




Bei Bearbeitungszentren für die Luft- und Raumfahrtindustrie ist die Zerspanungsgeschwindigkeit ein wichtiger Parameter. Denn zentrale, sehr große Bauteile wie zum Beispiel die Flügelrippen und andere Strukturbauteile werden aus dem Vollen gefräst, wobei es vorkommt, dass aus einem Aluminiumblock von mehr als 4 t Gewicht ein fertig bearbeitetes, gut 100 kg schweres Teil entsteht. Das heißt: 97,5% des Materials wird zerspant.
In diesem anspruchsvollen Anwendungsbereich der Hochgeschwindigkeitsbearbeitung von Aluminium und Titan hat die Modig Machine Tool AB in Virserum/ Schweden eine gute Position. Das 1947 vom Großvater des heutigen Inhabers und Geschäftsführers gegründete Unternehmen entwickelt und fertigt sehr leistungsfähige CNC-Maschinen, die weltweit u. a. in den Werken von Airbus, Boeing, SAAB, Sikorski und Volvo Aero zum Einsatz kommen.
Auch wenn die Maschinen von Modig sich generell durch hohe Präzision und Bearbeitungsgeschwindigkeit auszeichnen, setzt die Rigimill-Portalanlage in dieser Hinsicht nochmals neue Maßstäbe. David Modig: „Ein Ziel war es, die erste ‚Zwei-in-eins-Maschine‘ in dieser Leistungsklasse zu entwickeln – das heißt eine Fräsmaschine für das Hochgeschwindigkeits-Schruppen und -Schlichten. Und das zweite Ziel: Die Maschine sollte die schnellste Fräsmaschine der Welt sein.“
Dieses Ziel sei kein Selbstzweck und auch nicht aus olympischem Ehrgeiz entstanden: „Die Flugzeugindustrie boomt, die Hersteller stocken ihre Kapazitäten immer weiter auf. Deshalb wünschen unsere Kunden Portalanlagen mit nochmals kürzeren Bearbeitungszeiten.“
Steifigkeit als Voraussetzung für Präzision
Da es in den Bearbeitungsprozessen von Flugzeug-Strukturbauteilen auch auf höchste Präzision ankommt, ist die Steifigkeit der Maschinenachsen ein Faktor, der mindestens ebenso wichtig ist wie die Geschwindigkeit. Die Spindel der Rigimill nutzt deshalb Twin-Drive-Antriebe für die y und die z-Achse, die mit einer Genauigkeit von jeweils 0,15 µm positionieren. Die beiden
Elektromotoren operieren jeweils im Master-Slave-
Modus.
Bei der Auswahl der Linearantriebe für die Achsen waren nicht nur die technischen Daten der Antriebseinheiten ausschlaggebend. „Wir arbeiten nur mit den besten Zulieferern zusammen“, so David Modig. „In diesem Fall haben wir nach einem renommierten Anbieter gesucht, der Antriebseinheiten in höchster Präzision hat und auch die Leidenschaft mitbringt, innovative Entwicklungen zu begleiten und voranzutreiben.“
Unter diesen Vorzeichen fiel die Wahl auf NSK – was nicht überrascht, da sämtliche bisherigen Baureihen von Modig-Bearbeitungsmaschinen mit Antriebskomponenten von NSK ausgestattet sind. In Kooperation mit dem schwedischen Partner Acumo legten Spezialisten von NSK in Ratingen die Antriebseinheiten aus und berücksichtigten neben Faktoren wie Drehmoment, Geschwindigkeit und den Kräften, die aus der Achsbeschleunigung resultieren, auch die Temperaturen, die bei der Hochgeschwindigkeitsbearbeitung an den Spindelantrieben entstehen.
Kugelgewindetriebe für die Highspeed-Bearbeitung
Unter diesen Voraussetzungen erwiesen sich die Kugelgewindetriebe der HMD-Baureihe mit wassergekühlten Muttern als optimale Lösung. Die HMD-Serie wurde explizit für Anwendungen in der Hochgeschwindigkeitsbearbeitung entwickelt. Sie ermöglicht hohe Verfahrgeschwindigkeiten von bis zu 120 m/min. Durch ein neu entwickeltes Umlenksystem konnte der Drehzahlkennwert (d x n) auf 160 000 gesteigert werden.
Die Kühlung des Linearantriebs über die Mutter –
d. h. exakt dort, wo die Wärme entsteht – verhindert Temperatursteigerungen, die zu einer Beeinträchtigung der Präzision in der Bearbeitung führen können.
Bei der Entwicklung dieser Linearantriebe mit optimierter Kühlung musste NSK einige konstruktive Herausforderungen meistern. So konnte das Problem gelöst werden, dass die Kühlung eine Kontraktion des Werkstoffs des Mutternkörpers hervorruft, die sich auf die Vorspannung des Kugelgewindetriebs auswirkt. Nach umfassenden Versuchen haben die Entwickler ein zur Vorspannung passendes Kühlsystem entwickelt, sodass das Vorspannungsniveau durch die Kühlung in keinem Arbeitsschritt beeinflusst wird.
Die Kugelgewindetriebe der HMD-Serie mit wassergekühlten Muttern kommen in der y- und z-Achse der Rigimill zum Einsatz. Die y-Achse hat einen Verfahrweg von 1560 mm, bei der z-Achse sind es 900 mm.
