
Die Qualität in der Automobilproduktion steht auf dem Prüfstand – und das in immer stärkerem Maße. Beispiel Kurbelwelle: Das zentrale Bauteil muss in Zukunft eine noch höhere Stabilität aufweisen, um die spezifische Leistung der verdichteten Motoren an das Getriebe weitergeben zu können. Nun soll ein neues Verfahren von Emag dem Automobilbau neue Möglichkeiten eröffnen: Das Diagonalschleifen sorgt für deutlich sinkende Kosten bei der komplexen Schleifbearbeitung von Kurbelwellen.
Die Produktionsplaner im Automobilbau versuchen sich derzeit an so etwas wie der „Quadratur des Kreises“: Einerseits müssen die Kosten in der Produktion angesichts einer kritischen Wettbewerbssituation sinken, andererseits sorgen hohe Qualitäts- und Sicherheitsanforderungen bei vielen Bauteilen für steigende technische und geometrische Anforderungen. Folgerichtig geht der Blick der Planer zu den eingesetzten Anlagen und Maschinen: Wie lässt sich mit neuen Lösungen eine effizientere Produktion realisieren, die mit dem technischen Fortschritt Schritt hält?
Lkw-Kurbelwelle als Vorbild
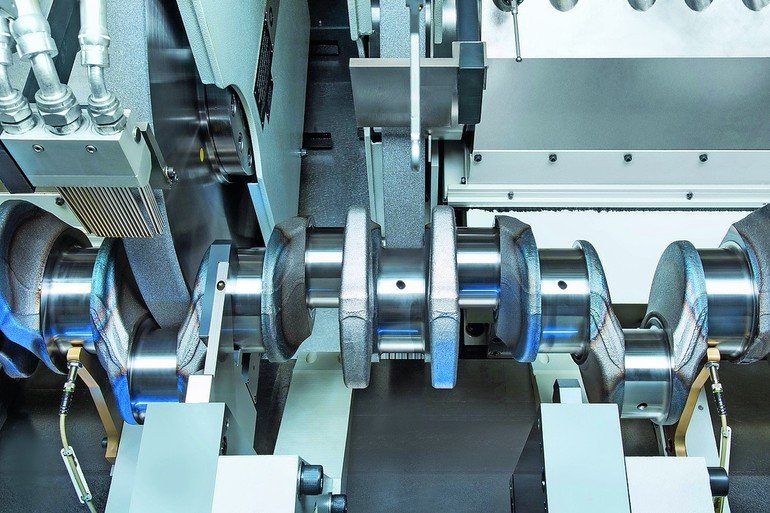
Die Kurbelwellenbearbeitung ist dabei ein gutes Beispiel. Effizienz und Stabilität des ganzen Motors hängen von dem zentralen Bauteil ab. Im Rahmen eines Schleifprozesses erfolgt deshalb eine mikrometer-genaue Feinbearbeitung der verschiedenen Lager. Gerade auch in der Lkw-Produktion sind die Anforderungen an das eingesetzte Verfahren sehr hoch, denn Lkw-Kurbelwellen müssen angesichts von langen Motoren-Laufzeiten von jeher eine sehr hohe Stabilität aufweisen. Während ihrer Schleifbearbeitung werden deshalb nicht nur Planflächen der Pleuel- und Hauptlager feinbearbeitet, gleiches gilt für die Abrundungen (Radien) zwischen Lagerfläche und Anlaufbund. Anschließend weist das zentrale Motorenbauteil in wortwörtlich jeder Ecke eine perfekte Oberfläche auf.
Genau das ist wiederum eine entscheidende Basis für einen schwingungsarmen und somit störungsfreien Lkw-Motor – und diese besondere Qualität dient Automobilbauern als Vorbild. Einzelne Pkw-Modelle von deutschen Herstellern verfügen bereits über Kurbelwellen, die in ähnlicher Weise bearbeitet wurden. Allerdings ist speziell die kombinierte Schleifbearbeitung ihrer Lagerflächen und Radien eine Herausforderung. Zum einen werden durch die Bearbeitung Eigenspannungen im Bauteil freigesetzt, durch die sich die Maße des Bauteils verändern. Deshalb erfolgt nach Abschluss des langwierigen Vorschleifens ein Fertigschleifen. Zum anderen kommt es bei den bislang eingesetzten Verfahren zu einem hohen Schleifscheiben-Verschleiß.
