


Etwa eine halbe Stunde von der Ostsee entfernt liegt die Kleinstadt Gadebusch. Die von Seen umgebene Stadt im Landkreis Nordwestmecklenburg ist Standort der Fertigungstechnik Nord, die Getriebe für Drehmomente produziert, Elektromotoren liefert und Antriebselektronik entwickelt sowie fertigt. Auf der Suche nach einem Lieferanten für eine „Spannproblematik“ wandte sich der Getriebebauer an SAV. Dabei brachte das Unternehmen aus Mittweida schließlich seine Kernkompetenz, die Vernetzung von Automation und Spanntechnik für Sonderlösungen, ins Spiel.
SAV erarbeitete einen Entwurf, um die manuelle Be- und Entladung von Getriebegehäusen an Bearbeitungszentren zu automatisieren und integrierte innovative Transport- bzw. Logistikthemen, angepasst an die bestehenden Verhältnisse bei Fertigungstechnik Nord. Da SAV alles aus einer Hand liefert, entwickelte der Spezialist auch das geeignete hydraulische Spannkonzept. „Bei dem Projekt galt es, nicht nur für die momentan anstehenden Aufgaben eine Lösung zu finden, sondern insbesondere auf die Anforderungen der nächsten Jahre vorbereitet zu sein“, sagt Andreas Walter, Geschäftsbereichsleiter Automation der SAV GmbH.
Bearbeitungszelle für vielfältige Werkstücke
SAV plante mit dem Getriebebauer aus Gadebusch in Mecklenburg-Vorpommern eine autonome Bearbeitungszelle, die sechs verschiedene Bauteile, darunter Kegelradgehäuse, Gussgehäuse und Flachgetriebegehäuse, automatisch bestückt, spannt und fertigt. Im Fokus stand dabei ein möglichst rüstarmer Prozess – und das bei einer großen Teilevielfalt. „SAV bot uns neben der Automationslösung auch gleichzeitig die passende Spannvorrichtung an. Dadurch gab es keine Abstimmungsprozesse zwischen zwei entscheidenden Aufgaben“, erklärt Steffen Timm, Werksleiter der Fertigungstechnik Nord, seine Entscheidung für SAV.
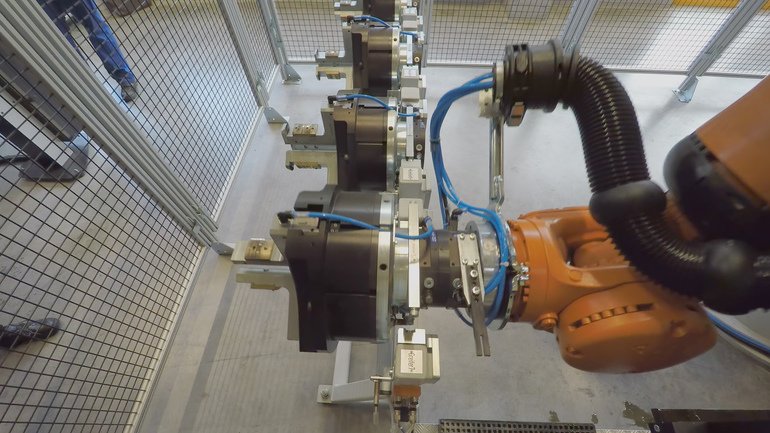
Das System mit einer Größe von 15 x 15 Metern besteht aus zwei Universal-Bearbeitungszentren der Alfing Kessler Sondermaschinen GmbH, einer modularen Reinigungsanlage der Rossoma GmbH, einem fahrerlosen Transportsystem der Neobotix GmbH und einem Kuka-Roboter. SAV lieferte die hydraulischen Spannvorrichtungen, die mit dem Roboter in Dialog stehen, um die Werkstücke nach OP10 und OP20 zu bearbeiten. Mit einem Greiferwechselsystem löste der Spannexperte die Herausforderung der sehr unterschiedlichen Bauteilgrößen und Greifsituationen. Fertigungstechnik Nord setzt fünf dieser autonomen Bearbeitungszellen ein.
