


Beim Kugellagerspezialisten CW Bearing in Kürnach werden unter anderem Kunststoffkäfige für hochwertige Spezialkugellager gefertigt. Der Kompositwerkstoff aus einem speziellen Phenolharz, verstärkt mit Baumwollfasern, zeigt aber Tücken bei der präzisen Bearbeitung. Einzig der Schneidstoff CVD-Dickschicht-Diamant des Werkzeugspezialisten Horn erfüllt alle Anforderungen an Maßhaltigkeit, Oberflächenqualität und Wirtschaftlichkeit.
2013 errichtete der chinesische Kugellagerhersteller CW Bearing in Kürnach bei Würzburg ein neues Produktionswerk. CW Bearing investierte in eine hochmoderne Fertigung für die Herstellung von Kugel, Spindel- und Sonderlagern sowie Komponenten, welche in anspruchsvolle Anwendungen zum Einsatz kommen.
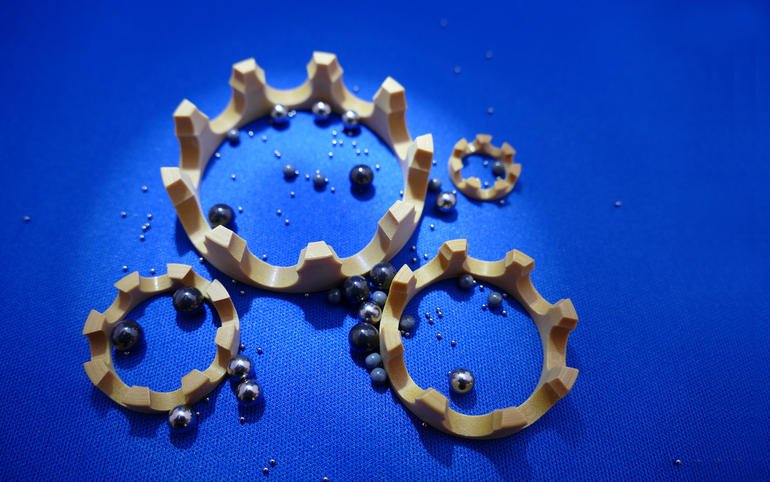
In vielen Anwendungsfällen wird durch Verwendung von speziellen Käfigen und Käfigmaterialien die Leistungsfähigkeit der Kugellager erhöht. Neben Käfigen aus Stahl werden Käfige aus gespritztem Kunststoff ebenso verwendet wie Käfige aus Hochleistungskunststoffen. Große Bedeutung finden mechanisch gefertigte Käfige aus baumwollverstärktem Phenolharz. Die Einsatztemperatur dieser Phenolharzkäfige mit Baumwollverstärkung ist mit 120 °C begrenzt. Auch während der einzelnen Bearbeitungsschritte darf diese Temperatur nicht überschritten werden.
Baumwolle – ein abrasiver Werkstoff
Als Halbzeug dienen Stangenmaterial und Rohre aus baumwollfaserverstärktem Phenolharz in vielen Durchmesservarianten. Die Stangen von zwei Metern Länge werden in der Maschine Käfig für Käfig abgearbeitet. Zuerst bearbeitet man den Käfig außen und an der Stirnseite, dann folgt in einem Schnitt das Innenausdrehen mit kleinem Einstich in der späteren Abstechebene. Die Folgeoperationen sind Bohren der Kugeltasche sowie Abstechen. Die mechanisch fertig bearbeiteten Käfige werden anschließend einer speziellen Nachbehandlung unterzogen, um die Oberflächenqualität zu verbessern, und zur Kantenpräparation.
