




Firmen im Artikel
Umweltschutz, CO2-Bilanz und Energieeffizienz sind Top-Themen, mit denen sich auch die Industrie intensiv beschäftigt. Bei Knoll Maschinenbau, Bad Saulgau, genießen sie in vielfältiger Weise hohe Priorität: im Bürogebäude, der Produktion, aber auch bei den angebotenen Produkten, Lösungen und Dienstleistungen. Als führender Anbieter von Pumpen, Filtern und kompletten KSS-Systemen propagiert das Unternehmen zum Beispiel den Einsatz von frequenzgeregelten Hochdruckpumpen zur KSS-Versorgung an Werkzeugmaschinen – nicht nur in der Erstausstattung, sondern auch als Nachrüstung.
Um die damit erzielbaren Energieeinsparungen bei laufendem Betrieb zu ermitteln, entwickelte Knoll schon vor rund fünfzehn Jahren den sogenannten E-Pass. Diese Messdienstleistung und die damit verbundene Umrüstung nutzen inzwischen zahlreiche metallbearbeitende Betriebe.
Globale Spezialisten fürs Energiemanagement
Ein Knoll-Kunde und -Partner in Sachen E-Pass und Energieeffizienz bei KSS-Anlagen ist Bosch Power Solutions (PS) am Standort Homburg. Zu dieser Niederlassung gehört seit 2008 eine eigene Abteilung, die sich mit dem Thema Energiemanagement beschäftigt. Ein Projektteam identifizierte damals zunächst im eigenen Werk verschiedene Energieeinsparpotenziale.
Energiemanager Bernhard Kohl ist von Anfang an dabei. „Unser Standort Homburg ist ein Produktionswerk, wo wir Komponenten für Diesel- und inzwischen auch Wasserstofftechnologie herstellen“, erklärt er. „Unsere ersten Energieeffizienz-Projekte betrafen die mechanische Fertigung mit definierter und undefinierter Schneide, wo wir Einsparpotenziale bei den Waschprozessen, der Versorgung mit Druckluft, Hydraulik und dem Kühlschmierstoff erkannten. Wir überlegten uns Maßnahmen, testeten diese aus und übertrugen sie aufs ganze Werk. Damit waren wir sehr erfolgreich und konnten in verschiedenen Bereichen die Effizienz erheblich steigern.“ Auch heute noch erzielt das Energiemanagement-Team werksintern kontinuierlich 3 bis 5 % Energieeinsparung pro Jahr.
In Sachen Energieeffizienz weltweit tätig
2014 entstand die Idee, das gewachsene Know-how auch anderen Bosch-Standorten und dem externen Markt anzubieten. „Diese Idee haben wir zusammen mit dem Bosch-Geschäftsbereich Bosch Energy and Building Solutions umgesetzt, der bei allen Projekten als Integrator und Generalunternehmer fungiert“, sagt Michael Blon, Koordinator der Energy-Services & Energy-Platform bei Bosch Power Solutions.
Für entsprechende Aufträge bildete die Energiemanagement-Abteilung ein externes Team, das inzwischen weltweit tätig ist und nicht nur für Bosch-Werke, sondern auch für Kunden aus der Automobilbranche und anderen Industriesegmenten arbeitet.
Ein großes Projekt tat sich 2021 im Motorenwerk eines deutschen Automobilherstellers auf, wo unter anderem Kurbelwellen und Zylinderköpfe produziert werden. „In den meisten Fällen starten wir mit einer umfassenden Analyse“, erklärt Blom. „Unsere Experten sehen sich zunächst die verschiedenen Bereiche des jeweiligen Werks an und identifizieren Möglichkeiten zur Energieeinsparung. So auch in diesem Fall, wo wir ein großes Potenzial in der Zerspanung erkannten. Dort wurden 49 Excello-Bearbeitungszentren mit ungeregelter KSS-Hochdruckversorgung eingesetzt. Die Umrüstung auf bedarfsgerechte Bereitstellung des KSS durch frequenzgesteuerte Hochdruckpumpen eröffnete hohe Einsparmöglichkeiten.“
Kohl ergänzt: „Derartige Umbaumaßnahmen an Werkzeugmaschinen hatten wir bereits im eigenen Werk durchgeführt – in Zusammenarbeit mit Knoll Maschinenbau. Durch die positiven Erfahrungen nahmen wir diese Pumpenspezialisten auch im Motorenwerk mit ins Boot, zumal die Excello-Maschinen bereits mit Knoll-Druckerhöhungsstationen ausgestattet waren.“
Messsystem analysiert die Effizienz von Hochdruckpumpen
Thomas Wissel, für das Bosch-Werk in Homburg zuständiger Außendienstmitarbeiter bei Knoll, erklärt: „Wir haben mit dem Knoll E-Pass ein besonderes Messsystem für die Effizienzanalyse von Hochdruckpumpen im Portfolio. Damit können wir in weniger als einer Stunde die Einsparmöglichkeiten bei laufendem Betrieb ermitteln. Abhängig vom Ergebnis übernehmen wir anschließend gerne den Umbau.“
Nachdem Blon und seine Energiemanagement-Kollegen die Verantwortlichen im Motorenwerk von den zu erwartenden Einsparmöglichkeiten an den Excello-Maschinen in Kenntnis gesetzt hatten, stimmten diese nach einer ersten Kostenkalkulation der E-Pass-Messung und dem Umrüsten einer Pilotmaschine zu. Da die 49 Bearbeitungszentren in mehreren Fertigungslinien verschiedene Aufgaben übernehmen, wählten sie gemeinsam eine Referenzmaschine aus, deren Bearbeitungsoperation repräsentative Messergebnisse versprach.
