



Durch verschiedene Härteverfahren können unterschiedliche Werkstoffe härter und damit widerstandsfähiger gemacht werden. Bei Mapal werden unter anderem unterschiedliche Werkzeugaufnahmen gehärtet. Diese sicherheitsrelevanten Bauteile sind hohen Kräften ausgesetzt. Das Härten sorgt dafür, dass die Werkzeugaufnahme trotz dieser Kräfte und trotz des vielfachen Ein- und Auswechselns eine lange Lebensdauer hat und prozesssicher seinen Dienst erfüllt.
Gehärtet wurden die Werkzeugaufnahmen aus Vergütungsstahl bei Mapal bisher überwiegend im Salzbad – dem gängigen Verfahren. Allerdings kann dabei nicht mm-genau bestimmt werden, bis zu welchem Punkt gehärtet wird. Qualitätsprobleme oder Schwierigkeiten bei der Weiterverarbeitung der Aufnahmen können die Folge sein. Aus diesem Grund waren bisher umfassende Qualitätskontrollen nach dem Härten obligatorisch.
Härten im Salzbad: Gesundheitsrisiko und hoher Gasverbrauch
Weitere Nachteile des Härtens in der Salzschmelze sind offensichtlich. Die Öfen mit der offenen Salzschmelze stellen eine Risiko- und Gefahrenquelle für die Gesundheit der Mitarbeiter dar. Höchste Konzentration unter erschwerten Bedingungen ist in der Härterei ein Muss, um sich selbst und andere nicht zu gefährden. Die Salze müssen aufwendig entsorgt werden, und für die Aufrechterhaltung der Temperatur wird zudem sehr viel Energie in Form von Gas verbraucht.
Forschungszusammenarbeit zum Laserhärten von Aufnahmen
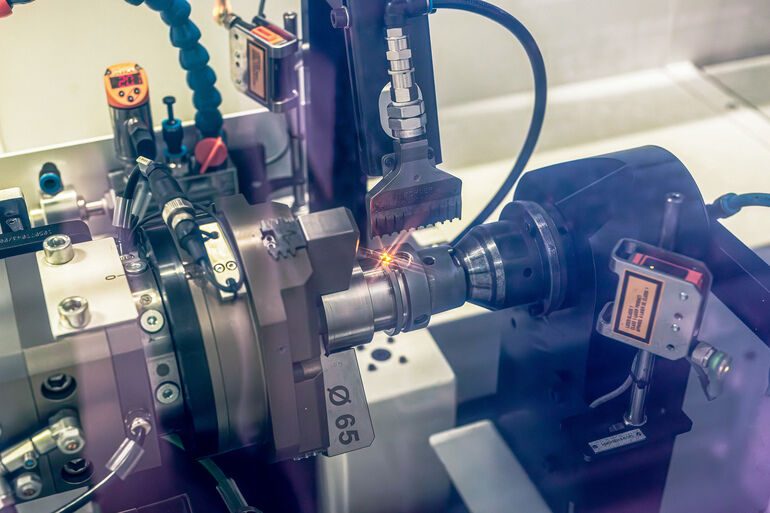
Eine Alternative zum Salzbad ist das Laserhärten. Die Mapal-Experten bauten dazu eine vorhandene Maschine um, die eigentlich zum Laserauftragsschweißen gedacht war. Ob sich das Verfahren allerdings belastbar für die Aufnahmen eignen würde, war zu diesem Zeitpunkt nicht klar. Dazu hat Mapal gemeinsam mit dem Werkzeugmaschinenlabor (WZL) der RWTH Aachen geforscht und die Torsionsbeständigkeit, also wie beständig eine lasergehärtete Aufnahme bei Verdrehung ist, untersucht. Mit positivem Ergebnis: Das Laserhärten kann das Salzbad bei Aufnahmen ersetzen.
Laserhärten ersetzt Salzbad
Seit rund zwei Jahren härtet Mapal nun mit der umgebauten Maschine alle Aufnahmen mit der hauseigenen Modul-Schnittstelle. Der Laser der Maschine erhitzt den Vergütungsstahl so stark, dass beim Abkühlen dieselben Strukturveränderungen wie beim Salzbad erfolgen und die Aufnahme entsprechend gehärtet wird. Möglich ist dieses Verfahren, da es sich bei Vergütungsstahl um sogenannten selbstabschreckenden Stahl handelt. Das heißt, dass der Vergütungsstahl die Wärme, die durch den Laser entsteht, sehr schnell nach innen zieht und sich so sehr schnell wieder abkühlt – sich also selbst abschreckt. Erst dadurch stellen sich die entscheidenden Strukturveränderungen ein.
Allerdings ist dieses Verfahren sehr umständlich und zu aufwendig, um serientauglich Werkstücke zu härten. Mapal begab sich auf Lösungssuche und fand mit dem Maschinenhersteller Emag dafür den optimalen Partner.
Weltweit einzigartig
Gemeinsam haben die Experten beider Unternehmen eine Maschine entwickeln, die den HSK innen und außen per Laser härtet – und das ohne großen Einstell- und Einspannaufwand. Viel Arbeit und zwei Jahre später war sie fertig – die bisher einzige Maschine weltweit, die Werkzeugaufnahmen mit dem Laser härtet. Sie steht in der Aalener Fertigung von Mapal.
Aktuell werden Schritt für Schritt alle gängigen Varianten auf das Verfahren umgestellt. Bis Ende des Jahres sollen alle Aufnahmegrößen auf der Maschine gehärtet werden. Dann ist das Salzbad in der Härterei Geschichte – und mit ihm die widrige Arbeitsumgebung und alle Gefahren, die davon ausgehen.
Vielfältige Vorteile
Die Anlage ist damit nicht nur ein Gewinn für die Gesundheit der Mitarbeiter, sondern auch in Sachen Qualität der Aufnahmen. Denn: Der Laser härtet deutlich präziser als das Salzbad. Davon profitieren alle vor- und nachgelagerten Prozesse. In der Folge entstehen deutlich weniger Verzüge im Material. Zu welchem Zeitpunkt der Härtevorgang in den Prozess eingebaut wird, ist nicht mehr entscheidend.
Zudem kann automatisiert gearbeitet werden – schließlich wird es immer schwieriger Mitarbeiter zu finden, die in der Härterei oder in der Spät- oder Nachtschicht arbeiten möchten. Zwar werden die Werkstücke im Moment noch von Hand in die Maschine eingelegt, allerdings soll das in Kürze ein Roboter übernehmen. Dann kann der Prozess weitestgehend automatisiert und vor allem während der Spät- und Nachtschicht ablaufen.
Neben den bereits genannten Vorteilen hat die Maschine auch einen messbar nachhaltigen Vorteil. Den 420 000 KWh Gas der Salzschmelze stellt die Emag-Maschine 60 000 KWh Strom im Jahr gegenüber. Insgesamt leistet die Maschine so einen enormen Beitrag für ein mehr an Gesundheit, Nachhaltigkeit und Qualität.
Mapal Dr. Kress KG
www.mapal.com/de
Emag GmbH & Co. KG
www.emag.com/de
WZL der RWTH Aachen
www.wzl.rwth-aachen.de








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}