



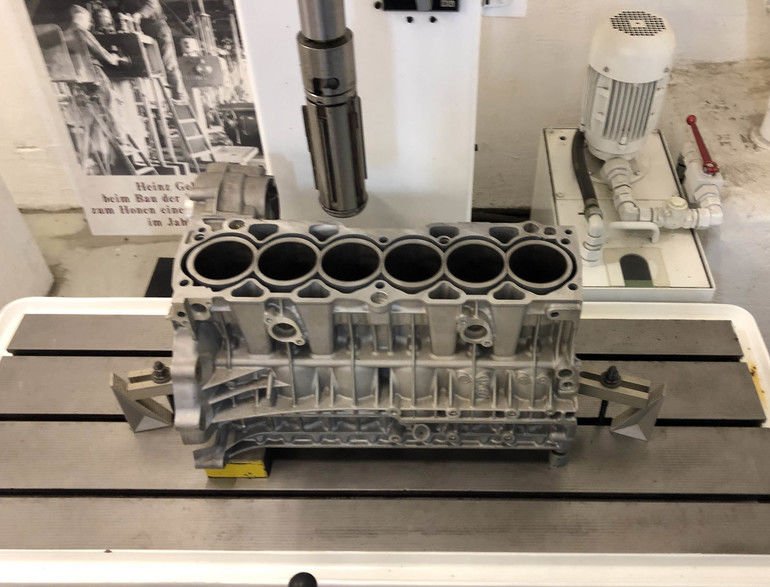
„95 Prozent unserer Maschinen gehen in die Automobilindustrie“, betont Gerhard Simon, „das schließt auch die Formel-1-Rennteams mit ein“, so der Geschäftsführer der Gehring Naumburg GmbH. Damit diese kleinen 1,6-Liter V6-Motoren mit der großen Leistungsdichte die bei 15 000 U/min vermuteten 800 bis 1000 PS erbringen, müssen die Zylinder perfekt und aufs halbe µ genau gehont sein. Doch nicht nur in der Formel 1 spielt das Honen eine entscheidende Rolle, die Technologie kommt bei jedem Verbrennungsmotor zum Einsatz. Durch das Honen wird die Verbrennung im Motor optimiert, der Verbrauch reduziert, die Sauberkeit erhöht und letztendlich auch Gesundheitsrichtlinien erfüllt.
Für die Herstellung der hochpräzisen Komponenten verarbeiten die Naumburger Stahl, Edelstahl, Aluminium und Guss. Die vorherrschenden Prozesse sind Drehen, Fräsen, Bohren und Schleifen. Dafür verwenden die Verantwortlichen seit 2014 den multifunktionellen Zweikomponenten-KSS Hycut von Oemeta. Partner vor Ort ist der Handels- und Servicepartner HMH Mineralöle.
Die Zielsetzungen damals waren klar: So sollten die Vielfalt der KSS reduziert und fertigungstechnische Fortschritte erzielt werden. Insbesondere legt Gehring Wert auf eine gute Oberflächenqualität. Ferner galt es, die Umwelt weniger zu belasten und hohe Gesundheitsanforderungen zu erfüllen. Regelmäßige Messungen sollten zum Standard gehören. Dadurch wollte man auch von den starren Zyklen wegkommen, nach denen stur alle dreiviertel Jahr die Einzelbehälter an den Maschinen neu befüllt wurden. Und zu guter Letzt wollte Gehring auch von den hohen Entsorgungskosten runter.
Eines lässt sich vorweg schon sagen: In einer teamorientierten Vorgehensweise haben QMB Lutz Geweniger, bei Gehring verantwortlich für Arbeitssicherheit, mit Instandhalter Ralf Köppl, das Oemeta Außendienstteam Torsten Schindler und Stephan Ebeling sowie der HMH-Gebietsleiter Peter Wachsmuth diese Ziele sehr schnell erreicht. Dennoch galt es, einige Herausforderungen zu meistern – allem voran das mit 35 °dH und einem Chloridgehalt von 60 mg/l sehr harte Wasser in Naumburg. Des Weiteren gab es viele KSS-Mischstationen mit wenig Platz. Hinzu kamen die Themen Fremdöl und Schaumbildung mit dem Vorgängerprodukt.
