




Wer im hart umkämpften Formenbaumarkt aktiv ist, der tut gut daran, sich weitere Standbeine zuzulegen – so wie die Engesser GmbH Formenbau und Präzisionsfertigung: Neben Baugruppenmontage übernimmt das Unternehmen aus Geisingen auch CNC-Fertigungsaufträge. Um Präzisionsteile als Aluminium und Stahl mannlos und damit wirtschaftlich produzieren zu können, suchte Engesser nach einer passenden Stangenautomationslösung – und wurde bei Chiron fündig.
Die Erfolgsgeschichte des Familienbetriebs begann 1988 – „im Keller, an einer Emco-Drehbank mit Fräsvorrichtung“, erinnert sich Gründer und Geschäftsführer Heinrich Engesser. Heute beschäftigt das Unternehmen rund 70 Mitarbeiter – 40 davon in der Fertigung, der seit dem 2008 vollzogenen Umzug in ein großzügiges Betriebsgebäude rund 3000 m2 Produktionsfläche zur Verfügung stehen.
Das klassische Arbeitsfeld ist der Formenbau mit der Herstellung von Spritzgussformen. Engesser fertigt Formen bis zu einem Gewicht von 2000 kg, aber auch Kleinstteile, an denen sich unter Einsatz eines Laser-Bearbeitungszentrums selbst im Mikrobereich präziseste Formkavitäten erstellen lassen.
Komplexe Serienteile aus Alu und Stahl
Weitere Standbeine sind die Baugruppenmontage sowie die CNC-Fertigung von Einzel-, Klein- und Mittelserienteilen. Dabei handelt es sich überwiegend um komplizierte Zeichnungsteile, die einzeln oder zu Baugruppen zusammengefügt an den Sondermaschinenbau, die Luftfahrt- und Automobilindustrie oder die Medizintechnik geliefert werden. Die Werkstoffe sind hauptsächlich Stahl und Aluminium, aber auch Titan, Buntmetalle oder Kunststoff.
„Wir beherrschen sämtliche Zerspanprozesse, inklusive Tieflochbohren“, berichtet Engesser. Dabei kommen aktuelle 5-Achs-Fräszentren mit bis zu 60 Werkzeugaufnahmen und -paletten zum Einsatz. In der Werkshalle finden sich Maschinen von DMG, Exeron, Hurco – und seit Ende 2007 auch ein Modell von Chiron.
Schwerpunkt Fräsbearbeitung
Der Kontakt mit dem Maschinenhersteller aus dem nahen Tuttlingen kam auf der EMO 2007 zustande. Engesser hatte die automatisierte Stangenbearbeitung als Zukunftschance für sich entdeckt. „Meine Idee war, von der Stange herunter zu arbeiten, mit einem Stangenlader automatisiert, und die Rückseitenbearbeitung gleich mit zu erledigen“, erläutert er. „Bei den Teilen, die wir dort fertigen wollten, muss die Maschine mannlos laufen, sonst rentiert es sich nicht. Und da es sich um komplizierte Frästeile handelt, suchten wir außerdem eine Maschine, deren Stärken nicht im Drehen, sondern im Fräsen liegen.“
Eine Maschine, die diese Vorgaben erfüllte, stellte die Chiron Mill 800 mit dem Technologiepaket Fräsbearbeitung von der Stange dar. Allerdings gab es noch eine weitere Rahmenbedingung zu berücksichtigen. Diese betraf den Steuerungstyp: Bereits Engessers erste CNC-Fräsmaschine, eine Deckel FP2, hatte eine Heidenhain-Steuerung – und diesem CNC-Anbieter hält der Firmengründer bis heute die Treue: „Unser Betrieb ist stark auf Heidenhain-Steuerungen ausgerichtet, gerade auch in der CNC-Fertigung.“
Für Chiron war die Option mit einer Heidenhain-Steuerung ITNC 530 bei diesem Maschinentyp neu – doch sie war es, die dem Tuttlinger Werkzeugmaschinenhersteller die Möglichkeit eröffnete, mit Engesser ins Geschäft zu kommen. „Es ist keineswegs so, dass Chiron noch nie Heidenhain-Steuerungen eingesetzt hätte, aber speziell bei dieser Konstellation mit Stangenladeautomat, Rundtisch und den zusätzlichen Achsen stellte es für uns ein Novum dar“, erinnert sich Klaus Harter, Produktmanager Profil- und Stangenbearbeitung bei Chiron.
