
Der Maschinenbauer Matec bringt mit der HV-Generation ein zukunftsfähiges Fahrständerkonzept auf den Markt, das mit hoher Stabilität, Zerspanleistung und Präzision punktet – zu wettbewerbsfähigen Konditionen.
25 Jahre Knowhow in der Fertigung von Bearbeitungszentren und Portalmaschinen ist die Bilanz der Matec Maschinenbau GmbH in Köngen und sie genießt damit die Akzeptanz denkbar anspruchsvoller Anwender aus allen Branchen. Damit das so bleibt, bietet die jüngste – zur AMB als bereits erprobter Prototyp gezeigte HV-Zentren-Generation – dank wesentlich gesteigerter Steifigkeit noch mehr Zerspanleistung und bringt noch höhere Genauigkeit.
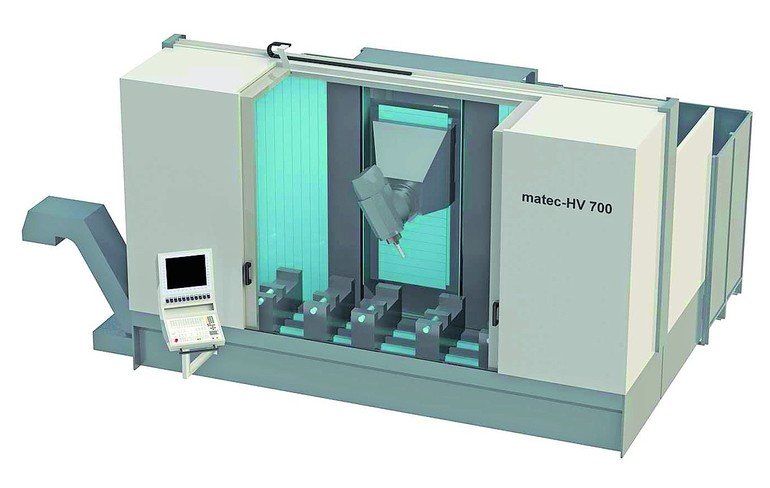
Auf der AMB in Stuttgart stellte Matec die Innovation erstmals vor – ohne Umhausung in voller Bewegung der drei Linear-Achsen, mit neuer 5-Achs- und schwer-zerspanfähiger B-Achse sowie HV-Kopf mit Torque-Antrieb und Zykloid-Getriebe. „Mit dem neuen Modular-Konzept für große Fahrständer-Zentren ist uns ein großer Wurf gelungen“, sagt Armin Wunderlich, technischer Direktor bei Matec. „Die Motivation gaben uns unsere Kunden, viele davon machen sehr gute Geschäfte mit Großteilefertigung. Die Aerospace Industrie oder auch die Energietechnik brauchen große Teile in kleiner bis mittlerer Stückzahl bei Anforderung höchster Präzision. Viele Kunden sind Lohnfertiger und auch dort gilt: je größer die Werkstücke sind, desto weniger Wettbewerber gibt es. Der Trend geht eindeutig in Richtung größer, komplexer und genauer. Die Anwender fordern natürlich immer höheres Zeitspanvolumen und auch höhere Genauigkeiten – und das zu wettbewerbsfähigen Konditionen.“
Die neue Generation Fahrständerbearbeitungszentren der Baureihe HV zu entwickeln, bedeutete ein konzeptionelles und konstruktives Umdenken, nicht aber ein Rütteln an der bewährten Modulbauweise – ganz im Gegenteil. „Höhere Zerspanleistungen und höhere Genauigkeiten verlangen insgesamt nach höherer System-Steifigkeit, und die lässt sich günstig nur mit einem modularen Plattform-Konzept in Verbindung mit intelligenten konstruktiven Lösungen erreichen, die allerdings weiter reichen als die bisherigen“, so Wunderlich. In der Matec Plattformstrategie ist die hintere Fahrständer-Baugruppe immer baugleich, die Länge der modularen X-Achse (bis 12 m), der Fahrständer mit Z-Hub von 950 bis 1350 mm und die Hubauswahl in Y-Richtung (730 bis 1330 mm) ist dagegen frei wählbar und im Standard-Baukasten skalierbar abgebildet.
Außergewöhnlich hohe Steifigkeit
Das sehr stabile Fahrständer-Untergestell mit durchgängigen Schienen und dazwischen liegendem Kreuzstreben-Verband steht gemeinsam mit oberer und unterer durchgehender Platte für außergewöhnlich hohe Steifigkeit und sehr hohe Belastbarkeit. Dank der Standardisierung der modularen X-Baukastenlänge, wie der gleichfalls modularen Y-Baukastentiefe, fällt die Kalkulation für das hintere BAZ-Untergestell mit einem eindeutigen Grundkosten-Faktor entsprechend positiv aus, die übrigen Kosten berechnen sich nach Bett-Länge.