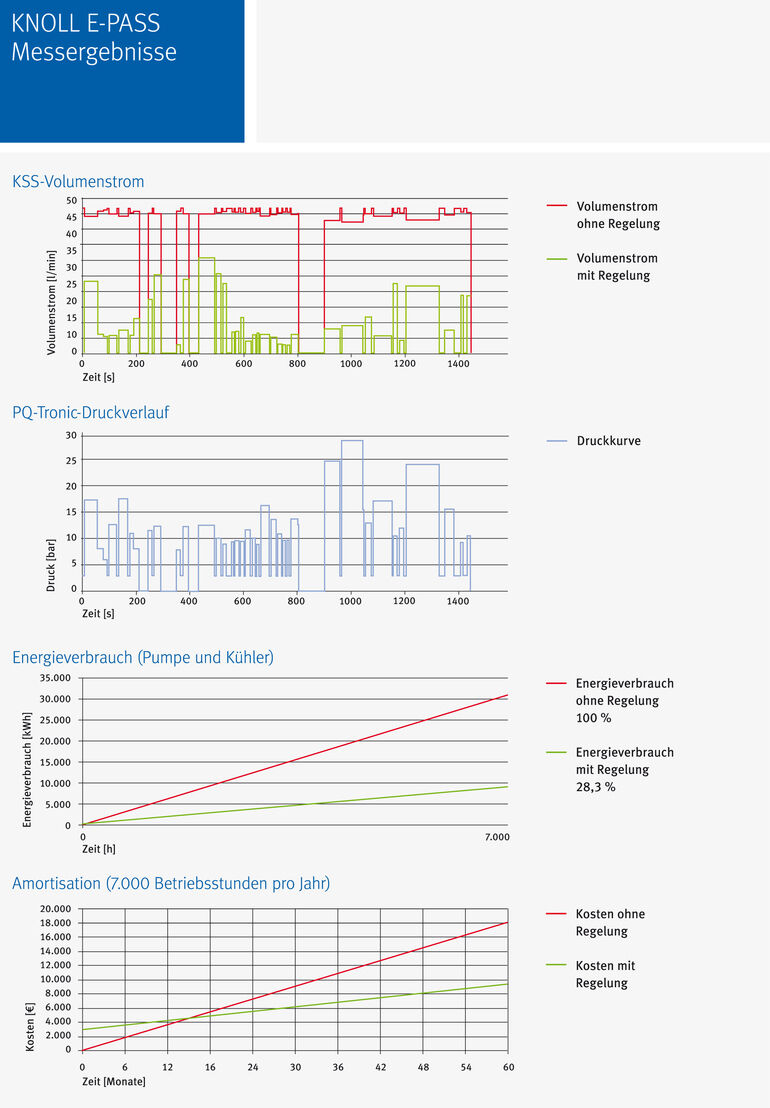
Die E-Pass-Messung übernahm Florian Schönbucher, der bei Knoll seit 2017 für das Thema Energieeffizienz im Service Vertrieb zuständig ist. Er erklärt den Hintergrund des Einsparpotenzials und der Messung: „An den Excello-Maschinen hatten wir Hochdruckpumpen im Einsatz, die über ein sogenanntes Vario-Ventil für unterschiedliche Druckstufen sorgen. Sie erzeugen aber dennoch kontinuierlich den vollen Volumenstrom, sodass der nicht benötigte Kühlschmierstoff abströmen muss. Damit ist ein vielfältiger Energieverlust verbunden, den ein Frequenzumrichter vermeiden hilft. Denn er sorgt über die Drehzahlanpassung der Pumpe für eine bedarfsorientierte Druckregelung.“
Funktonsweise des Messsystems Knoll E-Pass
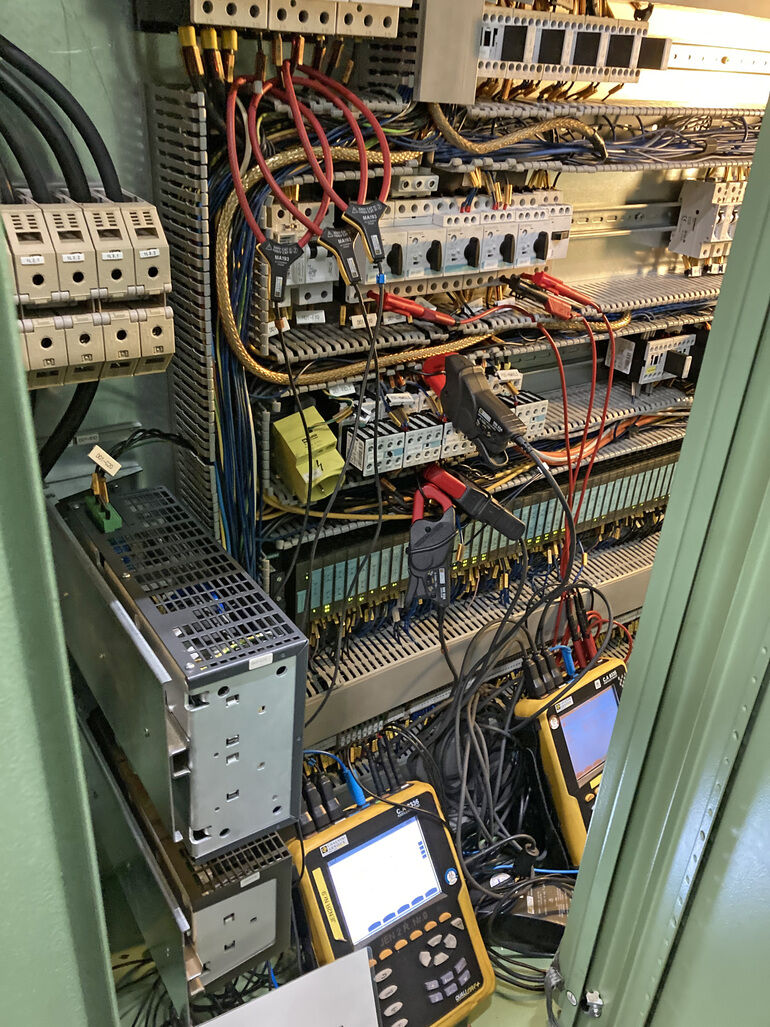
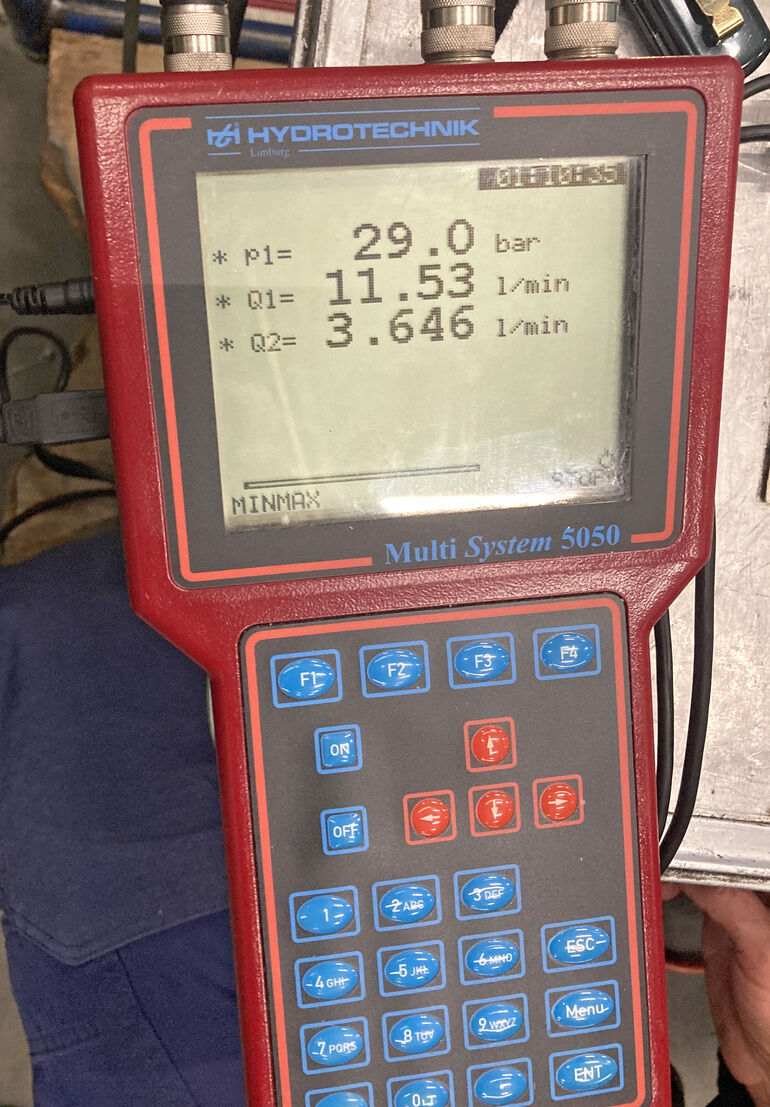