Als Problem zeigte sich die Abrasivität des Kompositwerkstoffs. Unbeschichtete neue Hartmetallschneiden waren zwar scharf genug, die Baumwollfasern sauber zu trennen und eine gute Oberflächenqualität zu erzeugen, doch ihre geringe Standzeit verursachte hohe Kosten. Versuche mit beschichteten Schneiden waren auch keine Alternative. Durch die Schneidkantenverrundung der Beschichtung waren sie nicht scharf genug, die Baumwollfasern sauber zu trennen. Folge: Die Fasern wurden abgequetscht oder abgerissen. Die Verrundung erzeugte durch Reibung zu hohen Wärmeeintrag (über 120 °C) und verbrannte das Phenolharz in der Schnittebene oder schmolz es auf. Beide Lösungsansätze führten also nicht zu einem technischen und wirtschaftlichen Lösungsansatz.
Was ist härter als monokristalliner Diamant?
Die erste brauchbare Lösung eröffnete die Verwendung von monokristallinem Diamant (MKD) als Schneidstoff. Standzeit und Oberflächenqualität waren zwar gut, aber von einer wirtschaftlichen Lösung war man weiterhin weit entfernt. Weil eintrat, was man von diesem wohl härtesten verfügbaren Schneidstoff nicht erwartet hatte: Auch er zeigte Verschleiß.
Im Umfeld der EMO 2013 war man bei CW Bearings auf einen Schneidstoff von Horn in Tübingen aufmerksam geworden. Eine E-Mail sorgte daraufhin für den ersten Kontakt. Andreas Schießer, der zuständige Außendienstmitarbeiter des Werkzeugherstellers, und der Produktspezialist für ultraharte Schneidstoffe, Aribert Schroth, haben nach Studium der Problemlage zwar auch eine Diamantschneide empfohlen, aber eine aus CVD-Dickschicht-Diamant. Denn wegen der Kristallgitterstruktur von Naturdiamant oder MKD liegt nie die Ebene der maximalen Härte des Diamanten an der Schneidkante an. Das liegt an der Notwendigkeit der Schneidkantenbearbeitung mit Diamantkörnung als Schleifmittel. Beim CVD-Diamanten ist aber die Wachstumsrichtung der aneinander gereihten Diamantkristalle so ausgerichtet, dass die Schneidenwirkung genau in Richtung der größten Härte erfolgt. Deshalb ist CVD-Diamant als Schneidstoff härter als MKD. Zudem besitzt Diamant die höchste Wärmeleitfähigkeit aller Schneidstoffe und die höchste mögliche Schneidkantenschärfe, was sich in geringstmöglichen Temperaturen an der Schneidkante positiv auswirkt. Die ersten Versuche mit den neuen Schneiden verliefen positiv und zeigten deutlich höhere Standzeiten als der mehrfach teurere Schneidstoff MKD.
CVD-Diamant: deutlich höhere Standzeit als MKD
Seither werden die mit Baumwolle verstärkten Phenolharz-Käfige ausschließlich bei den entscheidenden Operationen mit CVD-D bestückten Schneiden bearbeitet. Mit dem Supermini TYP 105 wird innen ausgedreht, innen vorgestochen und gefast. Das in einem Spezialverfahren aufgelötete CVD-D-Schneidplättchen des Supermini besitzt eine für den Anwendungsfall optimierte gelaserte Sondergeometrie. Die Bohrung der Schnappkante und der Kugeltasche erfolgt mit Bohrern, die genau für diesen Anwendungsfall entwickelt wurden. Sie sind mehrschneidig mit CVD-Diamant besetzt und ermöglichen das Bohren ins Volle. Im Einsatz sind Bohrer von 2 bis 15 mm im Durchmesser. Das Abstechen erfolgt mit einem Sonderwerkzeug aus dem „Miniprogramm“ 18P mit einem aufgelöteten CVD-D-Plättchen mit nur 1 mm Schnittbreite, um Material zu sparen. Stechtiefen bis 5 mm sind möglich, und es kann wahlweise von außen nach innen oder von innen nach außen abgestochen werden. Das Trägersystem mit asymmetrischer Verzahnung an der Trennstelle ist aus Hartmetall, ebenso wie die Schäfte, hier jedoch schwingungsdämpfend. Das Trägermaterial der Bohrer besteht ebenfalls aus Hartmetall. Die CVD-D-Schneidplättchen sind je nach Anwendungsfall und der dafür optimierten Werkzeugauslegung zwischen 0,3 , 0,5 und 0,8 mm dick.
