


24 Stunden von Auftragseingang bis Auslieferung. Das ist die Durchlaufzeit, die im dentalen Fräszentrum von Mack für die Herstellung von Kobalt-Chrom-Zahnersatz für Dentallabore aus Deutschland und Europa gilt. Die Anforderungen an Prozesssicherheit und Fertigungstoleranzen, an Werkzeug und Beschichtung sind deshalb extrem hoch.
Die Firmengruppe Mack mit Hauptsitz im baden-württembergischen Dornstadt nimmt darum vor allem ein Leistungsziel ins Visier: die perfekte Zerspanung. Ob es um Großbauteile bis zu 10 m Länge oder filigrane Strukturen in Zahnkronen geht: Mack ist Zerspanungspartner in 20 verschiedenen Branchen, von Maschinenbau über Halbleiterindustrie bis zu Luftfahrt und Medizintechnik. Dafür entwickelt und fertigt der eigene Bereich Schleiftechnik maßgeschneiderte HM-Werkzeuge von 0,5 bis 40 mm Durchmesser – und berücksichtigt alle anwendungsspezifischen Bedingungen wie etwa Material, Maschinenparameter, Kühlung oder Spannsituation.
Mehrwert durch effiziente Zerspanung
Dabei zähle insbesondere die Performance, betont Alexander Mack, mit Vater Franz geschäftsführender Gesellschafter des Unternehmens: „Wir konzentrieren uns auf den Mehrwert, den wir durch effiziente Zerspanprozesse für unsere Kunden erzielen können.“ Unterm Strich kann also eine hohe Standzeit oder Schnittgeschwindigkeit größere wirtschaftliche oder Anwender-Vorteile bringen als ein preiswertes Werkzeug.
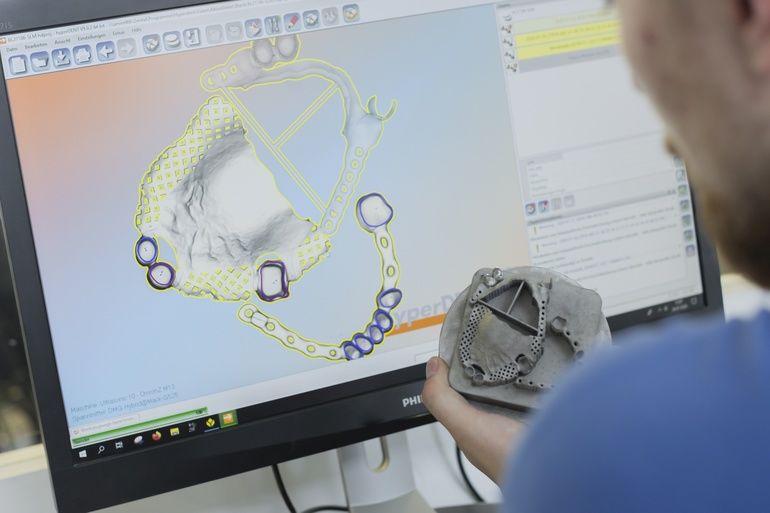
Das zeigt sich zum Beispiel beim Fräsen von individuellem Zahnersatz. Der Fertigungsprozess ist minuziös getaktet: Wird ein Datensatz für Zahnprothetik online geliefert, wird er in der CAD-/CAM-Software geladen und eine passende Frässtrategie ausgewählt, je nach Material und Auftrag. Dann folgen Simulationstest und schließlich Maschinenanlauf – alles vollautomatisch, ohne manuelle Eingriffe.
Neue Schicht meistert Materialwechsel
Diese Fertigungsroutine stellte ein Wechsel der bisherigen Kobalt-Chrom-Legierung vor Herausforderungen. „Wir fräsen aus diesem Werkstoff pro Tag mehrere Hundert Kronen, Brücken oder anderen Zahnersatz, den unsere Kunden meist noch keramisch verblenden. Kein Teil ist gleich; die Werkzeuge müssen deshalb unter verschiedensten Eingriffswinkeln funktionieren und ein breites Prozessfenster bieten“, erläutert Tobias Mack, Leiter der Schleiftechnik. Nach der Materialumstellung ergaben sich jedoch zu große Schwankungen in den vorgegebenen Standzeiten, auch die Genauigkeit hatte gelitten – wohlgemerkt bei Toleranzen von bis zu 5 µm bei manchen Anwendungen.
Ein Fall für die Werkzeugentwicklung von Mack, die mit ihrer über 30-jährigen Zerspanungserfahrung in die Problemlösung ging und alternative Hartmetallwerkstoffe, Schneidengeometrien wie auch Beschichtungen prüfte. Der Oberflächenspezialist Oerlikon Balzers, schon gut zehn Jahre Partner und Lieferant von Diamantbeschichtungen für die Zirkonoxid-Bearbeitung, hatte schließlich den richtigen Tipp: Baliq Tisionos. „Die Schicht hat mit ihren Werten schon auf dem Papier überzeugt und in der Praxis sofort funktioniert. Gefallen hat uns vor allem, dass keine Werkzeugnachbehandlung nötig ist und sich somit die Prozesskette verkürzt“, so Tobias Mack.
30 % mehr Standzeit beim Schlichten
Die AlTiSiN-basierte Hochleistungsschicht, eine der sehr glatten, defektfreien Baliq-Schichten aus der S3p-Technologiegeneration, ist ausgelegt auf die Bearbeitung hochwarmfester Materialien und die Hartbearbeitung bis 70 HRC. Sie stabilisiert in der Dentaltechnik die Kobalt-Chrom-Zerspanung, denn sie schützt das Substrat vor hohen Temperaturen und wirkt gegen adhäsiven Verschleiß. „Mit Baliq Tisinos sind wir auf sehr gute Standzeiten gekommen und können unsere Schlichtwerkzeuge bis zu 30 % länger einsetzen. Bei höchster Genauigkeit“, resümiert Alexander Mack.
Oerlikon Balzers Coating Germany GmbH
Am Ockenheimer Graben 41
D-55411 Bingen
Telefon: +49 / 6721 793–0
E-Mail: info.balzers.de@oerlikon.com
Internet: www.oerlikon.com/balzers/de








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}