Mit dem Knoll E-Pass ermittelt man zum einen die Leistungsaufnahme der Hochdruckpumpe im Prozess , zum anderen die effektiv für den Bearbeitungsprozess gebrauchte Leistung. Der Zeitaufwand ist gering. Die betroffene Maschine muss für etwa fünf Minuten stillgesetzt werden, um nach dem Druckbegrenzungsventil eine Messturbine zu installieren. Diese bestimmt dann während eines kompletten Bearbeitungszyklus den tatsächlichen KSS-Durchfluss zur Maschine und den jeweiligen Druck. Zusätzlich werden in den Rechner noch erforderliche Daten wie Betriebsstunden, Strom- sowie Investitionskosten für die Nachrüstung eingegeben.
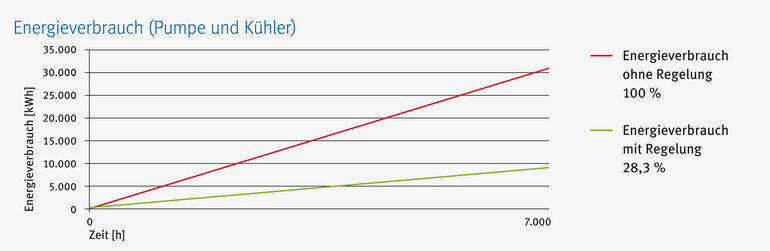
Nach dem Messvorgang und dem Entfernen der Turbine startet die Berechnung. Aus der Differenz zwischen Festdrehzahl und der tatsächlich benötigten Drehzahl mit Frequenzumrichter ergibt sich der größte Anteil der Energieeinsparung. Durch den frequenzgeregelten Antrieb der Pumpe erfolgt außerdem ein geringerer Wärmeeintrag in den Kühlschmierstoff und in die Umgebungsluft. Zusätzlich wird die Pumpe durch den Teillastbetrieb geschont, wodurch sich ihre Standzeit erhöht.
All diese Faktoren werden in der E-Pass-Auswertung berücksichtigt. Schon wenige Minuten nach dem Messvorgang liegt ein Ausdruck vor, der exakte Zahlen zur möglichen Energieeinsparung mit einer nachgerüsteten Frequenzregelung und der Amortisationszeit liefert.
Großes Einsparpotenzial
In besagtem Motorenwerk übernimmt jede der Excello-Maschinen eine Operation mit unterschiedlichen Bearbeitungen (Fräsen, Bohren, Gewinden, etc.). Diese erfordern je nach Werkzeug eine KSS-Versorgung in verschiedenen Druckstufen bis maximal 64 bar. Die E-Pass-Messung an der Pilotmaschine ergab ein Einsparpotenzial von rund 50 % der Energie, was sich nach deren Umbau bestätigte. So kam es zum Folgevertrag, der ein Umrüsten der restlichen 48 Bearbeitungszentren beinhaltet.
