


„Die additive Fertigung hat uns von Beginn an gereizt“, erklärt Matthias Rommel, Geschäftsführer der Paul Horn GmbH. „Von daher haben wir die Fortschritte beim 3D-Druck mit Metall genau beobachtet. Als dann die Maschinentechnologie so weit war, dass wir als Präzisionswerkzeughersteller damit arbeiten konnten, haben wir uns die erste eigene Anlage zugelegt. Genauer gesagt eine DMG Mori Lasertec 30. Wir haben die Maschine ursprünglich für den F&E-Bereich erworben, um mit ihr Sonderwerkzeuge und Prototypen zu fertigen. In der Anfangszeit sind wir dann immer wieder mit unseren Kunden zum Thema 3D-Druck ins Gespräch gekommen. Aus den anfänglichen reinen Fachgesprächen haben sich dann mehr und mehr konkrete Anfragen nach 3D-gedruckten Bauteilen ergeben. Aufgrund des regen Kundeninteresses ist bei uns schließlich die Idee gereift, einen zusätzlichen Geschäftsbereich ‚Lohnfertigung für additiv gefertigte Bauteile‘ aufzubauen. Technologisch setzten wir auf DMG Mori Lasertec 30 (2nd Generation).“, so Matthias Rommel, Geschäftsführer der Paul Horn GmbH.
Technologischer Vorteil durch 3D-Druck
Die additive Fertigung ist sinnvoll, wenn sich dadurch ein technologischer Vorteil ergibt. Ein bisher konventionell gefertigtes Bauteil additiv zu fertigen ergibt wirtschaftlich in vielen Fällen keinen Vorteil. Beispielsweise ein Drehteil, welches auf Langdrehautomaten relativ schnell herzustellen ist. Die additive Fertigung wäre auch im Hinblick auf eine spanende Nacharbeit zu teuer. Weitere Nachteile gegenüber der konventionellen Fertigung sind zudem die relativ schlechte Oberflächengüte (Rz 30 µm) und die groben Genauigkeiten von +/- 0,1 mm sowie das teure Pulver im Vergleich zu einem Stangenmaterial.
Mehr Gestaltungsfreiheit
Nimmt die Komplexität der Bauteile zu, kommt die additive Fertigung mehr und mehr ins Spiel. Sei es durch Leichtbau, spezielle Führung von Kühlkanälen sowie Kleinserien von geometrisch sehr anspruchsvollen Bauteilen. Somit stehen den Nachteilen auch die Vorteile der Gestaltungsfreiheit, der Leichtbau, die schnelle Anpassbarkeit und bei komplexen Teilen auch die schnelle Fertigung gegenüber. Folglich ist es in Zukunft sinnvoll, bei jeder Konstruktion diese Möglichkeit in die Vorüberlegungen miteinzubeziehen.
Nach verschiedenen Gesichtspunkten analysieren die Spezialisten das Ausgangsmaterial. Hierbei nutzt Horn die weitreichenden Kompetenzen der Horn Hartstoffe GmbH, welche sich seit Jahren mit der Pulveranalytik für Hartmetallpulver befasst. Entsprechende Messgeräte sind dabei vorhanden. Sind die Eingangsparameter in Ordnung, werden entsprechende Probenkörper gedruckt. Im Anschluss kommen diese Probenkörper zur metallurgischen Analyse. Für die schnelle Ermittlung von Daten steht neben den Horn Hartstoffen auch das neue Horn Analysezentrum (HAZ) zur Verfügung. Hier erstellen die Mitarbeiter entsprechende Schliffbilder zur Porenanalyse und führen weitere Materialprüfungen durch.
