
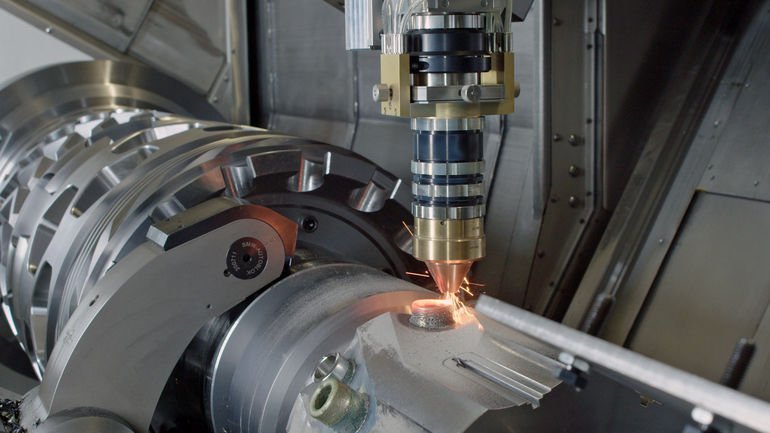


Der Nutzen der additiven Fertigung in einer Millturn zeigt sich speziell bei der Herstellung komplexer Geometrien, die mit konventionellen Fertigungsverfahren nicht oder nur sehr schwer herzustellen sind. Durch die fünf interpolierenden Achsen der Millturn-Maschinen kann der Diodenlaser, mit einer Leistung von 10kW, über einen weiten Bereich geschwenkt werden und auch Freiformflächen bearbeiten. Der Auftragskopf besteht aus einer Düse, durch die die Metallpulverpartikel fokussiert zur Auftragsstelle transportiert werden. Ein Schutzgas verhindert Oxidationsprozesse und dient als Träger- und Transportmedium. Je nach Auftragsdüse kann ein Materialauftrag bis in die Waagrechte erfolgen.
Weniger Zerspanen
Außerdem ist es möglich, durch die unterschiedlichen Düsen Geometrien und Pulverkombinationen, verschiedene Effekte zu erzielen. Bei Gebilden, welche aus dem Werkstück herausragen, kann auf überdimensionale Rohlinge verzichtet werden, wodurch eine Senkung von Zerspanungsraten erzielt wird. Das spart Bearbeitungszeit, senkt Werkzeugkosten und es kann ohne Umspannen mit der Zerspanung weitergehen. Der Schlüssel zu einem produktiven Arbeiten liegt im Verständnis des Gesamtprozesses, welchen WFL mit ständiger Forschung forciert und weiterentwickelt.
Drei Lasertechnologien
Für das Laserschweißen wird ein eigener Kopf (mit einer anderen Optik) benötigt. Zum Spalt-/ Tiefspaltschweißen ist eine wesentlich engere Fokussierung des Laserstrahls erforderlich, um einerseits größere Schweißtiefen erzielen zu können und andererseits beim Schweißen die Wärmeeinflusszone möglichst eng zu halten. Ziel ist die Entwicklung einer Alternative zu dünnen Tieflochbohrungen.
Für das Auftragsschweißen wird über eine Ringdüse unter Zuhilfenahme eines Schutzgases das Metallpulver auf einen Auftreffpunkt fokussiert. An dieser Stelle befindet sich auch der Fokuspunkt des Laserstrahls, wodurch ein Schmelzbad entsteht. In diesem lagert sich das aufgeschmolzene Metallpulver an und erstarrt danach. Ein genau abgestimmtes Verhältnis von Energieeintrag und Verfahrgeschwindigkeit des Laserstrahls sowie der zugeführten Pulvermenge bestimmt die Breite und Höhe des entstehenden Materialauftrags. Der dabei eingesetzte Diodenlaser besteht aus einer Hochleistungsoptik und einer koaxialen Pulverdüse.
Der Auftragslaserkopf für das Schweißen kann auch direkt für das Laserhärten verwendet werden, optional kann dazu auch eine für den Härteprozess optimierte Optik gewechselt werden. Damit können beispielsweise Zahnflanken bei der Herstellung von Verzahnungen unmittelbar nach dem Fräsen gehärtet werden.
WFL Millturn Technologies GmbH & Co. KG
Wahringerstraße 36,
A-4030 Linz
Tel. +43 732-6913-0
Mehr zum Thema Additive Fertigung









 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}