Bereits drei Monate nach der Auftragsvergabe auf der EMO wurde die Maschine an Engesser ausgeliefert. Die Mill 800 wird dort für die mannlose 5-Achs-Komplettbearbeitung von Präzisionsteilen eingesetzt. Die Maschine ist mit einer Frässpindel mit 12 000 U/min ausgestattet, die Werkzeuge mit einer Maximallänge von 320 mm aufnehmen kann. „Eine Erweiterung bis 370 mm ist optional möglich“, ergänzt Harter. „Damit kann man dann weitere Prozessschritte auf die Maschine bringen, die man vorher ausgelagert hätte – etwa das Tieflochbohren.“ Die Mill 800 besitzt einen Schwenkkopf, der jeweils 100° nach links oder rechts schwenkbar ist und Horizontal- wie Vertikalbearbeitung in einer Aufspannung erlaubt, sowie einen NC-Rundtisch.
Die Maschine ist mit einem Stangenladeautomaten ausgerüstet, über den der Stangenvorschub realisiert wird. Den Reststückauszug erledigt die Maschine. Die Mill 800 verfügt über einen Durchlass für Stangen bis maximal 100 mm Durchmesser. Wichtig für die Präzision der Stangenbearbeitung ist das Spannkonzept. „Die Stange ist vorne hydraulisch gespannt, aber weiter hinten kann sie sich verbiegen, besonders, wenn sie schwer ist“, erläutert Harter. „Auch wenn es nur ein Hundertstel ausmacht – aber genau das fehlt ihnen später bei der Qualität.“