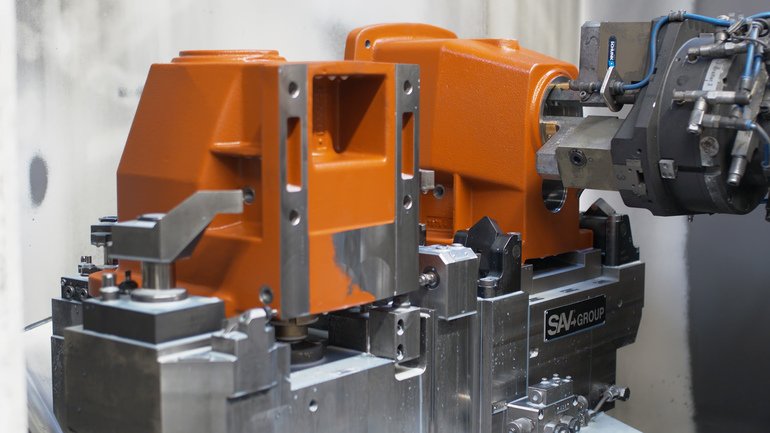
Präzision beim Werkstückhandling
Während die Roboter die komplette Abwicklung übernehmen, ist der Arbeiter dafür zuständig, die Rohteilgehäuse aus einer Gitterbox auf den Warenträgern mit sechs Bereitstellungsplätzen abzustellen, die Qualität zu prüfen und Werkzeuge aufzubereiten. Der Fahrroboter führt die Teile den beiden Bearbeitungszentren zu, in die sie über einen Rollenförderer eingeschleust werden. Dort hebt ein Roboterarm die Werkstücke automatisch zur Maschine, wo sie in der SAV-Vorrichtung – der Schnittstelle zum Roboter – gespannt und bearbeitet werden. Luftdüsen am Greifer blasen Späne und Kühlschmierstoff von den Auflageflächen. Nach dem Drehen legt der automatische Arm die Werkstücke zur Endbearbeitung von OP10 in die OP20-Vorrichtung.
Die Fertigteile kommen nach dem Drehen anschließend in die modulare Reinigungsanlage, um sie von Spänen zu befreien und von Kühlschmierstoff zu entfetten. Nach dem Waschen und Trocknen transportiert der Roboter die Teile automatisch zum Warenträger, der zwei Werkstücke aufnehmen kann. Eine bestückte Palette wird über den Rollenförderer aus der Zelle geschleust. Die anschließende Fertigteilrückführung übernimmt das fahrerlose Transportsystem. Damit die beiden Bearbeitungszentren unabhängig voneinander gewartet oder umgerüstet werden können, ist der Bereich vor der Maschine als separater Schutzbereich durch eine Hub-Tür gesichert.
Höhere Laufzeit, niedrigerer Stundensatz
Eine Herausforderung bei dem Projekt lag laut Timm darin, dass die Anlage den sicherheitstechnischen Anforderungen der einschlägigen europäischen Richtlinien entsprechen musste (CE-Konformität). Außerdem galt es, die Arbeitssicherheitsrichtlinien in der Robotertechnik einzuhalten und die Mitarbeiter in diesem Bereich speziell zu schulen. Von der ersten Planung bis zur Umsetzung des Projekts vergingen zwei Jahre, in denen SAV mit dem Getriebebauer die bestmögliche Lösung für die Inbetriebnahme der fünf Zellen entwickelte. „Wir sind sehr zufrieden, da wir mit SAV einen Partner gefunden haben, der mit uns gemeinsam Herausforderungen löst“, lobt Timm die Projektumsetzung.
Der norddeutsche Getriebebauer erhöhte durch den konsequenten Einsatz neuer Spanntechnik, gepaart mit Roboterhandling und -logistik, die Maschinenlaufzeit von 17,5 Stunden bei manueller Bestückung auf 22,5 Stunden und reduzierte dabei den Maschinenstundensatz deutlich. Die fünf autonomen Bearbeitungszellen gestalten die Werkstückbearbeitung bei Fertigungstechnik Nord effizienter, schneller und flexibler. SAV kombinierte Spann- und Handlings-Disziplinen intelligent miteinander: Der
Experte entwickelte ein Automationskonzept und lieferte mit den hydraulischen Spannvorrichtungen für die OP10- und OP20-Bearbeitung die Schnittstelle zum
Roboter.
Timm hat bereits das nächste Ziel im Blick: „Die Zusammenarbeit mit SAV ist auf einem guten Stand. Deshalb setzen wir bald das dritte gemeinsame Projekt um“, – bei dem zwei weitere Bearbeitungszentren mit der ausgeklügelten Automation und Spanntechnik von SAV ausgerüstet werden.
SAV GmbH
www.sav.de




















{kind=link}