In dieser Ausrollphase übernahm Andreas Martin, Mitglied des externen Bosch Energieteams, die Projektleitung. Er schildert: „In Abstimmung mit unserem Kunden nahmen wir in der Folgezeit jeweils zwei Maschinen aus dem laufenden Betrieb, die wir gemeinsam mit Knoll-Mitarbeitern umrüsteten. Jedes Team hatte dabei eigene Arbeitspakete, die nacheinander an den Anlagen rollierend durchgeführt wurden. Pro Maschine benötigten wir dafür etwa fünf Stunden.“
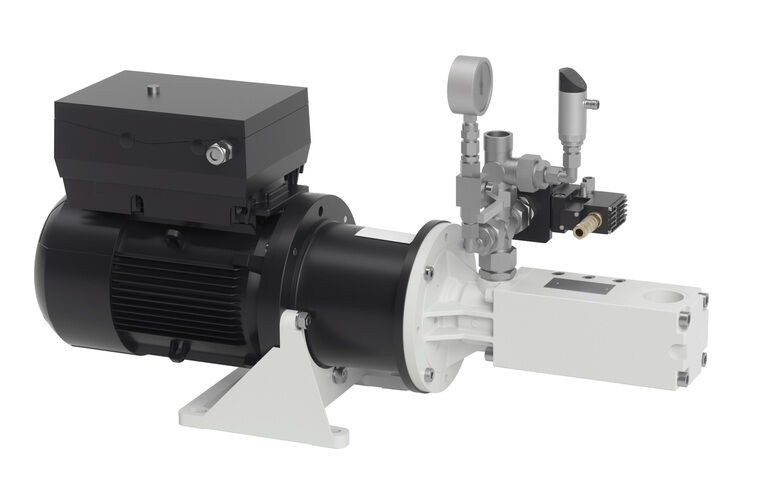
Da alle Excello-Maschinen über eine Zentralanlage mit KSS versorgt werden, betrafen die Arbeiten nur die Frequenzregelung der Hochdruckpumpe, einer Knoll KTS-Schraubenspindelpumpe. Diese selbstansaugende Verdrängerpumpe zeichnet sich durch geringe Pulsation, hohen Wirkungsgrad und lange Lebensdauer aus. Die dazu gehörende Frequenzregelung wird bei Knoll PQ-Tronic genannt, da sie für variablen Druck (P) und Durchfluss (Q) bei optimaler Drehzahleinstellung sorgt.
Mit Flexibilität und großer Motivation zum Erfolg
Maschine für Maschine wurde mit den Knoll-Produkten ausgestattet. Martin lobt die Zusammenarbeit mit Knoll: „Die Vor-Ort-Mitarbeiter waren motiviert und sehr flexibel, sodass wir auch in schwierigen Situationen immer eine gute Lösung gefunden haben. Und wir bekamen von Knoll eine schlüssige Dokumentation nach CE-Norm, wie Zeichnungen, Elektroplan, Stückliste und Sicherheitsbetrachtung. Das ist für unseren Kunden von großer Bedeutung.“
So ist auch das Motorenwerk mit der Dienstleistung und der erzielten Effizienz sehr zufrieden. „Unsere Vorher-Nachher-Messung stellte die tatsächliche Energieeinsparung über die Prozessschritte hinweg fest“, berichtet Martin. Sie lag je nach Maschine und Bearbeitungsprozess zwischen 34 und 69 %. „Die Unterschiede sind abhängig von den Bearbeitungen und den eingesetzten Werkzeugen“, erklärt Kohl. „Tiefloch- oder Sacklochbohrungen erfordern einen hohen Druck, um die Späne zu entfernen und die Schmierung aufrechtzuerhalten. Da ist das Einsparpotenzial eher gering. Anders bei kleinen Werkzeugen oder Gewindebohrungen: Hier sind geringere Drehzahlen und nur wenig KSS-Druck erforderlich, sodass sich viel Energie einsparen lässt.“
Im Mittel spart das Motorenwerk heute über alle 49 Maschinen hinweg 54 % des Energieeinsatzes, was rund 100 000 Euro pro Jahr entspricht. Die Anlagen laufen zudem sehr stabil, sodass es in den vergangenen zwei Jahren zu keinerlei Beanstandung kam. „Die komplette Umbaumaßnahme wird sich in gut drei Jahren amortisiert haben“, vermutet Koordinator Michael Blon. „Das ist sicher nicht übermäßig schnell, aber angesichts steigernder Energiekosten kann sich diese Zeit verkürzen.“
Diese sorgen jedenfalls für zunehmende Aufträge in der Bosch-Energiemanagement-Abteilung, unterstützt von der Eigenverpflichtung vieler Firmen hinsichtlich des CO2-Fußabdrucks. „Wenn wir wieder Werkzeugmaschinen mit bedarfsgerechter Hochdruckversorgung ausrüsten müssen, wenden wir uns gerne an unseren bewährten Partner Knoll“, bekräftigt Blon.
Knoll Maschinenbau GmbH
www.knoll-mb.de
Robert Bosch GmbH Homburg Saar
www.boschbuildingsolutions.com/de/de/







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}