Durchdachtes Spannkonzept
Das Technologiepaket Fräsen von der Stange bietet deshalb die Möglichkeit, vor und hinter dem Rundtisch je eine Spannzange einzusetzen. Die Stange wird so innerhalb von 800 mm zweimal gehalten. Zusätzlich lassen sich die Teile auch mit einer Pinole abstützen. „Das macht Sinn“, lobt Engesser das Spannkonzept, „bei einer etwas dickeren Stange würde man sonst nicht die notwendige Fertigungsqualität erzielen.“
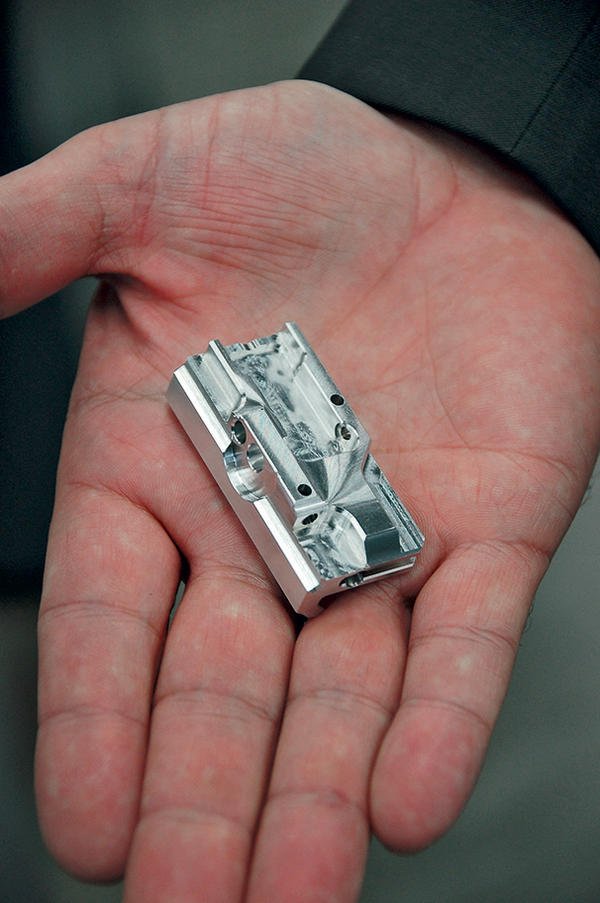
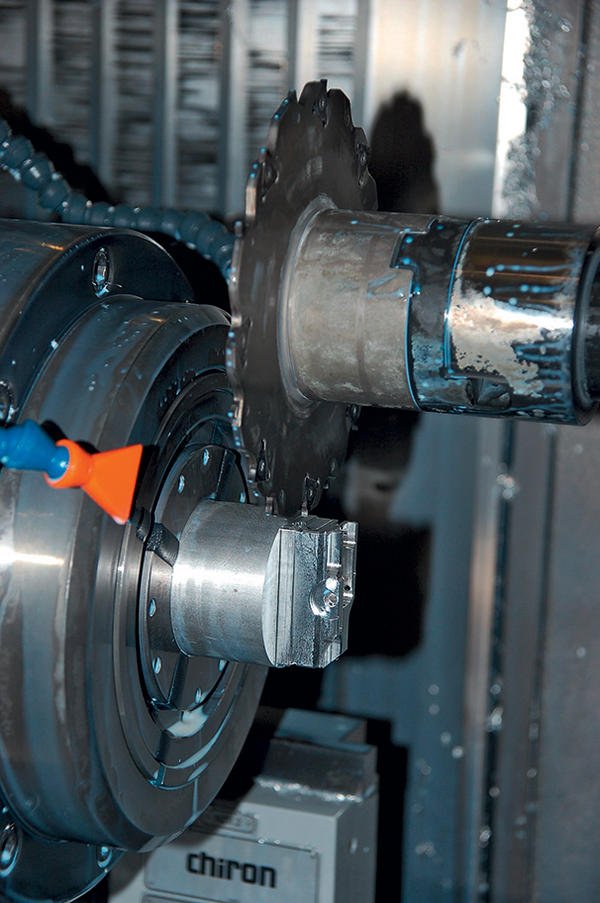
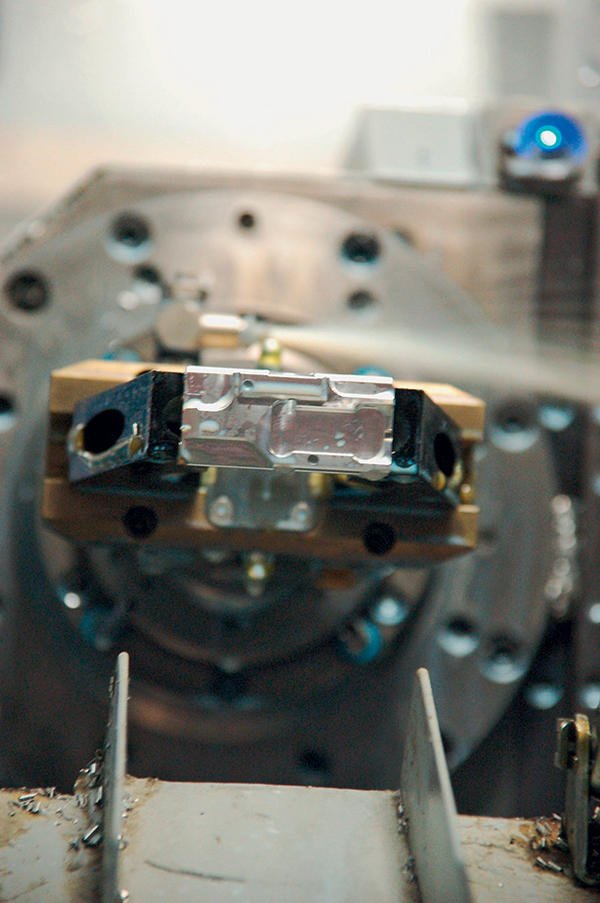
Nach der Fräsbearbeitung wird das Teil abgenommen, der Spannstock lässt sich umdrehen, ein maschinenintegrierter Greifer übernimmt das Fertigteil und gibt es über eine Klappe aus. In einem Bearbeitungsbeispiel werden Präzisionsteile aus Aluminium von 60er-Stangen herunter gefertigt (siehe Bilderserie oben). Die Bearbeitungszeit pro Teil beträgt 11 Minuten, pro Stange lassen sich 40 Teile fertigen, der Lader nimmt 11 Stangen mit 60 mm Durchmesser auf. Daraus ergibt sich, dass die Maschine 80 Stunden mannlos laufen kann und in dieser Zeit 440 Teile produziert.