Schleif-Anforderungen beachten
„Vor diesem Hintergrund haben wir den komplexen Prozess sowie die bislang eingesetzten Verfahrensvarianten im Detail analysiert und in der Folge ein neues Verfahren entwickelt, das wir Diagonalschleifen nennen“, erklärt Roland Schmitz, Leiter Technologie Schleifen der Emag Maschinenfabrik in Salach, die Ausgangssituation. „Mit Hilfe dieses Verfahrens läuft die schwierige Schleifaufgabe an den Haupt- und Hublagern der Welle massiv schneller und somit kostengünstiger ab.“
Am Anfang der Entwicklungsarbeit der Emag-Ingenieure stand dabei zunächst eine einfache Feststellung: Das Zylinder-Durchmesser-Schleifen und die Planschulterbearbeitung an der Kurbelwelle haben völlig unterschiedliche Anforderungen. Während der zentrische Durchmesser im Rahmen eines mehrstufigen Prozesses (vom Schruppen über das Schlichten bis zum Feinschlichten und Ausfeuern) seine perfekte und parallele Oberfläche bekommt, sind bei der etwas gröberen Schulterbearbeitung deutlich weniger Prozessstufen nötig.
Erschwerend für jeden Maschinenbauer kommt hinzu, dass sich das Bauteil während der Bearbeitung in spezifischer Weise verformt. So biegt es sich bei der Durchmesser-Bearbeitung in radialer Richtung durch. Sie erfolgt deshalb deutlich kraftreduziert. Eine Durchbiegung in axialer Richtung während der Planschulter-Bearbeitung ist hingegen vernachlässigbar. Stattdessen kommt es hier angesichts der ungünstigen Eingriffsverhältnisse eher zu Schleifbrand, und die Schleifscheibe verschleißt schneller.
Punktgenaue Steuerung als Erfolgsfaktor
„Angesichts dieser vielen Unterschiede scheint es fast so, als müsse man idealerweise das Schleifen von Durchmesser und Planschulter strickt voneinander trennen, um zum Beispiel die Schleifgeschwindigkeit perfekt anpassen zu können. Das würde aber natürlich zu einem langsamen Prozess führen. Stattdessen erfolgt bei unserem Diagonalschleifen deshalb beides innerhalb eines ganzheitlichen und komplexen Ablaufs. Die Schleifgeschwindigkeit und die Bewegung der Achsen steuern wir dabei losgelöst voneinander und punktgenau zum jeweiligen Teilprozess“, erklärt Schmitz.
Im Endergebnis zeigen sich herausragende Vorteile: Beim neuen Emag-Verfahren erfolgt das Vorschleifen von Hublager, Mittellager und Passlager um rund ein Drittel schneller als zum Beispiel beim konventionellen Doppeleinstich-Schleifen, das bei der Kurbelwellenbearbeitung häufig zum Einsatz kommt. Eine Kurbelwelle mit sieben Lagern ist somit innerhalb von rund 20 statt bislang 35 Minuten fertig schleifbearbeitet – ein zeitlicher Quantensprung für die zumeist großvolumige Wellenproduktion, der letztlich für deutlich sinkende Bauteilkosten sorgt. Zusätzlich garantiert die passgenaue Ablaufsteuerung sinkende Werkzeugkosten, weil die Durchmesserbearbeitung zu Beginn des Prozesses eher kraftreduziert erfolgt und somit die Schleifscheibe geschont wird. „Wir schätzen, dass auf diese Weise der Werkzeugverbrauch pro Bauteil um ein Drittel absinkt“, bestätigt Schmitz den enormen Kostenvorteil.
Passende Technologie für die Zukunft
Seit Anfang des Jahres liefert Emag die dazugehörigen Diagonal-Schleifmaschinen aus. Die ersten Modelle kommen derzeit im Rahmen der Lkw-Produktion zum Einsatz. Einer Ausweitung auf die Pkw-Produktion steht aber nichts im Weg, wie Schmitz betont: „Die derzeitige Entwicklung läuft gewissermaßen auf unsere Technologie zu, denn das Downsizing der Pkw-Motoren sorgt letztlich dafür, dass deutlich höhere Kräfte auf die Kurbelwelle einwirken. Eine umfangreichere Schleifbearbeitung am Bauteil wird somit unverzichtbar. Wir verfügen bereits heute mit dem Diagonalschleifen über das dafür notwendige, hocheffiziente Verfahren.“
Ein Vorteil, den die Emag-Ingenieure auch bei anderen Bauteilen nutzen wollen. Beispielsweise Nocken- und Getriebewellen profitieren in ganz ähnlicher Weise von den Vorteilen des Diagonalschleifens. „Wir sehen in jedem Fall viele Einsatzmöglichkeiten“, bestätigt Schmitz abschließend. ■
Emag Holding GmbHwww.emag.com
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}