Vom Rohteil bis zum fertig bearbeiteten Bauteil
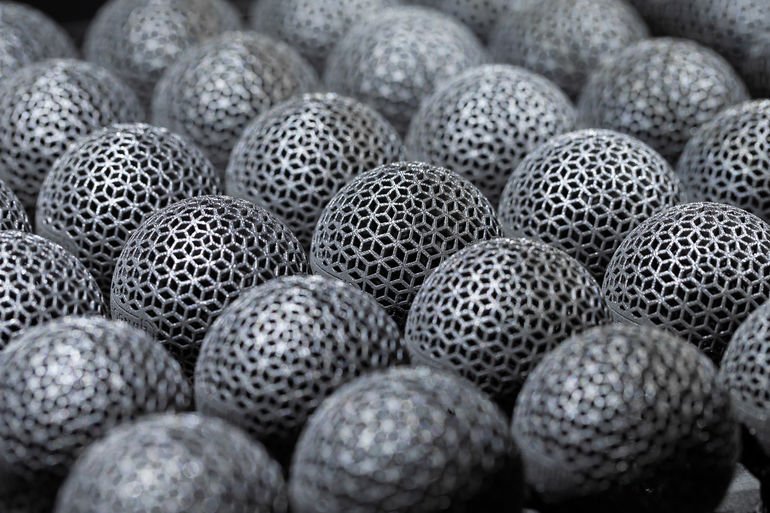
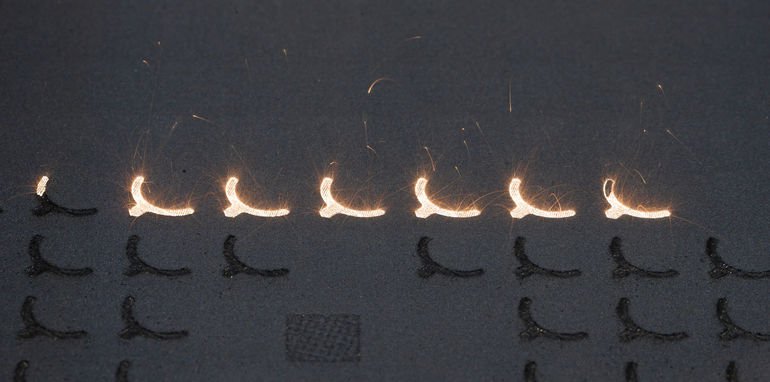
Zum Einsatz kommt bei Horn das Selective Laser Melting-Verfahren, auch Pulverbettverfahren genannt. Bei diesem Verfahren wird das Metallpulver in Schichten auf eine absenkbare Plattform aufgetragen und danach im Bereich des zu druckenden Werkstücks durch den Laser belichtet und aufgeschmolzen. Dies wird so lange wiederholt, bis die Bauteilhöhe erreicht ist. Horn setzt auf die Werkstoffe Aluminium (AlSi10Mg), Edelstahl (1.4404), Werkzeugstahl (1.2709) und Titan (Ti6Al4V). Weitere Werkstoffe befinden sich zurzeit in der Erprobung. Die Bauraumgröße beträgt maximal 300 x 300 x 300 mm.
Da Horn alle Fertigungsschritte im Haus hat, können die Spezialisten des Fertigungsbereiches direkt auf die Kundenanforderungen eingehen. Die Herstellung der Teile erfolgt je nach Kundenwunsch in verschiedenen Ausführungsformen. Horn unterstützt dabei den Kunden auch bei der Konstruktion und der Auswahl geeigneter pulverbasierter Parameter. Die Herstellung erfolgt nach Kundenanforderung als Rohteile bis hin zum fertig bearbeiteten Bauteil. Ein weiterer Vorteil sind der vorhandene Maschinenpark und die entsprechenden Messmittel. Dies erspart Zeit und gibt direkten Einfluss auf alle Fertigungsprozesse.
Beispiel gedruckte Kühlmittel-Aufsätze
Für die prozesssichere Spankontrolle beim Hochleistungsreiben bietet die Paul Horn GmbH additiv gefertigte Kühlmittelscheiben nach Kundenanforderungen. Beim Reiben von Durchgangsbohrungen oder tiefen Sacklöchern kommen Standardlösungen oft an technische Grenzen. Insbesondere langspanende und schwer zerspanbare Werkstoffe erfordern Modifikationen des Werkzeugsystems und der inneren Kühlmittelzufuhr.
Horn zeigt mit der 3D-gedruckten Kühlmittelscheibe eine Problemlösung, welche auf dem Werkzeugschaft aufgeschraubt wird. Die Folgen sind höhere Standzeiten durch die direkte, zielgerichtete Kühlung und vor allem eine prozesssichere Spanabfuhr. Die additive Fertigungstechnologie ermöglicht eine freie Gestaltung der Kühlmittelaustritte. Die Form der Austritte verhindert ein Eindringen der Späne. Des Weiteren können Querschnitt und Austrittwinkel des Kühlmittelkanals für die jeweilige Bearbeitung und den zu zerspanenden Werkstoff angepasst werden.
Hartmetall-Werkzeugfabrik Paul Horn GmbH
www.phorn.de
Hartmetall-Werkzeugfabrik Paul Horn GmbH
Horn-Straße 1
72072 Tübingen
Telefon: +49 (0) 7071 – 7004–0
E-Mail: info@phorn.de
Mehr zum Thema Additive Fertigung









 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}