Die konstruktive Trennungslösung senkt allerdings nicht nur die Kosten, sondern verkürzt zudem die Lieferzeit. Wunderlich erläutert diesen Umstand so: „Beim bisherigen monolithischen Konzept mit der Einheit von BAZ-Untergestell und Tisch-Baugruppe mussten wir bei kundenindividueller Auslegung der Tisch-Baugruppe jeweils ein komplett neues BAZ-Bett konstruieren – das kostete natürlich Zeit und Geld. Diesen Aufwand kennt unsere neue HV-BAZ-Generation nicht mehr.“
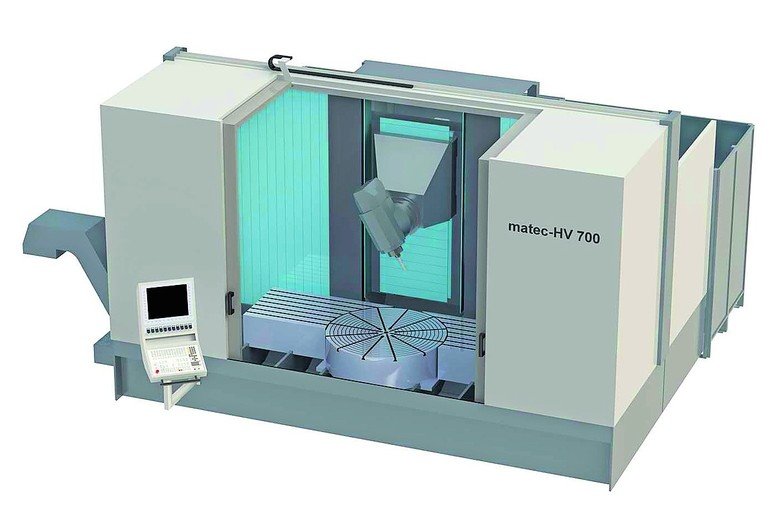
So beschränkt sich die auftragsindividuelle Konstruktion der Tisch-Baugruppe mit ihrem Untergestell allein auf die so gut wie immer werkstückseitig variable Tisch-Konfiguration – und dieser Aufwand lässt sich gut kalkulieren. Zudem sind durch die funktionale Trennung der Fahrständer- von der Tischbaugruppe für diese höhere Traglasten möglich – die Tischbaugruppe lässt sich dank Modularität nicht nur flexibel auslegen, sondern gleichfalls kostengünstiger herstellen, wobei ihr thermo-symmetrischer Aufbau der erreichbaren Genauigkeit zugute kommt.
Die abgekoppelte Tischbaugruppe bewirkt nun kein Kipp-Moment mehr – geht doch ihre Belastung durch Werkstück und Spannmittel allein senkrecht nach unten. Ungleich höhere Steifigkeit versprechen auch die beiden Fahrständer-Kern-Baugruppen von X-Schlitten und Ständer: Anders als bislang bestehen sie nun aus Guss, sind damit homogen und bieten sehr gute Dämpfung, wobei in X nun ein Kreuzschlitten aus Guss (mit vervierfachter Biege-Steifigkeit) statt der bisherigen Schweißteilzwischenplatte eingesetzt wird; und zwar mit zwei weit nach außen gesetzten und hochgezogenen Führungsschienen, auf denen der Ständer die Y-Bewegung ausführt.
Der Ständer fährt damit quasi hängend zwischen den beiden Führungen und erreicht damit einen optimalen Kraft-Eingriff. Dadurch verringert sich der system-immanente Nachteil des Fahrständer-Konzepts der Kipp-Neigung des Ständers – wenn die Spindel auf Höhe der Führungen des Kreuzschlittens operiert, sogar gegen Null. Die hochgelegten Y-Führungen ermöglichen außerdem einen besonders langen Z-Weg und damit auch die Bearbeitung hoher Werkstücke. Die eigenentwickelte B-Achse ist sowohl für die Schwerzerspanung als auch für 5-achsig simultanes Bearbeiten geeignet. Sie ersetzt die bisherigen fünf Versionen und führt mit ihren vielseitigen Fähigkeiten zu drastisch reduzierten Bearbeitungszeiten – bei einem Drehmoment von 5000 Nm und einer Genauigkeit von +/- 2“ ergibt sich – ohne Mehrkosten – eine Verbesserung gegenüber den bisherigen B-Achs-Varianten von 60 Prozent.
Als Standard wird (für HSK-63A, respektive für SK40) auch eine neue Spindel offeriert: gleichfalls wie die bisherige mit 15 000 U/min, aber (bei S1) mit fast doppelt so hoher Leistung (32 gegenüber 17 kW) und mit um nahezu 41 Prozent höherem Drehmoment (152 anstatt 108 Nm); und für HSK 100A respektive SK50 gibt es auch als Standard eine 10 000er-Spindel mit 35 kW und 330 Nm (bei S1). Optional sind auch Spindeln mit anderen Leistungsdaten u. a. bis 120 kW verfügbar. Der neue Z-Schlitten mit seiner neuen B-Achse lässt sich im Standard mit HV-Kopf (mit Torque-Antrieb und Zykloid-Getriebe) bestücken, bei den BAZ mit 1100er- und 1300er Y-Weg optional mit einem HVU-Kopf mit zwei rotatorischen Achsen. ■
Matec Maschinenbau GmbHwww.matec.de
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}