

Wenn es gilt, hochwertige, lunkerfreie und dichte Schweißverbindungen mit hervorragenden Ermüdungseigenschaften zu erzeugen, ist Rührreibschweißen eine gute Wahl. Entsprechend wird dieses Verfahren gerne im Behälterbau, Schiffsbau sowie in der Luft- und Raumfahrttechnik eingesetzt. Außerdem etabliert sich diese Verbindungstechnologie zunehmend in der Elektroindustrie und im Automobilbau mit dem Wachstumsmarkt E-Mobility – beispielsweise zum Verschweißen von Batteriegehäusen. Laut Heller Geschäftsführer Dieter Drechsler spielt sie in allen Anwendungsbereichen mehrere Vorteile aus.
1. Hohe Qualität
Die Qualität ist sehr hoch. Dank des vergleichsweise geringen Wärmeeintrags entsteht im Material ein sehr feinkörniges Gefüge ohne Risse oder Poren. Der Verzug im Bauteil ist minimal. So erfüllt die Schweißnaht höchste Anforderungen an Dichtigkeit und Crashverhalten.
2. Gute Umweltbilanz
Diverse Umwelt- und Gesundheitsaspekte gelten als wichtige Pluspunkte, weshalb das Rührreibschweißen auch als grüne Technologie bezeichnet wird. Gründe dafür: Gegenüber klassischen Schweißverfahren entstehen während des Verbindungsprozesses keine gefährlichen Lichtblitze oder gesundheitsgefährdende Rauchgase, die abgesaugt werden müssten. Darüber hinaus fällt die Umweltbilanz des Verfahrens dank des geringen Energieverbrauchs sehr günstig aus.
3. Hohe Wirtschaftlichkeit durch BAZ-Integration
Die hohe Wirtschaftlichkeit schlägt als echter Gewinnfaktor zu Buche. Da keinerlei Verbrauchsmaterialien wie Fülldraht oder Schutzgas erforderlich sind, entstehen nur minimale Verbrauchskosten.
Besonders interessant wird das Schweißverfahren durch die erfolgreiche Integration in moderne Werkzeugmaschinen von Heller. Dadurch sparen Anwendende einen zusätzlichen Arbeitsgang und benötigen ansonsten nur die kostengünstigen Werkzeuge, die Freischaltung des Heller-Technologiezyklus und die „adaptive control Funktion“ in der Sinumerik 840D sl.
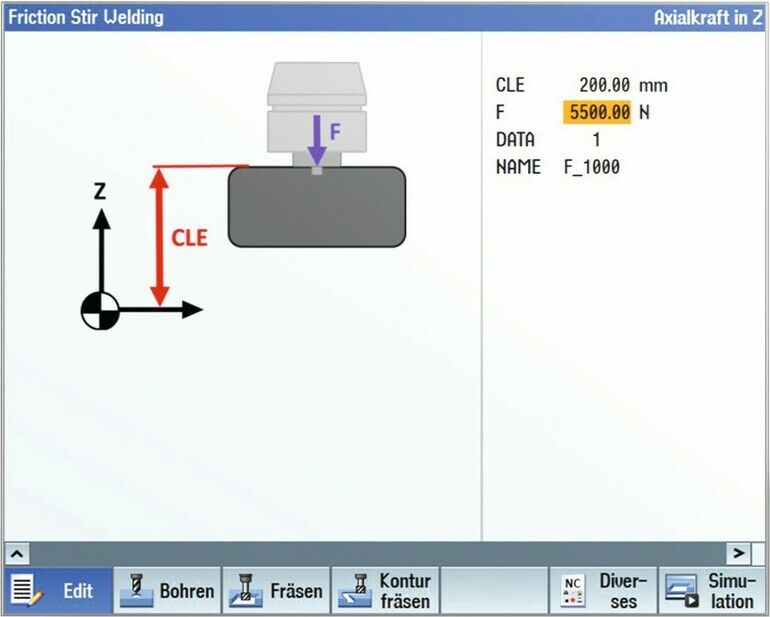
Programmierung via G-Code
Die Schweißbahn kann der Maschinenbediener einfach am CNC-Bedienpult via G-Code programmieren. Auch die Übernahme von CAD/CAM-Daten ist hierfür problemlos möglich.