Vor allem sollte aber auch die Vielfalt an verschiedenen KSS reduziert werden. „Früher hatte jeder für ‚seinen Prozess und seine Maschine‘ sein ‚eigenes‘ Öl“, erinnert sich Geweniger. „Diese Komplexität wollten wir nicht mehr haben. Wir wollten ein multifunktionales Öl finden, das alle Anforderungen erfüllt.“ Mit dem Oemeta-eigenen Produkt Hycut hatten sie gleich einen passenden multifunktionalen Zweikomponenten-KSS im Sinn. Kern des Systems sind Öle auf Esterbasis, die als Bearbeitungsöl, KSS oder Hydraulikmedium eingesetzt werden können, untereinander kompatibel sind und damit zum Beispiel die Zwischenreinigung ersparen können.
Extrem hohe Schmierleistung
Als Schneid- und Schleiföl bietet das wassermischbare Hycut eine extrem hohe Schmierleistung und vermindert so den Werkzeugverschleiß deutlich. Weil es aus synthetischen Esterölen hergestellt wird, ist es sehr alterungsstabil. Darüber hinaus sorgt die hohe Reinigungsleistung für saubere Maschinen und Bauteile und speziell beim Schleifen für eine sehr gute Abtragsleistung. Das Besondere an Hycut als Emulsion ist die Möglichkeit, Öl und Additiv separat zu steuern. Das sorgt für eine optimale Anpassung an unterschiedliche Prozess-, Material- und Schmierleistungsanforderungen. Während der gesamten Lebensdauer der Emulsion können die Einzelkomponenten gezielt nachdosiert werden.
Nachdem das passende Produkt feststand, ging es nun darum, damit eine Zentralversorgung zu realisieren und dabei die verschiedenen Prozesse Drehen, Bohren, Fräsen und Schleifen zu berücksichtigen. An zentraler Stelle sind dafür zwei 1000-l-Tanks installiert worden, einer für das Hycut ET 46 und einer für das Additiv BX. Als nächstes wurde eine Verrohrung inklusive Schlauchaufroller und Abgabepistolen bis an die KSS-Tanks installiert. Die Dosierung erfolgt über Dosatron-Mischgeräte. Vier Stationen werden mittels Schlauchaufroller und Abgabepistole versorgt und je nach Bearbeitungsprozess aufgeteilt.
Entsprechend den verschiedenen Bearbeitungen wird hier die Konzentration der einzelnen Komponenten gesteuert. So kann jeder Prozess mit der optimalen Mischung, versorgt werden. Beim Zerspanen beispielsweise reichen gerade einmal 3 bis 4 % Hycut ET 46 und 3 % Additiv BX, beim Schleifen 1 bis 3 % Hycut und 3 % Additiv BX. Mit dem früher eingesetzten Produkt musste man Konzentrationen von über zehn Prozent fahren.
„Ein Ergebnis war sofort spürbar“, berichtet Geweniger, „die Luft in der Halle war sehr schnell besser.“ Ebeling erklärt, warum: „Das esterölbasierte Hycut bildet aufgrund seiner Tröpfchengröße weniger Aerosole.“ Neben diesem wirtschaftlichen und gesundheitlichen Aspekt stellten sich auch andere Verbesserungen ein: Die Komplexität durch viele Öle war weg, alle Zerspanungsprozesse brachten bessere Oberflächen, die Abtragsleistung erhöhte sich und die Werkzeuge hielten länger.
„Vor allem verbesserte sich jedoch die Standzeit des KSS“, berichtet Peter Wachsmuth von HMH, der anfangs die Steuerung und Pflege vor Ort durchführte. Durch regelmäßige Messungen und Protokollierungen der wichtigen Daten wie pH-Wert, Konzentration und weitere, gelangte man bei Gehring zu einer situationsabhängigen KSS-Neubefüllung. Geweniger freut sich darüber sehr: „Anstatt stur alle neun Monate neu zu befüllen, hält eine Befüllung nun rund zweieinhalb Jahre. Das hat uns echt begeistert.“ HMH schulte zugleich die Gehring-Mitarbeiter, sodass sie die Pflege und Steuerung nun eigenverantwortlich durchführen. Eine QR-Code-gestützte Software soll die Arbeit demnächst noch weiter erleichtern.
Das Fazit ist rundum positiv: Alle Ziele wurden erreicht. „Das ist auch unseren Chemikern und Anwendungstechnikern in Uetersen zu verdanken“, resümiert Ebeling, „denn die schaffen es immer, für jede Vor-Ort-Situation und jeden Prozess die optimale Lösung zu finden.“
Oemeta Chemische Werke GmbH
www.oemeta.com
Gehring Group
www.gehring-group.com
Oemeta Chemische Werke GmbH
Ossenpadd 54
D-25436 Uetersen
Telefon: +49 (0) 4122–924–0
E-Mail: info@oemeta.com
Ibternet: https://de.oemeta.com/






 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}