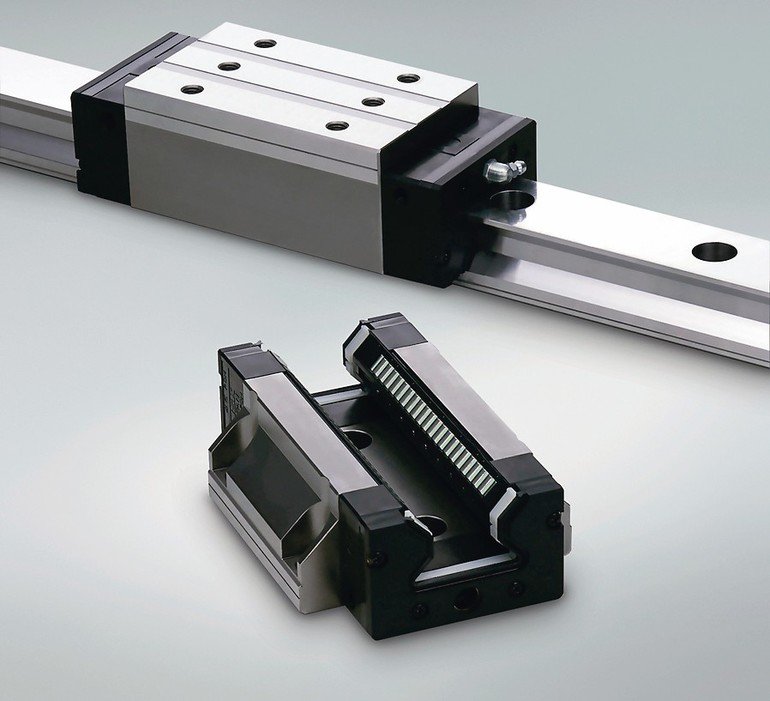
Gelagert sind die Kugelgewindetriebe in den Axial-Schrägkugellagern der BSBD-Serie von NSK, die exakt für solche Anwendungsfälle entwickelt wurden. Die zweireihige Konfiguration dieser Lager mit einem Druckwinkel von 60° ermöglicht die Aufnahme hoher axialer Lasten in beiden Richtungen. Gleichzeitig bieten sie die bei modernen Präzisionsmaschinen erforderliche Genauigkeit und Steifigkeit.
Komplettiert wird die NSK-Systemlösung für alle Hauptachsen der Rigimill durch die RA-Rollenführungen. Sie zeichnet sich ebenfalls durch eine extrem hohe Steifigkeit bei höchster Tragfähigkeit aus und schafft die Voraussetzung für einen ruhigen, vibrationsarmen Lauf der Spindelachsen auch bei sehr hoher Geschwindigkeit und hohen Kräften, die bei der Bearbeitung über das Werkzeug auf die Achsen einwirken. Durch den idealen Linienkontakt der Rolle bleibt die Verschiebekraft trotz des hohen Maschinengewichtes gering, da eine reine Rollbewegung keine zusätzliche Reibung für den Antrieb darstellt.
Überzeugende Gesamtlösung
Mit diesem Konzept für die beiden Linearantriebe der CNC-Maschine hat NSK eine Lösung gefunden, die den Maschinenbauer überzeugt. David Modig: „Die Komponenten von NSK und das gesamte Antriebssystem erfüllen die sehr hohen Anforderungen, die wir an unsere Zulieferer stellen. Sie leisten einen wesentlichen Beitrag dazu, dass die Rigimill nicht nur mit höchster Präzision arbeitet, sondern auch extrem schnell. Das senkt die Bearbeitungsgeschwindigkeit und die Kosten pro Teil.“
Die Rigimill stellt somit aus Sicht der Anwender eine wirtschaftliche Lösung dar, weil sie einfach mehr Strukturbauteile pro Zeiteinheit fertigen kann. Im Praxisbeispiel einer Flügelrippe reduzierte sich die Bearbeitungszeit von 384 Minuten auf nur noch 74 Minuten. Und in der Endbearbeitung erreicht die Maschine eine Oberflächenqualität von bis zu 0,8 µm Ra. Entsprechend positiv sind die Reaktionen aus der Luftfahrtindustrie. David Modig: „Wir haben bei der Einführung einer neuen Baureihe noch nie so gutes Feedback
bekommen. Die Rigimill hat sich vom Start weg auf der Agenda der großen Flugzeughersteller und ihrer Zulieferer etabliert.“
Dazu hat sicherlich auch der Weltrekord beigetragen, den der erste Prototyp bei einer Kundenveranstaltung im Oktober 2017 aufstellte: Die Maschine zerspante 16,4 l Vollmaterial in einer Minute. Dabei arbeitete die Hauptspindel, die von einem 180 kW-Motor angetrieben wird, mit Drehzahlen von bis zu 30 000 min-1.
Auf diesen eindrucksvollen Rekord folgten schnell die ersten Bestellungen, die dazu führten, dass Modig nun – genau wie die Flugzeughersteller – die Fertigungskapazitäten erweitert: Eine neue Produktionshalle befindet sich in Bau.
NSK Deutschland GmbH
www.nskeurope.de
Modig Machine Tool
www.modig.se



















{kind=link}