
Innengewinde werden heute noch hauptsächlich durch Gewindeschneiden bzw. Gewindebohren hergestellt. Eine interessante Alternative bei der Innengewindefertigung ist das Gewindefräsen. Die Vorteile dieser Technologie liegen weniger in der Fertigungsgeschwindigkeit als vielmehr in der außerordentlich hohen Prozesssicherheit.
Autor: Dr. Roland Heiler Poduct Manager Titex Plus
Innengewinde werden heute noch hauptsächlich durch Gewindeschneiden bzw. Gewindebohren hergestellt. Die hohe Produktivität, die vergleichsweise geringen Werkzeugkosten und der hohe Bekanntheitsgrad sind Hauptvorteile des Verfahrens.
Eine immer beliebtere Alternative ist das Gewindeformen. Dabei werden die Gewinde durch die Umformung des Materials erzeugt – es entstehen also keine Späne, damit auch wesentlich weniger Probleme. Zur Umformung sollte der Werkstoff jedoch eine Materialdehnung von mindestens 7 % aufweisen, so dass das Einsatzspektrum für diese Technologie eingeschränkt ist. Bei spröden Gusswerkstoffen oder hochfesten bzw. gehärteten Bauteilen stößt man an die Grenzen des Verfahrens.
Eine sehr interessante Alternative bei der Innengewindefertigung ist das Gewindefräsen. Die Vorteile dieser Technologie liegen weniger in der Fertigungsgeschwindigkeit als vielmehr in der außerordentlich hohen Prozesssicherheit, wodurch sich das Verfahren besonders für die Bearbeitung hochwertiger und teurer Bauteile eignet.
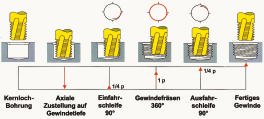
Beim Gewindefräsen ist die Gewindegeometrie nicht wie beim Gewindeschneiden direkt mit dem Werkzeug verbunden (ein Gewindebohrer M6 erzeugt immer ein Gewinde M6), sondern entsteht erst durch die Rotation des Gewindefräsers und die gleichzeitige Bewegung der drei Hauptachsen der Werkzeugmaschine. Zunächst fährt der Gewindefräser bis zur programmierten Gewindetiefe in die Kernlochbohrung ein. Der eigentliche Zerspanungsprozess beginnt mit einer Einfahrschleife, bei der das Werkzeug zur Reduzierung der Belastung in einer spiralförmigen Bewegung radial in das Werkstück eintaucht. Das eigentliche Gewinde wird dann in einer 360°-Spirale in einem Arbeitsgang gefräst.
Anforderungen beim Gewindefräsen
Das Gewindefräsen erfordert Werkzeugmaschinen mit dynamischen Vorschubantrieben und geeigneten 3D-CNC-Steuerungen, damit das Werkzeug die harmonische, schraubenförmige Bahnbewegung ausführen kann. Gegenüber den herkömmlichen Verfahren zur Herstellung von Gewinden, besitzt das Gewindefräsen zahlreiche Vorteile: Es erlaubt den universellen Einsatz in fast allen lang- oder kurzspanenden Werkstoffen. Stähle, rostfreie Werkstoffe, kurzspanende Gusslegierungen (GG und GGG), Aluminium und AlSi-Legierungen, Titan- und Nickellegierungen und gehärtete Werkstoffe lassen sich mit demselben Gewindefräser bearbeiten.
Werden beim Gewindebohren meist unterschiedliche Werkzeuge für Durch- und Grundlochgewinde eingesetzt, so spielt die Art des Gewindes beim Gewindefräsen keine Rolle. Mit einem einzigen Werkzeug lassen sich sowohl Grund- als auch Durchgangsgewinde, aber auch Rechts- und Linksgewinde, ja sogar Innen- und Außengewinde problemlos fertigen.
Ein weiterer Vorteil des Gewindefräsens ist die Möglichkeit unterschiedliche Gewindegrößen bei gleicher Gewindesteigung mit nur einem Werkzeug zu fertigen. Hierdurch entfallen unnötige Werkzeugwechsel. Ebenfalls lassen sich beliebige Toleranzlagen der Gewinde herstellen, da die Toleranz des Gewindes nicht wie beim Gewindebohren im Werkzeug festgelegt ist.
Reduzierte Werkzeugkosten
Gewindefräsen bedeutet für den Anwender: reduzierte Werkzeugkosten durch weitgehend universellen Werkzeugeinsatz. Beim Gewindefräsen werden maßgenaue und lehrenhaltige Gewinde bis annähernd zum Bohrungsgrund erzeugt. Bis auf den Bereich der Einfahrschleife von ¼ Gang (90°) oder ½ Gang (180°) besitzen gefräste Gewinde keinen Anschnittbereich.
Ein entscheidender Vorteil des Gewindefräsens ist die hohe Prozesssicherheit.
Hohe Prozesssicherheit
Da es sich um einen Fräsprozess handelt entstehen immer kurze Späne, Spanknäul und Spanstau sind auch bei Problemwerkstoffen ausgeschlossen. Sollte dennoch einmal ein Gewindefräser brechen, so entsteht kein Ausschuss, da der Gewindefräser im Durchmesser kleiner als die Kernlochbohrung ist, die Bruchstücke sich somit einfach entfernen lassen und dasselbe Gewinde (!) mit einem neuen Werkzeug fertiggefräst werden kann. Beim Gewindefräsen hat der Anwender die Möglichkeit auch große Gewinde auf vergleichsweise kleinen Werkzeugmaschinen zu fertigen.
Zum Gewindefräsen bietet Titex Plus sowohl Werkzeuge in Vollhartmetall als auch Werkzeuge mit auswechselbaren Schneidplatten. Insbesondere der Einsatz der Vollhartmetallwerkzeuge zeichnet sich durch eine vergleichsweise hohe Produktivität aus, da die Werkzeuge sowohl mehrere Schneiden besitzen als auch die moderne Hochleistungsbeschichtung auf der Basis von Titan-Aluminiumnitrid (TINAL X.treme) hohe Schnittgeschwindigkeiten bis in den Bereich der HSC-Bearbeitung (High-Speed-Cutting = Hochgeschwindigkeitsbearbeitung) erlaubt. Die Werkzeuge mit integrierter Senkfase ermöglichen zwei Arbeitsgänge (Ansenken der Kernlochbohrung und nachfolgendes Gewindefräsen) mit nur einem Werkzeug ohne zusätzlichen Werkzeugwechsel.
Die Gewindefräser mit auswechselbaren Schneidplatten sind zwar nur mit einer bzw. zwei Schneiden ausgeführt, hierdurch im Vergleich zu den Vollhartmetallfräsern bei der Bearbeitung etwas langsamer, besitzen jedoch auch spezielle Vorteile. Durch das einfache Auswechseln der Schneidplatten können beliebige Gewindesteigungen, aber auch Gewindearten mit nur einem einzigen Werkzeughalter hergestellt werden.
Gewindefräszyklen aus Electronic Catalog
Das Gewindefräsen besitzt wesentliche Vorteile gegenüber einer herkömmlichen Gewindefertigung, verlangt jedoch im Vergleich zu den klassischen Verfahren deutlich mehr Know-how vom Maschinenbediener im betrieblichen Einsatz. Hier liefert Tec 6.0 (Titex E-lectronic Catalog) in bewährter Weise nicht nur die geeigneten Werkzeuge und Schnittdaten, sondern auch das passende CNC-Programm für alle gängigen Maschinensteuerungen.
Günther & Co. GmbHTel. 069/78902-545, Fax 069/78902-230
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}