Problem gelöst
Aus der Serienerfahrung der bisher mit diesen Werkzeugen gefertigten Käfige unterschiedlichster Durchmesser zeichnen sich folgende erstaunliche Standmengen ab: Bei Käfigen mit Innendurchmesser 29 mm erreicht der Supermini als Ausdrehwerkzeug eine prozesssichere Standmenge von 10 000 Teilen. Der Bohrer mit 8 mm Durchmesser schafft 80 000 Bohrungen bei 4 mm Bohrtiefe. Das sind deutlich höhere Standmengen als mit MKD. Das gleiche gilt auch für das Abstechen mit Typ 18P. Bernd Schubert, Bearing Specialist bei CW Bearing freut sich: „Wir haben unsere Probleme gelöst und das wirtschaftlichste Verfahren gefunden. Neben Kosteneinsparungen haben wir auch, durch Wegfall vieler bisher nötigen Werkzeugwechselzeiten, zusätzliche Fertigungskapazitäten gewonnen. Zudem haben wir die Qualität prozesssicher erheblich erhöht.“
Das verborgene Geheimnis der Baumwollfaser
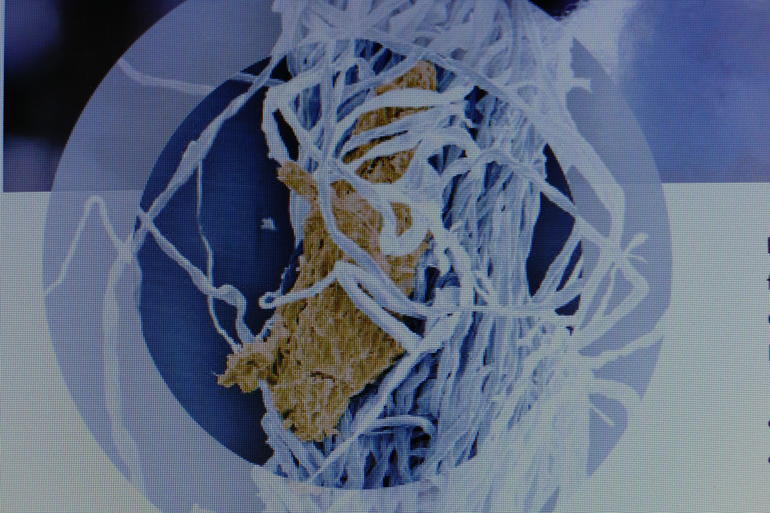
Was ist aber nun der Grund, dass Phenolharz und Baumwolle sogar Diamantschneiden verschleißen? Nach landläufiger Meinung ist doch weder Phenolharz noch Baumwolle so abrasiv, dass Schneidstoffe wie Hartmetall oder Diamant an der Schneide verschleißen. Zudem kommt ein chemischer Angriff auf die Schneide in diesem Temperaturspektrum von unter 120 °C an der Schneidkante auch nicht in Frage. Nun, am Phenolharz liegt es nicht. Aber die als Kleidung so anschmiegsame Baumwolle ummantelt in ihren Faserstrukturen winzige Silikatkristalle. Baumwolle wird in besonders trockenen Gebieten angebaut. Der Wind bestäubt die Blüten mit feinsten mineralischen Staubpartikeln, die bei Ausbildung der Faserstrukturen darin eingeschlossen werden. In der Textilindustrie ist dieser von der Baumwollfaser verursachte Verschleiß schon lange bekannt. Besonders betroffen sind Nadeln von Strickmaschinen und Fadenführungen, die von der Baumwolle abgerieben oder regelrecht durchgesägt werden. In elektronenmikroskopischen Aufnahmen von Baumwollfasern sind diese Silikateinschlüsse deutlich zu sehen.
Paul Horn GmbH www.phorn.de
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}