Um den Schweißprozess zu starten, müssen die wichtigen Parameter Druck und Drehzahl bestimmt werden. Diese hängen unter anderem von Faktoren wie der Materialzusammensetzung sowie von der benötigten Art und Tiefe der Schweißnaht ab. Wie Drechsler sagt, liegt in dieser Aufgabe eine gewisse Herausforderung. Aber: „Auf Wunsch unterstützen hierbei natürlich unsere erfahrenen Fachleute. Und erste Pilotprojekte haben gezeigt, dass die Maschinenbedienenden unserer Kunden auch sehr schnell alleine damit klarkommen.“
Einmal festgelegt, lassen sich Druck und Drehzahl über einen Zyklus aufrufen. Ist der Schweißprozess gestartet, protokolliert die Siemens-CNC den kompletten Ablauf und steuert zuverlässig das Einhalten aller Parameter. Früher notwendige „Kraftmessdosen“ sind obsolet.
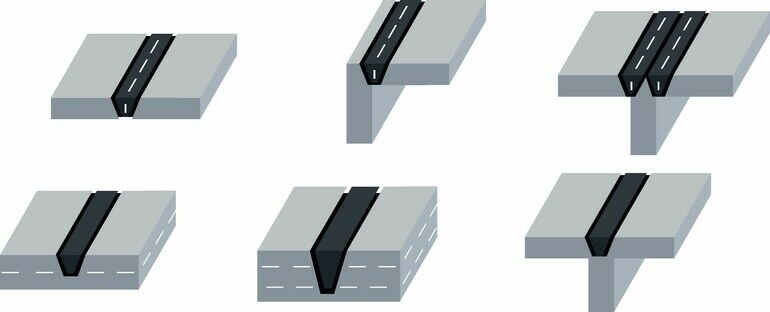
Variantenreiches Verfahren
Dabei ist die Vielfalt der Schweißvarianten ziemlich groß. Neben klassischen Stumpfstoßverbindungen sind auch Eck- und T-Stoß möglich. Selbst Überlappungsstöße – einfach, mehrfach und als T-Variante – lassen sich problemlos realisieren.
Gebr. Heller Maschinenfabrik GmbH
www.heller.biz
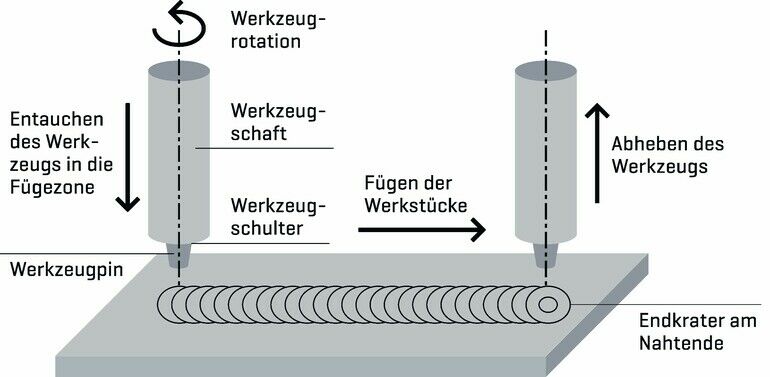
So funktioniert Rührreibschweißen
Beim Rührreibschweißen (Friction Stir Welding) taucht das stiftähnliche, rotierende Werkzeug mit hoher axialer Kraft soweit in den Spalt zwischen den zu verbindenden Bauteilen ein, bis die sogenannte Werkzeugschulter auf der Oberfläche des Bauteils aufliegt. Die bei diesem Prozess entstehende Reibung erwärmt und plastifiziert schließlich das Bauteilmaterial. Im Ergebnis vermischen und verbinden sich die Werkstoffe der Bauteile im Fügespalt miteinander.
Nun wird das weiterhin rotierende Werkzeug mit gleichbleibendem Anpressdruck entlang des Fügespalts bewegt, das Material wird stetig plastifiziert und vermischt sich um den Werkzeugpin herum. Eine hochwertige Schweißnaht entsteht. Am Ende der vorgesehenen Schweißnaht stoppt die Vorschubbewegung und das Werkzeug wird aus der Fügezone gehoben.
Mehr zum Thema Nachhaltigkeit








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}