen Schwenkachsen extrem gefordert werden. Erhöhter Werkzeugverschleiß oder zusätzliche Bearbeitungszyklen würden die Stückkosten negativ beeinflussen. Beides wird durch die Auswahl der geeigneten Ausführung vermieden.
Aufgrund seiner doppelten Schwenkachse ist die Ausführung mit Doppelschwenkträger (DT) hinsichtlich der dynamischen Steifigkeit nur in Grenzen einsetzbar. Für Schwerzerspanung kommt die direkt beladbare Maschine (DL) zum Einsatz, die auf der Werkstückseite hierfür signifikante Vorteile aufgrund der dynamischen Steifigkeit bietet – die Brücke muss schließlich für die Zerspankräfte beider Spindeln ausgelegt sein. Für eine hauptzeitparallele Beladung bei gleichzeitig schwerer Zerspanung ist die Ausführung PC empfohlen. Diese Ausführung verwendet die robuste Schwenkbrücke der DL-Ausführung mit einer vorgeschalteten Zusatzeinrichtung zum Beladen, dem Palettenwechsler.
Auch bei leichter Zerspanung gibt es Herausforderungen
Beispielhaft für die andere Seite des Zerspanungsspektrums sei die Werkzeugbruchüberwachung bei der Aluminiumzerspanung genannt. Üblicherweise werden Systeme eingesetzt, die durch die Überwachung der Antriebsströme der Hauptspindel Werkzeugbrüche detektieren. Bei kleineren Zerspanleistungen treten bei diesen Systemen deutliche Prozessunsicherheiten auf. Hilfsweise werden auch heute noch taktile oder optische Prüfsysteme eingesetzt, die meist zu Lasten der Taktzeit und damit der Produktivität der Maschine gehen. Zu oft unerwähnt bleibt die Tatsache, dass die Funktionssicherheit dieser elektronischen Überwachungssysteme ganz wesentlich von der Laufruhe der Spindel abhängt. Licon Spindeln gewährleisten selbst bei einer Zerspanleistung von nur 15 Watt die sichere Detektion eines Werkzeugbruchs, was einer Bearbeitung mit einem Werkzeugdurchmesser von nur 2 mm entspricht.
i und i³ erleichtern das Bedienen des doppelspindligen Bearbeitungszentrums
Obwohl der ökonomische Vorteil der Doppelspindler im direkten Vergleich mit Einspindlern auf der Hand liegt, haben manche Anwender Respekt vor den Anforderungen beim Einrichten der Maschinen. Sobald Toleranzen anspruchsvoll werden, bedarf es Korrekturmöglichkeiten, um die Bearbeitung beider Spindeln in den geforderten Toleranzfenstern zu halten. Unabhängig korrigierbare Spindeln in Z (Liflex i-Technologie) sind vielfach im Einsatz. Die Liflex i³-Technologie ermöglicht es, beide Spindeln sogar unabhängig in allen drei Achsen (X,Y,Z) zu korrigieren.
Damit werden auf Liflex Maschinen Bauteile bearbeitet, die Toleranzfenster in den X- und Y-Koordinaten von nur 10 µm aufweisen. Zudem gehören die früher typischen Warmlaufphasen der Maschinen zu Beginn der Schicht oder zumindest am Wochenbeginn aus Kostengründen mittlerweile der Vergangenheit an. Kommen diese Anforderungen zusammen, werden eventuelle Qualitäts- und Einstellprobleme mit der Korrekturfunktion der i³-Technologie vermieden.
MMS: Effizienz + Werkzeugstandzeit + Langlebigkeit
Im Zuge der ganzheitlichen Bewertungsansätze von Produktionssystemen spielen neben der oben beschriebenen Robustheit auch Werkzeugverschleiß und Langlebigkeit eine zunehmend wichtige Rolle. Zudem sind aufgrund der gestiegenen Energiepreise die Energiekosten pro Bauteil nicht mehr vernachlässigbar und können höher sein als Werkzeugverbrauchskosten.
Obwohl es immer noch Vorbehalte gegen den Einsatz der Minimalmengenschmierung (MMS) gibt, ist diese Technologie weiter auf dem Vormarsch.
Die ausschlaggebenden Gründe sind:
Deutlich niedrigere Energiekosten durch den Entfall der Kühlmittelanlage
Kein Maschinenverschleiß durch Kühlwasser
Höhere Standzeiten der Werkzeuge.
Voraussetzung für den erfolgreichen Einsatz der MMS-Technologie ist der optimale Spänefall im Bearbeitungszentrum. Bei herkömmlichen Vier-Achsmaschinen mit vertikal angeordneter vierter Achse war dies konstruktiv nicht möglich. Alle Liflex Maschinen jedoch verfügen über ein diesbezüglich optimiertes Maschinenbett, verbunden mit der Möglichkeit, über das Drehen der Schwenkachse die Spannvorrichtungen von Spänen zu befreien.
Qualität in einer Aufspannung erzeugen – fünfachsige Bearbeitung
Bauteile komplett in einer Aufspannung bearbeiten statt umzuspannen, reduziert Qualitätsprobleme und Produktionsausfallzeiten. Je nach Komplexität im Bauteil sind deswegen hierzu oft Fünf-Achsmaschinen erforderlich. Die Investition in die fünfte Achse rechnet sich schnell. Zudem erleichtert es die Abläufe enorm. Das Umspannen für eine zusätzliche Operation entfällt gänzlich.
Werkzeugmagazine
Werkstücke haben unterschiedliche Bearbeitungen. So sind die Anforderungen an die Anzahl der Werkzeuge ebenfalls abhängig von der Applikation. Im Liflex Konfigurator gibt es Lösungen für 30 bis 240 Werkzeuge. Wo auch das noch nicht ausreicht, können Ergänzungsmagazine eingesetzt werden, auf Wunsch sogar mit einer Reinigungseinrichtung. Diese Lösung wird insbesondere dann nachgefragt, wenn die Maschine flexibel für verschiedene Werkstücke eingesetzt wird. Die Werkzeuge können dann in der Maschine verbleiben und sind zur nächsten Losbearbeitung sofort wieder einsetzbar. Dies wird meist mit dem Palettenwechsler kombiniert, bei dem der Wechsel der Spannvorrichtungen durch gute Zugänglichkeit besonders einfach und schnell über das Nullpunktspannsystem realisiert wird.
Licon mt GmbH & Co. KG www.licon.com
Die Autoren


Winfried Benz,
Geschäftsführer Licon mt
Nils Baumgartner,
Vertriebsleiter Licon mt
Werkzeugmagazine

Beladungssysteme

Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}