Gefertigt werden Präzisionsteile aus Aluminium oder Stahl. Auch vergüteter Stahl wie beispielsweise 42CrMo4 lässt sich laut Engesser bis zu einer gewissen Abmessung bearbeiten, wenn dabei relativ kurz gespannt wird.
„Ganz wichtig war uns, dass wir die Maschinen auch übers Wochenende laufen lassen können“, betont Engesser. Deshalb sind Messsysteme wie ein Messtaster OMP 40 von Renishaw sowie ein Blum-Lasersystem zur Werkzeugbruch-Kontrolle in den Prozess integriert. „Außerdem können wir auf die Maschine auch online zugreifen“, ergänzt der Firmenchef.
Dafür nutzen die Geisinger die Funktion Teleservice, die Chiron als Paket mit verkauft – im ersten Jahr kostenlos. „Über Teleservice lassen sich Maschinenzustandsdaten abfragen und Fehlermeldungen übermitteln“, erläutert Harter. „Eigentlich ist diese Funktion für den Chiron-Service gedacht.“
Engesser jedoch setzt sie für seine eigenen Zwecke ein: „Unser Maschinenbediener kann damit von zu Hause den Status der Maschine kontrollieren. Er kann auch voll auf die Steuerung zugreifen. Lediglich starten kann er die Maschine nicht – denn das ist nicht erlaubt.“
Produktion unter Kontrolle
Praktisch ist der Fernzugriff etwa im Schichtbetrieb. „Wenn spät abends die Maschine stehen bleibt, und es ist noch ein Mitarbeiter anwesend, der sich vielleicht nicht so auskennt mit der Maschine, der aber den Bediener anrufen kann“, schildert Engesser ein mögliches Szenario. „Der Bediener schaut dann schnell drauf und bringt die Sache in Ordnung – und der Mann vor Ort startet neu. Diese Art der Produktionsüberwachung hat uns sehr viel gebracht.“
Durch die sechsseitige Komplettbearbeitung in zwei Aufspannungen mit automatischer Materialzuführung hat Engesser nicht nur seine Produktivität gesteigert, sondern auch die innerbetriebliche Logistik verbessert. „Man spart sich das Sägen und hat nur noch eine Maschine, auf der Aufträge eingeplant werden müssen“, erläutert Harter. „Auch die Liege- und Auftragszeiten sind kürzer.“
Positiv fallen auch Engessers Erfahrungen mit der Betreuung durch Chiron aus. „Wir hatten ja vorher noch keine Produkte von Chiron im Einsatz, und auch die Maschine in Verbindung mit der Heidenhain-Steuerung war ziemlich neu“, schildert Engesser die Ausgangslage. „Aber Chiron hat sich sehr bemüht und viel Aufwand betrieben, damit alles ordentlich läuft“, lobt der Firmenchef. „Da könnte sich manch anderer eine Scheibe abschneiden.“ Und nicht zuletzt habe sich auch die räumliche Nähe als vorteilhaft erwiesen.
Die rund 400 000 Euro, die Engesser für das Chiron-System investiert hat, dürften also gut angelegt sein. Und für die Zeit, wenn die Geschäfte wieder anziehen, liebäugelt Engesser bereits mit einer weiteren Maschine. „Ein kleineres Modell, das ebenfalls von der Stange fertigt, aber ohne Rückseitenbearbeitung – das könnten wir auf jeden Fall noch gebrauchen.“ 5-achsig, versteht sich. „Etwas anderes kaufen wir eigentlich gar nicht mehr.“ (fm)
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}